Das könnte Ihnen auch gefallen
- Champion 700 Series Motor Grader Series I Operators Manual Revision 1 8-24-1977 PDFDokument54 SeitenChampion 700 Series Motor Grader Series I Operators Manual Revision 1 8-24-1977 PDFjulianmata77% (13)
- Module 4 Chem 2Dokument25 SeitenModule 4 Chem 2melissa cabreraNoch keine Bewertungen
- Pharmacokinetics and Drug Disposition ExplainedDokument15 SeitenPharmacokinetics and Drug Disposition Explainedsachin kumarNoch keine Bewertungen
- Research Project ReportDokument59 SeitenResearch Project ReportChitraNandolaNoch keine Bewertungen
- Language As IdeologyDokument26 SeitenLanguage As IdeologyAlcione Gonçalves Campos100% (2)
- Action PlanDokument2 SeitenAction PlanThalia PacamalanNoch keine Bewertungen
- Cyst I Nuria Nature Reviews 2010Dokument12 SeitenCyst I Nuria Nature Reviews 2010joshNoch keine Bewertungen
- Inventory Control Techniques in Medical StoresDokument9 SeitenInventory Control Techniques in Medical StoresJasmeetsingh09Noch keine Bewertungen
- Lab Manual BP207PDokument31 SeitenLab Manual BP207PCc12 22tNoch keine Bewertungen
- Transition Metal Complex ChemistryDokument29 SeitenTransition Metal Complex ChemistryTeoh Kai YongNoch keine Bewertungen
- Bleeding DisordersDokument39 SeitenBleeding DisordersChelleyOllitroNoch keine Bewertungen
- Chemistry of Peptides: A Coupling Reaction in Peptide SynthesisDokument14 SeitenChemistry of Peptides: A Coupling Reaction in Peptide SynthesisRakesh KoreNoch keine Bewertungen
- Notes On Ecolabelling PDFDokument5 SeitenNotes On Ecolabelling PDFLuisa AdameroNoch keine Bewertungen
- Polytene Chromosomes in The Salivary Glands of DrosophilaDokument3 SeitenPolytene Chromosomes in The Salivary Glands of DrosophilaRica Marquez100% (4)
- Risk Factor Stress, Depression and Suicide: Irene S. VelascoDokument41 SeitenRisk Factor Stress, Depression and Suicide: Irene S. VelascoResty FloresNoch keine Bewertungen
- Hazards of PolymersDokument9 SeitenHazards of PolymersTalha Shaukat67% (3)
- 152 Experiment 9Dokument1 Seite152 Experiment 9Earl CañoneroNoch keine Bewertungen
- Impact of Research and Development On Firm PerformanceDokument11 SeitenImpact of Research and Development On Firm PerformanceMadhur KhannaNoch keine Bewertungen
- Diabetic Neuropathy StudyDokument69 SeitenDiabetic Neuropathy StudyVamsi Bandreddi25% (4)
- Plant FibresDokument13 SeitenPlant Fibresgaurav saxena100% (1)
- Mphil Bio-Chemistry ProjectDokument98 SeitenMphil Bio-Chemistry ProjectBalaji Rao NNoch keine Bewertungen
- Cefpodoxime Vs Cefixime in LRTI, IndianJPediatrDokument5 SeitenCefpodoxime Vs Cefixime in LRTI, IndianJPediatrAnonymous so6ZnlKyw100% (1)
- Pharmacokinetics and Metabolic Drug Interactions PDFDokument17 SeitenPharmacokinetics and Metabolic Drug Interactions PDFGabriela RablNoch keine Bewertungen
- Anatomy and Physiology of EyeDokument19 SeitenAnatomy and Physiology of Eyeashwini priyaNoch keine Bewertungen
- Antibiotic Susceptibility TestDokument5 SeitenAntibiotic Susceptibility Testfarhanna8100% (3)
- IP Rights Course OutlineDokument7 SeitenIP Rights Course OutlineSom Dutt VyasNoch keine Bewertungen
- Unit 6 Small Scale IndustriesDokument108 SeitenUnit 6 Small Scale IndustriesMurugan RajagopalNoch keine Bewertungen
- A Review On The Extraction Methods Use in Medicinal Plants Principle Strength and Limitation 2167 0412 1000196Dokument6 SeitenA Review On The Extraction Methods Use in Medicinal Plants Principle Strength and Limitation 2167 0412 1000196Bang RossNoch keine Bewertungen
- Precautionary PrincipleDokument17 SeitenPrecautionary PrincipleKeya ShahNoch keine Bewertungen
- Quantitative Structure Activity Relationship (Qsar)Dokument20 SeitenQuantitative Structure Activity Relationship (Qsar)Anjana PonmiliNoch keine Bewertungen
- Journal-1-Molecular Modeling in Organic ChemistryDokument8 SeitenJournal-1-Molecular Modeling in Organic ChemistryRochelle Joyce Olmilla BersaminNoch keine Bewertungen
