Das könnte Ihnen auch gefallen
- Certificate of Origin Form F For China-Chile FTADokument2 SeitenCertificate of Origin Form F For China-Chile FTAinspectormetNoch keine Bewertungen
- Cold Tap Coating Report 2Dokument1 SeiteCold Tap Coating Report 2Jamal BakhtNoch keine Bewertungen
- Pt. Astar Testing & InspectionDokument2 SeitenPt. Astar Testing & InspectionSASINoch keine Bewertungen
- Procedure Qualification Record (PQR) FormDokument1 SeiteProcedure Qualification Record (PQR) FormEarl HarbertNoch keine Bewertungen
- T.C.L. Co. - Test & Control LaboratoriesDokument2 SeitenT.C.L. Co. - Test & Control LaboratoriesA. ΒρατσισταNoch keine Bewertungen
- Circularity Inspection Report: Shell Course (LW) CW CWDokument14 SeitenCircularity Inspection Report: Shell Course (LW) CW CWaszlizaNoch keine Bewertungen
- QAP For Conical StrainerDokument2 SeitenQAP For Conical StrainersatishchidrewarNoch keine Bewertungen
- TopCoreBelco 101 FCDokument9 SeitenTopCoreBelco 101 FCCesar ArellanoNoch keine Bewertungen
- PTS-1012 - RA Hardness Test ReportDokument1 SeitePTS-1012 - RA Hardness Test ReportPetrotrim ServicesNoch keine Bewertungen
- KBR Inspection Test Plan For Anchor Bolts: Level 1 Level 2 Level 3Dokument4 SeitenKBR Inspection Test Plan For Anchor Bolts: Level 1 Level 2 Level 3kamlNoch keine Bewertungen
- CV of Engineer MD Sazid Alam1Dokument8 SeitenCV of Engineer MD Sazid Alam1Alam MD SazidNoch keine Bewertungen
- Test Pack Clearance FormatDokument2 SeitenTest Pack Clearance FormatKarthikNoch keine Bewertungen
- Proposed WPS For API 5LDokument1 SeiteProposed WPS For API 5LMecon HyderabadNoch keine Bewertungen
- SA 387 Grade 91 Class 2Dokument4 SeitenSA 387 Grade 91 Class 2briang-2Noch keine Bewertungen
- Sample WPS 1Dokument13 SeitenSample WPS 1waqas pirachaNoch keine Bewertungen
- Astm A179 PDFDokument1 SeiteAstm A179 PDFgaminNoch keine Bewertungen
- SAIC-W-2078 Review PWHT Proc For TankDokument5 SeitenSAIC-W-2078 Review PWHT Proc For Tankkarioke mohaNoch keine Bewertungen
- Itp Electrical SwitchgearDokument4 SeitenItp Electrical SwitchgearpertmasterNoch keine Bewertungen
- Material Safety Data Sheet: Poly Cell AdhesiveDokument8 SeitenMaterial Safety Data Sheet: Poly Cell AdhesiveMinh BảoNoch keine Bewertungen
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDokument9 Seiten2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNoch keine Bewertungen
- ITP For Piping SystemsDokument6 SeitenITP For Piping SystemsGia Minh Tieu TuNoch keine Bewertungen
- Roundness Before Weld TK012-strike 1Dokument2 SeitenRoundness Before Weld TK012-strike 1yuwantoniNoch keine Bewertungen
- Weld History SheetDokument2 SeitenWeld History SheetAjin S100% (1)
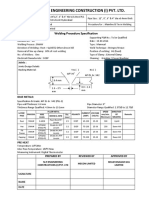
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDokument1 SeiteWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNoch keine Bewertungen
- Hardness Pro Form1Dokument2 SeitenHardness Pro Form1gst ajah100% (1)
- Welding Procedure Specification For GTAWDokument9 SeitenWelding Procedure Specification For GTAWraja reyhanNoch keine Bewertungen
- DVS 2207-3Dokument12 SeitenDVS 2207-3gura9054Noch keine Bewertungen
- F-035 (Valve Erection Format)Dokument1 SeiteF-035 (Valve Erection Format)Rajeev Kumar100% (1)
- Welding Procedure Specification (WPS) : in The Outer TubeDokument1 SeiteWelding Procedure Specification (WPS) : in The Outer TubeMohamed AlkhawagaNoch keine Bewertungen
- Nde-1711-T393-F0005 Annular To Bottom Plate JointDokument1 SeiteNde-1711-T393-F0005 Annular To Bottom Plate Jointdada khalandar100% (1)
