Das könnte Ihnen auch gefallen
- PBL Casting 1Dokument8 SeitenPBL Casting 1Fu AdNoch keine Bewertungen
- Casting Manufacturing Lab ReportDokument16 SeitenCasting Manufacturing Lab ReportNiko KoNoch keine Bewertungen
- Foundry Processes: "Why Whittle When You Can Cast?"Dokument21 SeitenFoundry Processes: "Why Whittle When You Can Cast?"lucasNoch keine Bewertungen
- Recommendations & ConclusionDokument3 SeitenRecommendations & ConclusionFaez Feakry100% (2)
- RicoDokument8 SeitenRicokantravi321Noch keine Bewertungen
- Riser Casting ReportDokument47 SeitenRiser Casting Reportganesh0% (1)
- MT Merged PDFDokument273 SeitenMT Merged PDFavcNoch keine Bewertungen
- Metal CastingDokument69 SeitenMetal CastingMohd Mansoor HasanNoch keine Bewertungen
- Casting Manufacturing Lab Report2Dokument16 SeitenCasting Manufacturing Lab Report2Naeem DeenNoch keine Bewertungen
- Cassting 1Dokument10 SeitenCassting 1steve ogagaNoch keine Bewertungen
- Unit 1 - Manufacturing Process - WWW - Rgpvnotes.inDokument26 SeitenUnit 1 - Manufacturing Process - WWW - Rgpvnotes.insuneel kumar rathoreNoch keine Bewertungen
- Lecture - 9 Fettling and Casting DefectsDokument43 SeitenLecture - 9 Fettling and Casting DefectsSara KiNoch keine Bewertungen
- Sand Casting OverviewDokument166 SeitenSand Casting Overviewsamurai7_77Noch keine Bewertungen
- Fundamentals of Manufacturing and Process Report (Group - 4)Dokument6 SeitenFundamentals of Manufacturing and Process Report (Group - 4)Lovely VisakhaNoch keine Bewertungen
- Basic Mechanical EngineeringDokument70 SeitenBasic Mechanical EngineeringHemachandran100% (6)
- Fundamental of Metal Casting 2018Dokument69 SeitenFundamental of Metal Casting 2018Mohd MuhaiminNoch keine Bewertungen
- Casting Report LabDokument20 SeitenCasting Report Labzazaeureka0% (1)
- Picture General Description Pros Cons Cost Surface Expendable Mold, Permanent PatternDokument1 SeitePicture General Description Pros Cons Cost Surface Expendable Mold, Permanent PatternVlad TampizaNoch keine Bewertungen
- Casting Processes CompleteDokument49 SeitenCasting Processes CompleteRavi KumarNoch keine Bewertungen
- Warpage in Casting - A ReviewDokument7 SeitenWarpage in Casting - A Reviewlaukik_rautNoch keine Bewertungen
- Metal CastingDokument22 SeitenMetal CastingANKIT RAJNoch keine Bewertungen
- Overviews: Estimators Parts Widgets Processes Materials Suppliers NewsDokument113 SeitenOverviews: Estimators Parts Widgets Processes Materials Suppliers Newsrupesh89890% (1)
- ME1107 Casting AllDokument129 SeitenME1107 Casting AllMahmud HridoyNoch keine Bewertungen
- 4castingprocesses 120526012606 Phpapp01Dokument28 Seiten4castingprocesses 120526012606 Phpapp01Chennai TuitionsNoch keine Bewertungen
- Basic Engineering MaterialDokument14 SeitenBasic Engineering MaterialNur Husnina NinaRamanNoch keine Bewertungen
- Manufacturing ProcessDokument5 SeitenManufacturing ProcessRk RanaNoch keine Bewertungen
- WPT CastingDokument70 SeitenWPT CastingHuzaifaNoch keine Bewertungen
- Report Workshop (Lost Foam Casting)Dokument7 SeitenReport Workshop (Lost Foam Casting)Mohd AzriNoch keine Bewertungen
- Moulding ProcessesDokument10 SeitenMoulding ProcessesChinmay Das67% (3)
- Topic: Foundry 1. Sand Casting 2. Lost Foam Casting 3. Plaster Mold Casting Learning OutcomesDokument12 SeitenTopic: Foundry 1. Sand Casting 2. Lost Foam Casting 3. Plaster Mold Casting Learning OutcomesMohd AzriNoch keine Bewertungen
- Production TechnologyDokument60 SeitenProduction Technology2mohan7100% (2)
- Unit 1 - Manufacturing Practices - WWW - Rgpvnotes.inDokument33 SeitenUnit 1 - Manufacturing Practices - WWW - Rgpvnotes.inASHOKA KUMARNoch keine Bewertungen
- Metal Casting: AdvantagesDokument35 SeitenMetal Casting: AdvantagesDida KhalingNoch keine Bewertungen
- Introduction To Casting Processes: BackgroundDokument5 SeitenIntroduction To Casting Processes: BackgroundSubhasis BiswalNoch keine Bewertungen
