Das könnte Ihnen auch gefallen
- AWS - The Everyday Pocket Handbook For Visual Inspection of AWS D1.1 Structural Welding Codes Fabrication and Welding Requirements PDFDokument37 SeitenAWS - The Everyday Pocket Handbook For Visual Inspection of AWS D1.1 Structural Welding Codes Fabrication and Welding Requirements PDFEvangelos Mathas100% (1)
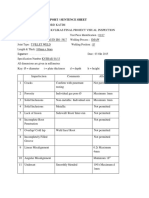
- Weld Inspection ReportDokument5 SeitenWeld Inspection ReportFord Katim100% (2)
- M1 - 2 Welding Symbols and DrawingsDokument13 SeitenM1 - 2 Welding Symbols and DrawingsGiurcanas AndreiNoch keine Bewertungen
- Genie E Series Slab Scissor Lift Operation PDFDokument11 SeitenGenie E Series Slab Scissor Lift Operation PDFRajesh gpNoch keine Bewertungen
- Basic Safety Instructions For All Employees Visiting or Working in The Construction of The HgpepDokument42 SeitenBasic Safety Instructions For All Employees Visiting or Working in The Construction of The Hgpepmalik jahanNoch keine Bewertungen
- Jsa Ground Grid MocksvilleDokument2 SeitenJsa Ground Grid MocksvilleChristopher NewbyNoch keine Bewertungen
- Weld DefectsDokument48 SeitenWeld DefectsStewart StevenNoch keine Bewertungen
- CSWIP 3.0 Practical Fillet Welded T Joint Instruction SheetDokument4 SeitenCSWIP 3.0 Practical Fillet Welded T Joint Instruction SheetOnur Altuntaş100% (2)
- Welder Testing Procedure 2014 2Dokument3 SeitenWelder Testing Procedure 2014 2Sandip JawalkarNoch keine Bewertungen
- PDF Gi 0002721 2016 Arc Flash CompressDokument23 SeitenPDF Gi 0002721 2016 Arc Flash CompressMark DingalNoch keine Bewertungen
- Job Safety Analysis (Jsa) : Title of Activity / Work: DG OperationDokument2 SeitenJob Safety Analysis (Jsa) : Title of Activity / Work: DG Operationba ratnaparkheNoch keine Bewertungen
- PTW - Electrical PermitDokument2 SeitenPTW - Electrical PermitJahanzaib KhanNoch keine Bewertungen
- Jsa Fan Coil Unites MaintenanceDokument5 SeitenJsa Fan Coil Unites MaintenanceASLAM MULANINoch keine Bewertungen
- Chapter 5.1 WeldingDokument37 SeitenChapter 5.1 WeldingJack Santos100% (1)
- Job Safety & Environment Analysis: Revision NoDokument3 SeitenJob Safety & Environment Analysis: Revision NonishanthNoch keine Bewertungen
- Minimum Safety Requirement For ScaffoldDokument12 SeitenMinimum Safety Requirement For ScaffoldMark RusianaNoch keine Bewertungen
- Fall Prevention Plan: (Only Applicable To Contractor That Have Work Activities More Than 03 Meters and Above.)Dokument21 SeitenFall Prevention Plan: (Only Applicable To Contractor That Have Work Activities More Than 03 Meters and Above.)Md ShahinNoch keine Bewertungen
- JSA Trunks InstallationDokument9 SeitenJSA Trunks InstallationWeru MorrisNoch keine Bewertungen
- User'S Manual: MODEL: MMA160/200Dokument9 SeitenUser'S Manual: MODEL: MMA160/200Vlaovic GoranNoch keine Bewertungen
- Sample API 1104 WpsDokument1 SeiteSample API 1104 Wpsippon_osoto100% (1)
- ASME StandardsDokument35 SeitenASME StandardsNur WijiantoNoch keine Bewertungen
- JSP 42 Use of Power ToolsDokument6 SeitenJSP 42 Use of Power ToolsMuhammad AtifNoch keine Bewertungen
- Welding SymbolDokument52 SeitenWelding SymbolShriram Avasarkar100% (4)
- Job Safety Analysis (Jsa) : Damage and Personal InjuryDokument2 SeitenJob Safety Analysis (Jsa) : Damage and Personal InjuryReda Bouali100% (1)
- Fillet Welded JointsDokument4 SeitenFillet Welded Jointsjocelyn beltranNoch keine Bewertungen
- Job Safety Analysis: How To Use This FormDokument4 SeitenJob Safety Analysis: How To Use This Formjithin shankar100% (1)