- Pretest Piping Punch List (Empty)Dokument1 SeitePretest Piping Punch List (Empty)Jorge GarciaNoch keine Bewertungen
- Plant Inspections PDFDokument5 SeitenPlant Inspections PDFMohamedNoch keine Bewertungen
- PWHT Procedure For Petrol Steel - CoreDokument9 SeitenPWHT Procedure For Petrol Steel - CoreSuleyman HaliciogluNoch keine Bewertungen
- Course Outline Cswip 3.1 PDFDokument2 SeitenCourse Outline Cswip 3.1 PDFdanghpNoch keine Bewertungen
- TDC 004 CS Fittings r0Dokument1 SeiteTDC 004 CS Fittings r0samkarthik47Noch keine Bewertungen
- (Painting Works) : Inspection and Test PlanDokument2 Seiten(Painting Works) : Inspection and Test Planrize1159Noch keine Bewertungen
- QA-R-05 - Fitup Inspection Report (SPL) LS & CS Joints For Pressure VesselsDokument1 SeiteQA-R-05 - Fitup Inspection Report (SPL) LS & CS Joints For Pressure VesselsvinothNoch keine Bewertungen
- WPS & SmawDokument12 SeitenWPS & Smawnuke apriyaniNoch keine Bewertungen
- Acceptance Criteria Asme B31.3 PDFDokument1 SeiteAcceptance Criteria Asme B31.3 PDFAhmad RizkiNoch keine Bewertungen
- Safe Distance For Radiographic Plan: Week Day Curie Unshielded Collimator T-Wall Collimator+T-WallDokument1 SeiteSafe Distance For Radiographic Plan: Week Day Curie Unshielded Collimator T-Wall Collimator+T-WallHarun AkkayaNoch keine Bewertungen
- Ug PipingDokument1 SeiteUg PipingVinoth KumarNoch keine Bewertungen
- N0200003 - NEW-F201-0 - Inspection & Test PlanDokument3 SeitenN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNoch keine Bewertungen
- PQR - PipeDokument3 SeitenPQR - PipeAdvanced Quality Centre AQC100% (1)
- Epilux 610 HBLD Primer Coating: Resistance Guide Product DataDokument2 SeitenEpilux 610 HBLD Primer Coating: Resistance Guide Product DataBijaya RaulaNoch keine Bewertungen
- Hydro TestDokument1 SeiteHydro TestMilan BanerjeeNoch keine Bewertungen
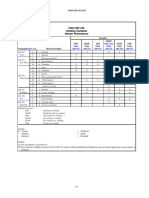
- Table - Qw-416 Welding Variables For Welder PerformanceDokument1 SeiteTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- QAP CondenserDokument3 SeitenQAP CondenserisaacNoch keine Bewertungen
- Welding Report For Tank 1Dokument1 SeiteWelding Report For Tank 1Rifki HasyaNoch keine Bewertungen
- Coke Crusher - Lubrication Pumps Run in TestDokument26 SeitenCoke Crusher - Lubrication Pumps Run in TestsayedNoch keine Bewertungen
- Gate & Globe PDFDokument0 SeitenGate & Globe PDFZoebairNoch keine Bewertungen
- How To Calculate Hydrostatic Test Height in TanksDokument4 SeitenHow To Calculate Hydrostatic Test Height in TanksEric MagnayeNoch keine Bewertungen
- Project:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportDokument4 SeitenProject:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportEngr Saeed AnwarNoch keine Bewertungen
- SS Pipe Welding ProcedureDokument5 SeitenSS Pipe Welding Procedureamit rajputNoch keine Bewertungen
- Approved Itp-Dss - 28 Sep 2016Dokument4 SeitenApproved Itp-Dss - 28 Sep 2016Selvakumar SubramanianNoch keine Bewertungen
- Checklist For Heat Exchanger Visual Inspection: No. Descriptions Conditions Remarks YES NO S NSDokument1 SeiteChecklist For Heat Exchanger Visual Inspection: No. Descriptions Conditions Remarks YES NO S NSRizqiNoch keine Bewertungen
- Reference Manufacturing Quality Plan: For NTPC Use Review Ed by Approved byDokument4 SeitenReference Manufacturing Quality Plan: For NTPC Use Review Ed by Approved byNaresh RajuNoch keine Bewertungen
- Jash Engineering LTD.: Quality Assurance PlanDokument3 SeitenJash Engineering LTD.: Quality Assurance PlanShree ConstructionNoch keine Bewertungen