- Casting Series 3Dokument23 SeitenCasting Series 3Janmayjoy Halder SwagataNoch keine Bewertungen
- Casting ProcessesDokument48 SeitenCasting ProcessessumikannuNoch keine Bewertungen
- L3 Casting Terminology AutosavedDokument41 SeitenL3 Casting Terminology AutosavedRahul DandugulaNoch keine Bewertungen
- Casting DefectsDokument24 SeitenCasting DefectsRadheshyam Suwalka100% (1)
- PAPER FINAL PROJECT BingDokument4 SeitenPAPER FINAL PROJECT BingAhmad AfifNoch keine Bewertungen
- Career Episode LatestDokument32 SeitenCareer Episode LatestHarmeet100% (1)
- 2Dokument2 Seiten2ak pathakNoch keine Bewertungen
- Lec 1 & 2Dokument43 SeitenLec 1 & 2Omar AssalNoch keine Bewertungen
- Metal CastingDokument11 SeitenMetal Castingআজিজুর রহমান চৌধুরীNoch keine Bewertungen
- Casting PDFDokument96 SeitenCasting PDFYerriboina Vishnu VardhanNoch keine Bewertungen
- CastingDokument25 SeitenCastingAhsan RiazNoch keine Bewertungen
- Chapter 4Dokument16 SeitenChapter 4Anteneh AssefaNoch keine Bewertungen
- Metal CastingDokument69 SeitenMetal CastingChalamaiah GuntupalliNoch keine Bewertungen
- Casting DefectsDokument5 SeitenCasting DefectsChinmay Das89% (9)
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkVon EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkNoch keine Bewertungen
- Causes of Corrosion and Concrete DeteriorationVon EverandCauses of Corrosion and Concrete DeteriorationNoch keine Bewertungen
- Site Safety Handbook for the Petroleum IndustryVon EverandSite Safety Handbook for the Petroleum IndustryBewertung: 5 von 5 Sternen5/5 (1)
- Hydrostatic and Hydro-Testing in the Oil and Gas FieldVon EverandHydrostatic and Hydro-Testing in the Oil and Gas FieldBewertung: 3 von 5 Sternen3/5 (2)
- The Fabrication of Materials: Materials TechnologyVon EverandThe Fabrication of Materials: Materials TechnologyBewertung: 5 von 5 Sternen5/5 (1)
- Mould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionVon EverandMould & Core Material for the Steel Foundry: The Commonwealth and International Library: Foundry Technology DivisionNoch keine Bewertungen
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesVon EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNoch keine Bewertungen
- Malaysia International RoboticDokument1 SeiteMalaysia International RoboticEddy FazwanNoch keine Bewertungen
- Final Year Project 1Dokument13 SeitenFinal Year Project 1Eddy Fazwan100% (1)
- 01 - Introduction To Industrial Eng - r1Dokument23 Seiten01 - Introduction To Industrial Eng - r1Eddy FazwanNoch keine Bewertungen
- Thermo 2Dokument1 SeiteThermo 2Eddy FazwanNoch keine Bewertungen
- Cover ThermodynamicsDokument1 SeiteCover ThermodynamicsEddy FazwanNoch keine Bewertungen
- Turorial 4 - AnswerDokument3 SeitenTurorial 4 - AnswerEddy Fazwan0% (1)
- INSTEP Student Portal - PETRONAS - A Leading Oil and Gas Multinational of ChoiceDokument1 SeiteINSTEP Student Portal - PETRONAS - A Leading Oil and Gas Multinational of ChoiceEddy FazwanNoch keine Bewertungen
- Tutorial 5Dokument1 SeiteTutorial 5Eddy FazwanNoch keine Bewertungen
- Leng Chan QuekDokument3 SeitenLeng Chan QuekEddy Fazwan0% (1)
- Organizational ChartDokument1 SeiteOrganizational ChartEddy FazwanNoch keine Bewertungen
- Tutorial 2Dokument2 SeitenTutorial 2Eddy FazwanNoch keine Bewertungen
- Tutorial 1Dokument2 SeitenTutorial 1Eddy FazwanNoch keine Bewertungen
- Assignment 1 1. Determine The Voltage VB Using Method of Branch CurrentsDokument3 SeitenAssignment 1 1. Determine The Voltage VB Using Method of Branch CurrentsEddy FazwanNoch keine Bewertungen
- Assignment 2&3Dokument1 SeiteAssignment 2&3Eddy FazwanNoch keine Bewertungen
- Final Project C++Dokument9 SeitenFinal Project C++Eddy FazwanNoch keine Bewertungen
- 20ft Steel Pole DatasheetDokument3 Seiten20ft Steel Pole DatasheetDVTech EngineeringNoch keine Bewertungen
