Das könnte Ihnen auch gefallen
- Anthony Robbins' 7 Life-Changing Lessons for Success and FulfillmentDokument60 SeitenAnthony Robbins' 7 Life-Changing Lessons for Success and Fulfillmentemorider100% (2)
- Anthony Robbins' 7 Life-Changing Lessons for Success and FulfillmentDokument60 SeitenAnthony Robbins' 7 Life-Changing Lessons for Success and Fulfillmentemorider100% (2)
- Anthony Robbins' 7 Life-Changing Lessons for Success and FulfillmentDokument60 SeitenAnthony Robbins' 7 Life-Changing Lessons for Success and Fulfillmentemorider100% (2)
- Anthony Robbins' 7 Life-Changing Lessons for Success and FulfillmentDokument60 SeitenAnthony Robbins' 7 Life-Changing Lessons for Success and Fulfillmentemorider100% (2)
- Anthony Robbins' 7 Life-Changing Lessons for Success and FulfillmentDokument60 SeitenAnthony Robbins' 7 Life-Changing Lessons for Success and Fulfillmentemorider100% (2)
- Anthony Robbins' 7 Life-Changing Lessons for Success and FulfillmentDokument60 SeitenAnthony Robbins' 7 Life-Changing Lessons for Success and Fulfillmentemorider100% (2)
- Anthony Robbins' 7 Life-Changing Lessons for Success and FulfillmentDokument60 SeitenAnthony Robbins' 7 Life-Changing Lessons for Success and Fulfillmentemorider100% (2)
- Interactive Notebook Pieces PDFDokument15 SeitenInteractive Notebook Pieces PDFAshley JohnsonNoch keine Bewertungen
- Calculation PDFDokument126 SeitenCalculation PDFmohammed almahrooqiNoch keine Bewertungen
- Punching Shear StandardDokument4 SeitenPunching Shear StandardjanethNoch keine Bewertungen
- TIMBER PILE CONNECTION DESIGNDokument5 SeitenTIMBER PILE CONNECTION DESIGNSandesh Kumar100% (1)
- Design of Steel ColumnDokument7 SeitenDesign of Steel ColumnKim Javier EstaNoch keine Bewertungen
- POLEFDNDokument10 SeitenPOLEFDNcoolkaisyNoch keine Bewertungen
- Surcharge CalculatorDokument7 SeitenSurcharge CalculatorJunnoKaiserNoch keine Bewertungen
- Sachpazis Raft Foundation Design Analysis Design For Multistorey Building. Calculation According To Bs 8110-1-1997Dokument14 SeitenSachpazis Raft Foundation Design Analysis Design For Multistorey Building. Calculation According To Bs 8110-1-1997sitheeqNoch keine Bewertungen
- STD-Insurance Commission TRAD REVIEWER Rev1 PDFDokument24 SeitenSTD-Insurance Commission TRAD REVIEWER Rev1 PDFJomar Carabot100% (1)
- Effective Length For Moment FrameDokument5 SeitenEffective Length For Moment FramenhulugallaNoch keine Bewertungen
- Sta 11+320 PDFDokument4 SeitenSta 11+320 PDFJaime Francisco SimithNoch keine Bewertungen
- Bolted Cover SpliceDokument4 SeitenBolted Cover SpliceChee Fong MakeNoch keine Bewertungen
- Lab 7 RC Time ConstantDokument8 SeitenLab 7 RC Time ConstantMalith Madushan100% (1)
- "Bracket13" - Bracket Plate Stress Analysis ProgramDokument7 Seiten"Bracket13" - Bracket Plate Stress Analysis ProgramFarid TataNoch keine Bewertungen
- SX019a-Example Column Base Connection Under Axial Compression PDFDokument5 SeitenSX019a-Example Column Base Connection Under Axial Compression PDFdvelchev100% (1)
- Concrete-Filled Double-Skin Steel Tubular Columns: Behavior and DesignVon EverandConcrete-Filled Double-Skin Steel Tubular Columns: Behavior and DesignNoch keine Bewertungen
- 48 Concrete ShearDokument10 Seiten48 Concrete ShearspattiwarNoch keine Bewertungen
- Opening in Slab and BeamDokument13 SeitenOpening in Slab and BeamYohan LimNoch keine Bewertungen
- Antenna Tilt GuidelinesDokument24 SeitenAntenna Tilt GuidelinesJorge Romeo Gaitan Rivera100% (5)
- Concrete Batch CONCRETE BATCH PLANTSPlantsDokument23 SeitenConcrete Batch CONCRETE BATCH PLANTSPlantsemorider100% (4)
- Knee ConnectionsDokument13 SeitenKnee ConnectionsNag RajNoch keine Bewertungen
- Composite BeamDokument7 SeitenComposite Beamsaif.mullaNoch keine Bewertungen
- Combined Footing DesignDokument48 SeitenCombined Footing DesignWanda BeasleyNoch keine Bewertungen
- Connections I V2.0.6b FinalDokument71 SeitenConnections I V2.0.6b FinalNick Andrews50% (2)
- Structural Design 50M SST - Medium Duty - Zone Ii, Exposure C Rev. No. 00 F0736Dokument39 SeitenStructural Design 50M SST - Medium Duty - Zone Ii, Exposure C Rev. No. 00 F0736Henj MirasolNoch keine Bewertungen
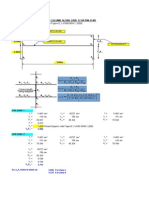
- Reference Output Calculations & FormulasDokument4 SeitenReference Output Calculations & FormulasAddrien DanielNoch keine Bewertungen