- Saudi Pipe System Co.: Glass Reinforced Pipe DivisionDokument8 SeitenSaudi Pipe System Co.: Glass Reinforced Pipe DivisionNADEEM AHMEDNoch keine Bewertungen
- Tech Specification For Civil WorkDokument97 SeitenTech Specification For Civil Worksndakshin@gmail.comNoch keine Bewertungen
- Field Qulity Plan: 1. Chemical TestDokument3 SeitenField Qulity Plan: 1. Chemical TestVinoth Kumar RavindranNoch keine Bewertungen
- PM IS 4246 2 (Title)Dokument1 SeitePM IS 4246 2 (Title)Jagannath Majhi100% (1)
- PM/ IS 4246/2/ May 2019 Annex - A: The Above List Is Indicative Only and May Not Be Treated As ExhaustiveDokument1 SeitePM/ IS 4246/2/ May 2019 Annex - A: The Above List Is Indicative Only and May Not Be Treated As ExhaustiveJagannath MajhiNoch keine Bewertungen
- PM IS 4246 2 (Scope) PDFDokument1 SeitePM IS 4246 2 (Scope) PDFJagannath MajhiNoch keine Bewertungen
- Bureau of Indian Standards: Please See Annex BDokument1 SeiteBureau of Indian Standards: Please See Annex BJagannath MajhiNoch keine Bewertungen
- Ispat ExpressDokument1 SeiteIspat ExpressJagannath MajhiNoch keine Bewertungen
- Registration Funpy36vDokument1 SeiteRegistration Funpy36vJagannath MajhiNoch keine Bewertungen
- Fil Ntra:l L6lna:ro: of :conoa: Ouia:tion, LlfiDokument1 SeiteFil Ntra:l L6lna:ro: of :conoa: Ouia:tion, LlfiJagannath MajhiNoch keine Bewertungen
- CM PF 311 Acceptance of Rate of Marking FeeDokument1 SeiteCM PF 311 Acceptance of Rate of Marking FeeJagannath MajhiNoch keine Bewertungen
- Periodic Inspection Report For LPG CylindersDokument9 SeitenPeriodic Inspection Report For LPG CylindersJagannath MajhiNoch keine Bewertungen
- Receipt of SamplesDokument1 SeiteReceipt of SamplesJagannath MajhiNoch keine Bewertungen
- CM PF 310 Acceptance of Scheme of Testing and InspectionDokument1 SeiteCM PF 310 Acceptance of Scheme of Testing and InspectionJagannath Majhi100% (1)
- Proforma For Hygienic Conditions Periodic InspectionDokument2 SeitenProforma For Hygienic Conditions Periodic InspectionJagannath Majhi50% (2)
- Hygienic Condition InspectionDokument14 SeitenHygienic Condition InspectionjoechengshNoch keine Bewertungen
- CM PF 307 Brand NameDokument1 SeiteCM PF 307 Brand NameJagannath Majhi100% (3)
- CM PF 260 Discrepancy-Variation ReportDokument1 SeiteCM PF 260 Discrepancy-Variation ReportJagannath MajhiNoch keine Bewertungen
- CM PF 299 Contact ReportDokument1 SeiteCM PF 299 Contact ReportJagannath MajhiNoch keine Bewertungen
- CM PF 305 Manufacturing Machinery Declaration FormDokument2 SeitenCM PF 305 Manufacturing Machinery Declaration FormJagannath MajhiNoch keine Bewertungen
- CM PF 306 Test Equipment Declaration FormDokument2 SeitenCM PF 306 Test Equipment Declaration FormJagannath Majhi100% (1)
- CM PF 201 Preliminary Inspection ReportDokument5 SeitenCM PF 201 Preliminary Inspection ReportJagannath MajhiNoch keine Bewertungen
- CM PF 251 Periodic Inspection ReportDokument10 SeitenCM PF 251 Periodic Inspection ReportJagannath MajhiNoch keine Bewertungen
- BIS Application FormDokument15 SeitenBIS Application FormJagannath Majhi80% (5)
- Audit Certificate: (On Chartered Accountant Firm's Letter Head)Dokument3 SeitenAudit Certificate: (On Chartered Accountant Firm's Letter Head)manjeet mishraNoch keine Bewertungen
- Chapter 5Dokument3 SeitenChapter 5Showki WaniNoch keine Bewertungen
- TEVTA Fin Pay 1 107Dokument3 SeitenTEVTA Fin Pay 1 107Abdul BasitNoch keine Bewertungen
- 06-Apache SparkDokument75 Seiten06-Apache SparkTarike ZewudeNoch keine Bewertungen