- EthnobotanyDokument14 SeitenEthnobotanysuraj acharyaNoch keine Bewertungen
- 73 220 Lecture13Dokument30 Seiten73 220 Lecture13api-26315128Noch keine Bewertungen
- ProjectDokument31 SeitenProjectharleyNoch keine Bewertungen
- Organic Chemistry SyllabusDokument12 SeitenOrganic Chemistry SyllabusMukesh sahooNoch keine Bewertungen
- Chapter 1 Errors in Chemical AnalysisDokument23 SeitenChapter 1 Errors in Chemical Analysisgunawan refiadiNoch keine Bewertungen
- Analytical - Exp 3 (Compile) DNSDokument11 SeitenAnalytical - Exp 3 (Compile) DNSRemang GambangNoch keine Bewertungen
- LipidsDokument22 SeitenLipidsMary Grace CaasiNoch keine Bewertungen
- Virus ClassificationDokument11 SeitenVirus Classificationmanubha_chandu1Noch keine Bewertungen
- Critique On Protecting Intellectual Property Case StudyDokument5 SeitenCritique On Protecting Intellectual Property Case StudyAyeshaSiddiqaNoch keine Bewertungen
- Attitude of Employees To Work Performance in An Ion As A Result of Performance AppraisalDokument65 SeitenAttitude of Employees To Work Performance in An Ion As A Result of Performance AppraisalMed Redjah100% (1)
- Comparative Investigation of Organic CompoundsDokument5 SeitenComparative Investigation of Organic CompoundsJanine MontaNoch keine Bewertungen
- ConclusionDokument1 SeiteConclusionGanesh PrasaiNoch keine Bewertungen
- Semen AnalysisDokument2 SeitenSemen Analysisaiadalkhalidi100% (1)
- Medicinal Chemistry Unit III Cholenergic Anti ChokenergicDokument32 SeitenMedicinal Chemistry Unit III Cholenergic Anti ChokenergicjalilaNoch keine Bewertungen
- Summer Training Project Report Derivatives in The Stock MarketDokument42 SeitenSummer Training Project Report Derivatives in The Stock Marketprashant purohitNoch keine Bewertungen
- Pharmaceutical Inorganic Chemistry QB Sem 1 B PharmDokument8 SeitenPharmaceutical Inorganic Chemistry QB Sem 1 B PharmAshish SinghNoch keine Bewertungen
- B Pharmacy SyllabusDokument189 SeitenB Pharmacy SyllabusSatyam SachanNoch keine Bewertungen
- PHLE-Module-2 PHLE - Module-2: Pharmacy (University of Bohol) Pharmacy (University of Bohol)Dokument53 SeitenPHLE-Module-2 PHLE - Module-2: Pharmacy (University of Bohol) Pharmacy (University of Bohol)Margaret RNoch keine Bewertungen
- Molecular Genetics Recombinant DNA and Genomic TechnologyDokument23 SeitenMolecular Genetics Recombinant DNA and Genomic TechnologynashreenNoch keine Bewertungen
- 7 5 16 Physiology of Red Blood CellsDokument72 Seiten7 5 16 Physiology of Red Blood CellsJoshua NyazonNoch keine Bewertungen
- Torrent PharmaDokument4 SeitenTorrent Pharmadipmoip2210Noch keine Bewertungen
- Formulating Antifungal Cream and Gel from Tanglad and Kuchai Leaf ExtractsDokument4 SeitenFormulating Antifungal Cream and Gel from Tanglad and Kuchai Leaf ExtractsNAPOLEONNoch keine Bewertungen
- Sikha Nagar Project On Recruitment and SelectionDokument47 SeitenSikha Nagar Project On Recruitment and SelectionRJ Rishabh Tyagi0% (1)
- AnaPhy Lab Exercise 24-41Dokument6 SeitenAnaPhy Lab Exercise 24-41Angelyka Cabalo50% (2)
- Introduction To OBDokument50 SeitenIntroduction To OBakash advisorsNoch keine Bewertungen
- Electrogravimetry - CHM4112LDokument7 SeitenElectrogravimetry - CHM4112Lmarcia1416Noch keine Bewertungen
- Organic Chemistry Experiment 5Dokument6 SeitenOrganic Chemistry Experiment 5Rogeni Misaelle PetinglayNoch keine Bewertungen
- Bio-Zoology - Vol - 2 EM PDFDokument176 SeitenBio-Zoology - Vol - 2 EM PDFmuraliNoch keine Bewertungen
- RCP Pathology Exam Regulations for UK Haematology TraineesDokument3 SeitenRCP Pathology Exam Regulations for UK Haematology TraineesAli ShiekhNoch keine Bewertungen
- Organizational behavior management A Complete Guide - 2019 EditionVon EverandOrganizational behavior management A Complete Guide - 2019 EditionNoch keine Bewertungen
