Das könnte Ihnen auch gefallen
- Finishing Talk Newsletter - March 2009Dokument16 SeitenFinishing Talk Newsletter - March 2009Finishing TalkNoch keine Bewertungen
- Finishing Talk Newsletter - September 2008Dokument16 SeitenFinishing Talk Newsletter - September 2008Finishing Talk100% (1)
- Finishing Talk Newsletter - Nov/Dec 2008Dokument16 SeitenFinishing Talk Newsletter - Nov/Dec 2008Finishing TalkNoch keine Bewertungen
- Finishing Talk Newsletter - May 2008Dokument16 SeitenFinishing Talk Newsletter - May 2008Finishing TalkNoch keine Bewertungen
- Finishing Talk Newsletter - April 2008Dokument16 SeitenFinishing Talk Newsletter - April 2008Finishing TalkNoch keine Bewertungen
- Finishing Talk Newsletter - February 2009Dokument16 SeitenFinishing Talk Newsletter - February 2009Finishing TalkNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
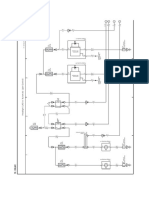
- Overall EWD Vehicle Exterior Rear Fog LightDokument10 SeitenOverall EWD Vehicle Exterior Rear Fog Lightgabrielzinho43Noch keine Bewertungen
- Ford's PHEV Fact SheetDokument1 SeiteFord's PHEV Fact SheetFord Motor Company100% (2)
- SHEET #1 Title Sheet Site Safety Logistic Plan ForDokument5 SeitenSHEET #1 Title Sheet Site Safety Logistic Plan ForRadha BuildtechNoch keine Bewertungen
- Geology 1Dokument2 SeitenGeology 1Mike SantosNoch keine Bewertungen
- KinematicsDokument33 SeitenKinematicsErik MagnoNoch keine Bewertungen
- R05411101 ImageprocessingandpatternrecognitionDokument4 SeitenR05411101 ImageprocessingandpatternrecognitionSamiullah MohammedNoch keine Bewertungen
- A2 Accu-Flo Clamped Metal Pump: Engineering Operation MaintenanceDokument28 SeitenA2 Accu-Flo Clamped Metal Pump: Engineering Operation MaintenanceThanh Nghị BùiNoch keine Bewertungen
- 2019 Centennial ClassDokument291 Seiten2019 Centennial ClassGerman Vega0% (2)
- Lab 31Dokument8 SeitenLab 31net fliNoch keine Bewertungen
- ELM-2083 - Aerostat Early Warning Radar: Air Situation PictureDokument2 SeitenELM-2083 - Aerostat Early Warning Radar: Air Situation Picturesamirsamira928Noch keine Bewertungen
- The Radio ClubDokument7 SeitenThe Radio ClubDom CasualNoch keine Bewertungen
- CPT 31624 Cci EditsDokument2 SeitenCPT 31624 Cci Editsravip3366Noch keine Bewertungen
- CAT320B Service Repair Fault Code ZPWDokument32 SeitenCAT320B Service Repair Fault Code ZPWZaw Phyo100% (1)
- Presentation 2308Dokument25 SeitenPresentation 2308marcoNoch keine Bewertungen
- Datalogic Gryphon GM4100 User GuideDokument52 SeitenDatalogic Gryphon GM4100 User Guidebgrabbe92540% (1)
- Gavin Andresen CIATalkDokument31 SeitenGavin Andresen CIATalkopenid_iFFemYqNNoch keine Bewertungen
- Cibse - ADokument5 SeitenCibse - AMayil Vahn40% (5)
- Huawei Smart PV Solution Anti-PID Module Application Guide (Internal) V1.1Dokument21 SeitenHuawei Smart PV Solution Anti-PID Module Application Guide (Internal) V1.1freeware freeNoch keine Bewertungen
- Machine Drawing Question Bank PDFDokument22 SeitenMachine Drawing Question Bank PDFNééråj SmårtNoch keine Bewertungen
- Land SurvayingDokument14 SeitenLand Survayingajay negiNoch keine Bewertungen
- Cleaning and Vacuum Test of Refrigerant PipesDokument8 SeitenCleaning and Vacuum Test of Refrigerant PipesachusanachuNoch keine Bewertungen
- Certificate of Analysis: CertificationDokument2 SeitenCertificate of Analysis: CertificationGunawan Alim CahyoNoch keine Bewertungen
- Screw Conveyor DesignDokument9 SeitenScrew Conveyor DesignAJAY1381Noch keine Bewertungen
- CHAPTER 8 Hazop StudyDokument7 SeitenCHAPTER 8 Hazop StudyNethiyaa50% (2)
- NSX Battle Card - FinalDokument2 SeitenNSX Battle Card - FinalElias Bezulle100% (1)
- Free Manual Solution PDF PDFDokument19 SeitenFree Manual Solution PDF PDFSon Le Minh50% (2)
- Nachi Special SteelsDokument20 SeitenNachi Special SteelsBambang MulyantoNoch keine Bewertungen
- Fire Risk of Cold Room PanelDokument6 SeitenFire Risk of Cold Room Paneldarby1028Noch keine Bewertungen
- Design, Engineering and Installation Manual FOR Permanent Cathodic Protection System FOR Underground PipelineDokument48 SeitenDesign, Engineering and Installation Manual FOR Permanent Cathodic Protection System FOR Underground PipelinemeratiNoch keine Bewertungen
- TCSP10403R0Dokument30 SeitenTCSP10403R0BADRI VENKATESHNoch keine Bewertungen