- SOP For Pole Erection With All Hard WireDokument7 SeitenSOP For Pole Erection With All Hard WireVIKAS SINGH BAGHELNoch keine Bewertungen
- 28.1.1 Mobile Equipment Inspection ChecklistDokument1 Seite28.1.1 Mobile Equipment Inspection Checklistmohamed abdelmoniemNoch keine Bewertungen
- SWP-03 Electrical Safety DaimanDokument4 SeitenSWP-03 Electrical Safety DaimanHassan AbdullahNoch keine Bewertungen
- Safety Check (Please Put Tick ( ) Mark in The Appropriate BoxDokument8 SeitenSafety Check (Please Put Tick ( ) Mark in The Appropriate BoxAntony JebarajNoch keine Bewertungen
- Connection Design Steel Base Plate Bs5950 v2015 01Dokument4 SeitenConnection Design Steel Base Plate Bs5950 v2015 01Anonymous j9PxwnoNoch keine Bewertungen
- Lockout - Tagout (LOTO) Annual Inspection and Training Assessment Checklist Department: Shop: Location: EquipmentDokument2 SeitenLockout - Tagout (LOTO) Annual Inspection and Training Assessment Checklist Department: Shop: Location: EquipmentSayed Saad ShehataNoch keine Bewertungen
- Jha WTPDokument3 SeitenJha WTPYer SonmoNoch keine Bewertungen
- JSA - Low Voltage PanelDokument19 SeitenJSA - Low Voltage PanelASLAM MULANINoch keine Bewertungen
- Cswip - Section 09-Welding SymbolsDokument14 SeitenCswip - Section 09-Welding SymbolsNsidibe Michael Etim100% (1)
- PTW JHA Prayer Garment Hanging Rack InstallationDokument2 SeitenPTW JHA Prayer Garment Hanging Rack InstallationPHH9834Noch keine Bewertungen
- SMAW12 Quarter 1 Module 1Dokument60 SeitenSMAW12 Quarter 1 Module 1Ronald Michael Poblete GlobioNoch keine Bewertungen
- CQE Fact SheetDokument2 SeitenCQE Fact Sheetippon_osotoNoch keine Bewertungen
- ISO 9606-1 Interpretations 2019-04-10Dokument5 SeitenISO 9606-1 Interpretations 2019-04-10alevent100% (1)
- AdvertDokument9 SeitenAdvertjoseph katongoNoch keine Bewertungen
- Rock Breaker Self ChecklistDokument1 SeiteRock Breaker Self ChecklistNair R RakeshNoch keine Bewertungen
- EDPF-NT Plus Training Manual EnglishDokument214 SeitenEDPF-NT Plus Training Manual Englishtayyab zafarNoch keine Bewertungen
- Ractical Training Seminar: Balveer Singh 132 KV G.S.S. Ultratech Cement LTDDokument14 SeitenRactical Training Seminar: Balveer Singh 132 KV G.S.S. Ultratech Cement LTDAnupriya PandeyNoch keine Bewertungen
- Power Cable Jointing: Novatex Limited SOP / E&I / 17Dokument3 SeitenPower Cable Jointing: Novatex Limited SOP / E&I / 17OSAMANoch keine Bewertungen
- Method Statement For Light Beacons and Buoys C04Dokument93 SeitenMethod Statement For Light Beacons and Buoys C04Olugbemiga James OlalekanNoch keine Bewertungen
- M.O.S DismantlingDokument18 SeitenM.O.S DismantlingAhmed Khaled100% (1)
- JSA - Winstar Pipeline CrossingDokument6 SeitenJSA - Winstar Pipeline CrossingRidha BennasrNoch keine Bewertungen
- Electrical Maintenance & Testing Hazard IdentificationDokument10 SeitenElectrical Maintenance & Testing Hazard IdentificationRavi ValiyaNoch keine Bewertungen
- JSEA-ICS-002-Installation of Rigid Steel Conduit (RSC)Dokument11 SeitenJSEA-ICS-002-Installation of Rigid Steel Conduit (RSC)Jayson EscamillanNoch keine Bewertungen
- Job Description: Job Title: Electrical Supervisor Ma/MrDokument2 SeitenJob Description: Job Title: Electrical Supervisor Ma/MrMohd Shukri0% (1)
- ARC130 170 ManualDokument28 SeitenARC130 170 ManualPhilip Rosser100% (2)
- WMS Infineon Project Tower (HT HV Cabling Work) - Rev-1Dokument6 SeitenWMS Infineon Project Tower (HT HV Cabling Work) - Rev-1tanaNoch keine Bewertungen
- S5134 Ethernet IO Modules: 8 Channels Universal AI, 8 Channels AO 8 Channels DO, 3channels DIDokument10 SeitenS5134 Ethernet IO Modules: 8 Channels Universal AI, 8 Channels AO 8 Channels DO, 3channels DIanaklurah siniNoch keine Bewertungen