- Slab With and Without OpeningDokument17 SeitenSlab With and Without Openingstructure123Noch keine Bewertungen
- Super Composite ColumnDokument2 SeitenSuper Composite ColumnCheng Por EngNoch keine Bewertungen
- Toc 82r-13Dokument7 SeitenToc 82r-13emorider0% (1)
- ACI Moment Coefficient Design AID PDFDokument13 SeitenACI Moment Coefficient Design AID PDFSufian Ahmad50% (4)
- Crack Width CheckDokument2 SeitenCrack Width CheckJitendra SinghNoch keine Bewertungen
- Steel to concrete connection design summaryDokument12 SeitenSteel to concrete connection design summaryCSEC Uganda Ltd.Noch keine Bewertungen
- PF2Dokument4 SeitenPF2nhulugallaNoch keine Bewertungen
- Splice Joint Design To EurocodeDokument3 SeitenSplice Joint Design To Eurocodeikanyu79Noch keine Bewertungen
- N F N A: Input Data & Design SummaryDokument9 SeitenN F N A: Input Data & Design SummaryOswaldo SuárezNoch keine Bewertungen
- Precast Concrete ConstructionDokument28 SeitenPrecast Concrete ConstructionGirl in the CityNoch keine Bewertungen
- Italian Renaissance Art: Prepared by Ms. Susan PojerDokument46 SeitenItalian Renaissance Art: Prepared by Ms. Susan Pojerragusaka100% (12)
- Bridge Column Design SummaryDokument1 SeiteBridge Column Design Summaryyanu13Noch keine Bewertungen
- Level 0 - Jan Thorburn - A New Zealand AdventureDokument12 SeitenLevel 0 - Jan Thorburn - A New Zealand AdventureOnurcan96% (25)
- B U D C E: Fatih Çardak Prof. Dr. Semih TezcanDokument23 SeitenB U D C E: Fatih Çardak Prof. Dr. Semih Tezcanemorider100% (8)
- Structural Analysis and Design Lectures PDFDokument354 SeitenStructural Analysis and Design Lectures PDFgongmaozheNoch keine Bewertungen
- Pipe Concrete Column Design Based On ACI 318-11: Input Data & Design SummaryDokument1 SeitePipe Concrete Column Design Based On ACI 318-11: Input Data & Design SummaryYatsen Jepthe Maldonado SotoNoch keine Bewertungen
- Health MonitoringDokument14 SeitenHealth MonitoringemoriderNoch keine Bewertungen
- MS Project For Construction Scheduler (Unreliable)Dokument29 SeitenMS Project For Construction Scheduler (Unreliable)Teniozo_Mesdward100% (1)
- Project Excecution and DeliverableDokument7 SeitenProject Excecution and DeliverableHari PrashannaNoch keine Bewertungen
- Pad Footing Analysis and Design (Bs8110-1:1997)Dokument6 SeitenPad Footing Analysis and Design (Bs8110-1:1997)ikanyu79Noch keine Bewertungen
- Anchor Design for 219mm Pole SupportDokument1 SeiteAnchor Design for 219mm Pole SupportS A K ClostreNoch keine Bewertungen
- GF SlabDokument8 SeitenGF Slabcheligp1981Noch keine Bewertungen
- Retwall 1Dokument7 SeitenRetwall 1John SmithNoch keine Bewertungen
- Beam DesignDokument7 SeitenBeam DesignKasi ViswanathanNoch keine Bewertungen
- Example 2a: All-Round Fillet Weld Connection Between I Beam and Plate (Simple)Dokument6 SeitenExample 2a: All-Round Fillet Weld Connection Between I Beam and Plate (Simple)Imran SaikatNoch keine Bewertungen
- INFASO 9.4 Example FinalDokument28 SeitenINFASO 9.4 Example Finalpperic13Noch keine Bewertungen
- Crack Width Calculation ExampleDokument3 SeitenCrack Width Calculation Examplebernie romeroNoch keine Bewertungen
- CASTELLATED BEAM PropertiesDokument2 SeitenCASTELLATED BEAM PropertiesHemant SonawadekarNoch keine Bewertungen
- AnchorageDokument8 SeitenAnchorageRicha MunjalNoch keine Bewertungen
- Members With Combined Bending and Axial ForceDokument32 SeitenMembers With Combined Bending and Axial ForceJohn RomanusNoch keine Bewertungen
- BS-5950-90 Example 001Dokument7 SeitenBS-5950-90 Example 001Win ThanNoch keine Bewertungen
- BoltDokument2 SeitenBoltmuhannedNoch keine Bewertungen
- Cell K11 1 Cell K11 0.5 For F 0, For F 0Dokument9 SeitenCell K11 1 Cell K11 0.5 For F 0, For F 0HaymanAHMEDNoch keine Bewertungen
- Footing BiaxialDokument33 SeitenFooting BiaxialSanthoshkumar RayavarapuNoch keine Bewertungen
- Cold Form Lipped C Purlin Design Calculations and ChecksDokument8 SeitenCold Form Lipped C Purlin Design Calculations and ChecksKTMONoch keine Bewertungen
- Section Properties For Builtup and Unsymmetrical SectionsDokument5 SeitenSection Properties For Builtup and Unsymmetrical Sectionsdhamodharan24Noch keine Bewertungen
- ACI 350-06 & ACI224R-01 Rec Sec Flexural Crack Width Control Rev00 07-Sep-2013Dokument7 SeitenACI 350-06 & ACI224R-01 Rec Sec Flexural Crack Width Control Rev00 07-Sep-2013Muhammad Imran ZafarNoch keine Bewertungen