- Comparative Study of The Noise Generated by Rotating Machines in Industrial Area of Arzew Algeria A Case Study in gp1z PDokument9 SeitenComparative Study of The Noise Generated by Rotating Machines in Industrial Area of Arzew Algeria A Case Study in gp1z PIliace ArbaouiNoch keine Bewertungen
- Feature Setup Description: Software Basic Data Mcs - TCBCDokument77 SeitenFeature Setup Description: Software Basic Data Mcs - TCBCAlexis MauricioNoch keine Bewertungen
- Tomtom Device ForensicsDokument5 SeitenTomtom Device ForensicsSwaroop WaghadeNoch keine Bewertungen
- Unit 8 #10 Doppler - Effect - PPTDokument13 SeitenUnit 8 #10 Doppler - Effect - PPTPrasanta NaskarNoch keine Bewertungen
- SCC Development, Applications and InvestigationsDokument5 SeitenSCC Development, Applications and InvestigationslauravoineagNoch keine Bewertungen
- Internal Architecture of Intel 8086, FinalDokument24 SeitenInternal Architecture of Intel 8086, FinalAshek E Elahi SohanNoch keine Bewertungen
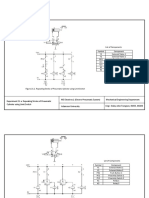
- List of ComponentsDokument2 SeitenList of ComponentsRainwin TamayoNoch keine Bewertungen
- Monocrystalline - 50Wp - 200Wp: 50W - 200W 17.20V - 30.10V 27.5A - 7.85A 21.10V - 36.10V 2.95A - 8.34ADokument2 SeitenMonocrystalline - 50Wp - 200Wp: 50W - 200W 17.20V - 30.10V 27.5A - 7.85A 21.10V - 36.10V 2.95A - 8.34ARia IndahNoch keine Bewertungen
- Stepper Motor 57HS8430A4D8 / NEMA 23 3ADokument2 SeitenStepper Motor 57HS8430A4D8 / NEMA 23 3AMuhammad Ghiyats MukminNoch keine Bewertungen
- ACEEE - Best Practices For Data Centres - Lessons LearnedDokument12 SeitenACEEE - Best Practices For Data Centres - Lessons LearnedtonybudgeNoch keine Bewertungen
- Science Manuscript Word TemplateDokument4 SeitenScience Manuscript Word TemplatepopularsodaNoch keine Bewertungen
- Tube Upsetting Machines BrochureDokument10 SeitenTube Upsetting Machines BrochuredemirilkNoch keine Bewertungen
- Chassis (LS17) PDFDokument10 SeitenChassis (LS17) PDFlasky11Noch keine Bewertungen
- Export Promotion Councils - Final UpdatedDokument14 SeitenExport Promotion Councils - Final UpdatedUtkarsh SaxenaNoch keine Bewertungen
- Warfighter WWII Keyword SheetDokument4 SeitenWarfighter WWII Keyword SheetMadWelshWizardNoch keine Bewertungen
- D16021.1200.RE.10-003 REV.1 Datasheet (1200-P-3003AB)Dokument3 SeitenD16021.1200.RE.10-003 REV.1 Datasheet (1200-P-3003AB)anwar sadatNoch keine Bewertungen
- EY Global Commercial Banking Survey 2014Dokument28 SeitenEY Global Commercial Banking Survey 2014Share WimbyNoch keine Bewertungen
- AcrSavoniacJ ZDokument454 SeitenAcrSavoniacJ ZЕвгенияNoch keine Bewertungen
- Numeric To Numeric Encryption of Databases Using 3kDES AlgorithmDokument5 SeitenNumeric To Numeric Encryption of Databases Using 3kDES AlgorithmSwathi VasudevanNoch keine Bewertungen
- Medical Robot ReportDokument21 SeitenMedical Robot Reporta_m_shihaNoch keine Bewertungen
- Sabri Toyyab Resume Spring 2019Dokument2 SeitenSabri Toyyab Resume Spring 2019api-457400663Noch keine Bewertungen
- How To Use AZUpDokument1 SeiteHow To Use AZUpjovicasNoch keine Bewertungen
- F. M. 1Dokument3 SeitenF. M. 1Aashish PardeshiNoch keine Bewertungen
- KSSR - MatematikDokument6 SeitenKSSR - MatematikFaris FarhanNoch keine Bewertungen
- Net HSMDokument4 SeitenNet HSMJosé Tudela de la RosaNoch keine Bewertungen
- ANTRICE S.A. POWER SUPPLY RACKDokument3 SeitenANTRICE S.A. POWER SUPPLY RACKmichaelliu123456Noch keine Bewertungen
- Definitions of CEC2017 Benchmark Suite Final Version UpdatedDokument34 SeitenDefinitions of CEC2017 Benchmark Suite Final Version Updatedpc100% (1)
- Me 2403 Power Plant Engineering - Short Question and AnswersDokument16 SeitenMe 2403 Power Plant Engineering - Short Question and AnswersBIBIN CHIDAMBARANATHANNoch keine Bewertungen
- Auditing and Electronic Data Processing (EDP)Dokument6 SeitenAuditing and Electronic Data Processing (EDP)Lizza Marie CasidsidNoch keine Bewertungen