- MS Electric Poles and Cables RemovalDokument3 SeitenMS Electric Poles and Cables RemovalGadNoch keine Bewertungen
- Electrical Safety - ConstructionDokument45 SeitenElectrical Safety - Constructionlouiscouto123Noch keine Bewertungen
- Jsa CompressorDokument9 SeitenJsa CompressorRavi thokalNoch keine Bewertungen
- Free Standing - Korea - R410a - CARRIERDokument13 SeitenFree Standing - Korea - R410a - CARRIERWarish AliNoch keine Bewertungen
- Larsen & Toubro Limited Buildings and Factories Independent CompanyDokument5 SeitenLarsen & Toubro Limited Buildings and Factories Independent CompanyabbasNoch keine Bewertungen
- 07 - TDS - Masterflow 520Dokument3 Seiten07 - TDS - Masterflow 520Alexi ALfred H. TagoNoch keine Bewertungen
- JHA For Work PermitDokument1 SeiteJHA For Work PermitShahid RazaNoch keine Bewertungen
- Mansoon Sop & ChecklistDokument3 SeitenMansoon Sop & ChecklistRoselyn SharronNoch keine Bewertungen
- Risk Assessment - Tower DecommissioningDokument5 SeitenRisk Assessment - Tower DecommissioningJeffery Mulei100% (1)
- Seminar Presentation On Braking Systems of Wind TurbineDokument12 SeitenSeminar Presentation On Braking Systems of Wind TurbineAkhil GuliaNoch keine Bewertungen
- MSDS - KNAUF PlasterboardsDokument4 SeitenMSDS - KNAUF PlasterboardsAjie Dwi YuniarsoNoch keine Bewertungen
- Method Statement & Risk Assessment PDFDokument5 SeitenMethod Statement & Risk Assessment PDFAmit BhattNoch keine Bewertungen
- A 117Dokument226 SeitenA 117soayNoch keine Bewertungen
- 42 Rigging 1. Procedure 1. Rigging SafetyDokument15 Seiten42 Rigging 1. Procedure 1. Rigging SafetyGopal ChoudharyNoch keine Bewertungen
- Technical Specification For Earth WireDokument2 SeitenTechnical Specification For Earth WirePritam Singh100% (1)
- WMS Infineon Project Tower ( Lightning Protection System Installation) - Rev-1Dokument8 SeitenWMS Infineon Project Tower ( Lightning Protection System Installation) - Rev-1tanaNoch keine Bewertungen
- Data Page 100MS500-230-37-2pDokument1 SeiteData Page 100MS500-230-37-2pfjdk SmithNoch keine Bewertungen
- WMS For Fire Fighting Line and SupportsDokument4 SeitenWMS For Fire Fighting Line and SupportsAbdul Rehman Sheikh100% (1)
- GRADE 4 Holiday WorkDokument15 SeitenGRADE 4 Holiday Workcarterkatsa7100% (1)
- SRFA Audit 3 Acess Reality Tagore NagarDokument7 SeitenSRFA Audit 3 Acess Reality Tagore NagarShiva KrishnaNoch keine Bewertungen
- Weld Spec 2Dokument3 SeitenWeld Spec 2spstainless316Noch keine Bewertungen
- Wi Application FormDokument2 SeitenWi Application Formippon_osotoNoch keine Bewertungen
- Continuing Professional Development: Steps of CPDDokument1 SeiteContinuing Professional Development: Steps of CPDippon_osoto100% (1)
- Sample Arc StrikeDokument1 SeiteSample Arc Strikeippon_osotoNoch keine Bewertungen
- CQI Training Certificates in QMSDokument2 SeitenCQI Training Certificates in QMSippon_osotoNoch keine Bewertungen
- Cqi Certificate in Quality Management: Frequently Asked Questions (Faqs) ForDokument4 SeitenCqi Certificate in Quality Management: Frequently Asked Questions (Faqs) Forippon_osotoNoch keine Bewertungen
- BSI Diploma in Quality Management Systems BSI Training Sales Flyer UK enDokument2 SeitenBSI Diploma in Quality Management Systems BSI Training Sales Flyer UK enippon_osotoNoch keine Bewertungen
- AIA Philam Life Policy Fund Withdrawal FormDokument2 SeitenAIA Philam Life Policy Fund Withdrawal Formippon_osotoNoch keine Bewertungen