- HRO (TOOLS 6-9) : Tool 6: My Family and My Career ChoicesDokument6 SeitenHRO (TOOLS 6-9) : Tool 6: My Family and My Career ChoicesAkosi EtutsNoch keine Bewertungen
- The Art of Blues SolosDokument51 SeitenThe Art of Blues SolosEnrique Maldonado100% (8)
- Production - The Heart of Organization - TBDDokument14 SeitenProduction - The Heart of Organization - TBDSakshi G AwasthiNoch keine Bewertungen
- Social Media Marketing Advice To Get You StartedmhogmDokument2 SeitenSocial Media Marketing Advice To Get You StartedmhogmSanchezCowan8Noch keine Bewertungen
- Audit On ERP Implementation UN PWCDokument28 SeitenAudit On ERP Implementation UN PWCSamina InkandellaNoch keine Bewertungen
- Efs151 Parts ManualDokument78 SeitenEfs151 Parts ManualRafael VanegasNoch keine Bewertungen
- Laporan Praktikum Fisika - Full Wave RectifierDokument11 SeitenLaporan Praktikum Fisika - Full Wave RectifierLasmaenita SiahaanNoch keine Bewertungen
- 21st Bomber Command Tactical Mission Report 178, OcrDokument49 Seiten21st Bomber Command Tactical Mission Report 178, OcrJapanAirRaidsNoch keine Bewertungen
- Research Article: Finite Element Simulation of Medium-Range Blast Loading Using LS-DYNADokument10 SeitenResearch Article: Finite Element Simulation of Medium-Range Blast Loading Using LS-DYNAAnonymous cgcKzFtXNoch keine Bewertungen
- Richards Laura - The Golden WindowsDokument147 SeitenRichards Laura - The Golden Windowsmars3942Noch keine Bewertungen
- Sourcing Decisions in A Supply Chain: Powerpoint Presentation To Accompany Powerpoint Presentation To AccompanyDokument58 SeitenSourcing Decisions in A Supply Chain: Powerpoint Presentation To Accompany Powerpoint Presentation To AccompanyAlaa Al HarbiNoch keine Bewertungen
- Linux For Beginners - Shane BlackDokument165 SeitenLinux For Beginners - Shane BlackQuod Antichristus100% (1)
- Methodical Pointing For Work of Students On Practical EmploymentDokument32 SeitenMethodical Pointing For Work of Students On Practical EmploymentVidhu YadavNoch keine Bewertungen
- Forecasting of Nonlinear Time Series Using Artificial Neural NetworkDokument9 SeitenForecasting of Nonlinear Time Series Using Artificial Neural NetworkranaNoch keine Bewertungen
- 48 Volt Battery ChargerDokument5 Seiten48 Volt Battery ChargerpradeeepgargNoch keine Bewertungen
- Rofi Operation and Maintenance ManualDokument3 SeitenRofi Operation and Maintenance ManualSteve NewmanNoch keine Bewertungen
- Information Security Chapter 1Dokument44 SeitenInformation Security Chapter 1bscitsemvNoch keine Bewertungen
- Load Data Sheet: ImperialDokument3 SeitenLoad Data Sheet: ImperialLaurean Cub BlankNoch keine Bewertungen
- Ajp Project (1) MergedDokument22 SeitenAjp Project (1) MergedRohit GhoshtekarNoch keine Bewertungen
- Innovations in Land AdministrationDokument66 SeitenInnovations in Land AdministrationSanjawe KbNoch keine Bewertungen
- SBL - The Event - QuestionDokument9 SeitenSBL - The Event - QuestionLucio Indiana WalazaNoch keine Bewertungen
- Ces Presentation 08 23 23Dokument13 SeitenCes Presentation 08 23 23api-317062486Noch keine Bewertungen
- Shubham RBSEDokument13 SeitenShubham RBSEShubham Singh RathoreNoch keine Bewertungen
- Group 1 Disaster Management Notes by D. Malleswari ReddyDokument49 SeitenGroup 1 Disaster Management Notes by D. Malleswari Reddyraghu ramNoch keine Bewertungen
- Agfa CR 85-X: Specification Fuji FCR Xg5000 Kodak CR 975Dokument3 SeitenAgfa CR 85-X: Specification Fuji FCR Xg5000 Kodak CR 975Youness Ben TibariNoch keine Bewertungen
- Financial Derivatives: Prof. Scott JoslinDokument44 SeitenFinancial Derivatives: Prof. Scott JoslinarnavNoch keine Bewertungen