- Concepts of Composites:: Matrix (Used As Binder) With Another Material Are TheDokument25 SeitenConcepts of Composites:: Matrix (Used As Binder) With Another Material Are ThePushparaj Vignesh0% (1)
- ISO Turning Grade: &Odvvl¿Fdwlrq&KduwDokument1 SeiteISO Turning Grade: &Odvvl¿Fdwlrq&Kduwsamad behnodfarNoch keine Bewertungen
- Work ProgramDokument1 SeiteWork ProgramSyazwani NordinNoch keine Bewertungen
- Architectural Material SymbolsDokument2 SeitenArchitectural Material SymbolsTareq Abu Shreehah100% (3)
- Section 512-Shear Connectors: 512.1 General DescriptionDokument4 SeitenSection 512-Shear Connectors: 512.1 General DescriptionGladson JsNoch keine Bewertungen
- Handout 1Dokument11 SeitenHandout 1Adefris FikireNoch keine Bewertungen
- Katalog 2022 EngDokument232 SeitenKatalog 2022 EngtechniciandpaNoch keine Bewertungen
- Hydraulic Cylinder RemanufacturingDokument12 SeitenHydraulic Cylinder RemanufacturingDAVID ALFONSO CARABALLO PATIÑONoch keine Bewertungen
- Saudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 MechDokument15 SeitenSaudi Aramco Inspection Checklist: Inspection of Structural Alignment During Erection SAIC-M-2007 30-Apr-13 Mechpookkoya thangalNoch keine Bewertungen
- SP 081 2001 PDFDokument7 SeitenSP 081 2001 PDFbaskaran ayyapparajNoch keine Bewertungen
- Asme B18.2.1 1996Dokument22 SeitenAsme B18.2.1 1996Jesse ChenNoch keine Bewertungen
- 1 SATIP-W-017-01 Welding of API Tanks-Rev 1Dokument4 Seiten1 SATIP-W-017-01 Welding of API Tanks-Rev 1khalid764Noch keine Bewertungen
- Unit 3 Casting DefectsDokument70 SeitenUnit 3 Casting Defectsraymon sharmaNoch keine Bewertungen
- MD ProbsDokument134 SeitenMD ProbsasapamoreNoch keine Bewertungen
- OPTImill MB4 Eng ManualDokument70 SeitenOPTImill MB4 Eng ManualRichard RichardNoch keine Bewertungen
- Catalogue Maltep en PDFDokument88 SeitenCatalogue Maltep en PDFStansilous Tatenda NyagomoNoch keine Bewertungen
- SoR 2021-22 FInal (Part - I, II, III and IV)Dokument728 SeitenSoR 2021-22 FInal (Part - I, II, III and IV)vk52267% (24)
- Manufacturing ProcessDokument14 SeitenManufacturing ProcessMuhammad Mudasir Ali KhanNoch keine Bewertungen
- Standards Manager 6.2 Standards ListDokument22 SeitenStandards Manager 6.2 Standards Listteguh prasetioNoch keine Bewertungen
- IGS-M-PL-001-2 (1) Jun. 2016: SMLS/HFW/SAWL/SAWH Carbon Steel Pipes, Grades B To X80, Sizes: 6 To 56 InchDokument41 SeitenIGS-M-PL-001-2 (1) Jun. 2016: SMLS/HFW/SAWL/SAWH Carbon Steel Pipes, Grades B To X80, Sizes: 6 To 56 InchrezaNoch keine Bewertungen
- Stainless Steel 321 - AMS 5510 - Alloy 321 - AMS 5645Dokument4 SeitenStainless Steel 321 - AMS 5510 - Alloy 321 - AMS 5645AZADNoch keine Bewertungen
- HR DetailsDokument26 SeitenHR DetailsLoyola VijayawadaNoch keine Bewertungen
- Carburization Investigation PDFDokument12 SeitenCarburization Investigation PDFArjed Ali ShaikhNoch keine Bewertungen
- Chartek 1709 Application Manual 2006 (Rev 5)Dokument100 SeitenChartek 1709 Application Manual 2006 (Rev 5)Tudor Moraru100% (1)
- SPL - 601071212 - 7284127 - Additional Rotor For Dies - ENDokument43 SeitenSPL - 601071212 - 7284127 - Additional Rotor For Dies - ENArthur DivinoNoch keine Bewertungen
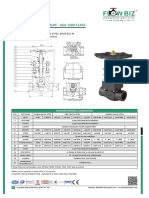
- FlowBiz Forged Steel Globe Valve 1500 ClassDokument2 SeitenFlowBiz Forged Steel Globe Valve 1500 ClassFlowBiz Exports Pvt. Ltd.Noch keine Bewertungen
- Fire Departement Connection (Siames Connection)Dokument1 SeiteFire Departement Connection (Siames Connection)Mohamed HassanNoch keine Bewertungen
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Dokument19 SeitenHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-2)Mohamed AtefNoch keine Bewertungen
- Purpose: Method Statement - Raised Access Flooring / Cavity FlooringDokument7 SeitenPurpose: Method Statement - Raised Access Flooring / Cavity Flooringajit karandikar100% (1)