- Purgeye Api100 LFT A3-Web-PDokument4 SeitenPurgeye Api100 LFT A3-Web-Pippon_osotoNoch keine Bewertungen
- Pages From SAES W 012Dokument1 SeitePages From SAES W 012ippon_osotoNoch keine Bewertungen
- AIA Philam Life Request For Extension of Grace PeriodDokument1 SeiteAIA Philam Life Request For Extension of Grace Periodippon_osotoNoch keine Bewertungen
- FibersparDokument2 SeitenFibersparippon_osotoNoch keine Bewertungen
- PEMI - Redemption Order Form (ROF)Dokument1 SeitePEMI - Redemption Order Form (ROF)ippon_osotoNoch keine Bewertungen
- WI ComparisonDokument1 SeiteWI Comparisonippon_osotoNoch keine Bewertungen
- Soldering: Prepared by The Welding Handbook Chapter Committee On Soldering: F. M. Hosking, ChairDokument1 SeiteSoldering: Prepared by The Welding Handbook Chapter Committee On Soldering: F. M. Hosking, Chairippon_osotoNoch keine Bewertungen
- Rev 4 January 2013 General Introduction To Welding 1-2Dokument1 SeiteRev 4 January 2013 General Introduction To Welding 1-2ippon_osotoNoch keine Bewertungen
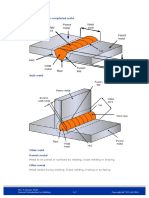
- Completed WeldDokument1 SeiteCompleted Weldippon_osotoNoch keine Bewertungen
- Single Phase Power SourceDokument1 SeiteSingle Phase Power Sourceippon_osotoNoch keine Bewertungen
- Surfacing: Plasma Transferred Arc (PTA) PTADokument1 SeiteSurfacing: Plasma Transferred Arc (PTA) PTAippon_osotoNoch keine Bewertungen
- Transformer Power SourceDokument1 SeiteTransformer Power Sourceippon_osotoNoch keine Bewertungen
- Soldering: Prepared by The Welding Handbook Chapter Committee On Soldering: F. M. Hosking, ChairDokument1 SeiteSoldering: Prepared by The Welding Handbook Chapter Committee On Soldering: F. M. Hosking, Chairippon_osotoNoch keine Bewertungen
- SS DiodesDokument1 SeiteSS Diodesippon_osotoNoch keine Bewertungen
- C1.welded Connection1 PDFDokument25 SeitenC1.welded Connection1 PDFWindy GeeNoch keine Bewertungen
- Assignment 2 & Solutionr2Dokument6 SeitenAssignment 2 & Solutionr2amin alzuraiki100% (1)
- 303 2Dokument1 Seite303 2SARSAN NDTNoch keine Bewertungen
- Bolt and Weld Capacity - Red Book 1999Dokument2 SeitenBolt and Weld Capacity - Red Book 1999White_rabbit2885764Noch keine Bewertungen
- 5.1.5.7 Shell-to-Bottom Fillet Welds: FT) D DDokument1 Seite5.1.5.7 Shell-to-Bottom Fillet Welds: FT) D DRajaramNoch keine Bewertungen
- Weld SymbolsDokument7 SeitenWeld SymbolsLINI O VNoch keine Bewertungen
- Design - Part 1 - TWIDokument9 SeitenDesign - Part 1 - TWIFreddie KooNoch keine Bewertungen
- Stitch Welding vs. Seam Welding - Vista Industrial Products, IncDokument5 SeitenStitch Welding vs. Seam Welding - Vista Industrial Products, Incmohsen_267Noch keine Bewertungen
- Wa0007.Dokument79 SeitenWa0007.yashNoch keine Bewertungen
- Bolted and Welded ConnectionsDokument2 SeitenBolted and Welded ConnectionsKrunalsinh VirpuraNoch keine Bewertungen
- Adjustable Fillet Weld GaugeDokument1 SeiteAdjustable Fillet Weld GaugeLucioNoch keine Bewertungen
- Inspection For Fabrication & WeldingDokument12 SeitenInspection For Fabrication & WeldingvinothNoch keine Bewertungen
- Design Appendix For Structural Steel DesignDokument36 SeitenDesign Appendix For Structural Steel DesignridzwanNoch keine Bewertungen
- 8 Welding SymbolsDokument43 Seiten8 Welding Symbolsjamilhse7759Noch keine Bewertungen
- CH5 - Geometry - TeminologyDokument24 SeitenCH5 - Geometry - TeminologyEdgar SerafinNoch keine Bewertungen
- 8 Welded & Riveted JointsDokument6 Seiten8 Welded & Riveted JointsEssKayNoch keine Bewertungen
- Kuliah5 Ec3 Connection PDFDokument124 SeitenKuliah5 Ec3 Connection PDFZazliana IzattiNoch keine Bewertungen