- Bolted Moment Connection Design CalculationsDokument63 SeitenBolted Moment Connection Design CalculationsblueswanNoch keine Bewertungen
- REINFORCEMENT CALCULATION FOR 1000MM THICK CF1Dokument3 SeitenREINFORCEMENT CALCULATION FOR 1000MM THICK CF1ARUNKUMAR KNoch keine Bewertungen
- Joist Girder DesignDokument42 SeitenJoist Girder DesignsravanNoch keine Bewertungen
- AngleDokument7 SeitenAngleNguyễnTúSơnNoch keine Bewertungen
- Add An Extra DL and Revise - 0.15 PSFDokument1 SeiteAdd An Extra DL and Revise - 0.15 PSFsharif uddinNoch keine Bewertungen
- CBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalDokument1 SeiteCBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalemoriderNoch keine Bewertungen
- CBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalDokument1 SeiteCBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalemoriderNoch keine Bewertungen
- CBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalDokument1 SeiteCBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalemoriderNoch keine Bewertungen
- CBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalDokument1 SeiteCBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalemoriderNoch keine Bewertungen
- Planning System in GermanyDokument288 SeitenPlanning System in GermanyemoriderNoch keine Bewertungen
- p1 Gen3 X1extreme Gen3 Ug enDokument102 Seitenp1 Gen3 X1extreme Gen3 Ug enemoriderNoch keine Bewertungen
- CBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalDokument1 SeiteCBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalemoriderNoch keine Bewertungen
- CBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalDokument1 SeiteCBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalemoriderNoch keine Bewertungen
- CBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalDokument1 SeiteCBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalemoriderNoch keine Bewertungen
- CBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalDokument1 SeiteCBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalemoriderNoch keine Bewertungen
- CBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalDokument1 SeiteCBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalemoriderNoch keine Bewertungen
- CBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalDokument1 SeiteCBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalemoriderNoch keine Bewertungen
- CBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalDokument1 SeiteCBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalemoriderNoch keine Bewertungen
- Ms Project 2010 EssentialDokument113 SeitenMs Project 2010 EssentialemoriderNoch keine Bewertungen
- CBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalDokument1 SeiteCBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalemoriderNoch keine Bewertungen
- CBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalDokument1 SeiteCBRE Group Inc. boosted CM/PM capacity by acquiring Heery InternationalemoriderNoch keine Bewertungen
- Planning System in GermanyDokument288 SeitenPlanning System in GermanyemoriderNoch keine Bewertungen
- Aircrew Standards Manual FY2015 V1Dokument211 SeitenAircrew Standards Manual FY2015 V1Anonymous Pb39klJ100% (1)
- QP ScriptDokument57 SeitenQP ScriptRitesh SharmaNoch keine Bewertungen
- Sanjay Chandra Vs Cbi On 23 November, 2011Dokument21 SeitenSanjay Chandra Vs Cbi On 23 November, 2011SaiBharathNoch keine Bewertungen
- The Bare Foot Boy 3 Ab 2 ManadoDokument100 SeitenThe Bare Foot Boy 3 Ab 2 ManadoKotakuNoch keine Bewertungen
- Relación Entre Séneca y MaquiaveloDokument14 SeitenRelación Entre Séneca y MaquiaveloJuan Pablo TorresNoch keine Bewertungen
- Physics 5th Edition Walker Test BankDokument24 SeitenPhysics 5th Edition Walker Test BankKathyHernandeznobt100% (31)
- Agenda For Regular Board Meeting February 18, 2022 Western Visayas Cacao Agriculture CooperativeDokument2 SeitenAgenda For Regular Board Meeting February 18, 2022 Western Visayas Cacao Agriculture CooperativeGem Bhrian IgnacioNoch keine Bewertungen
- Conquest of The Americas (Eakin-2002)Dokument81 SeitenConquest of The Americas (Eakin-2002)GregNoch keine Bewertungen
- Dendrinos, Multilingualism Language Policy in The EU TodayDokument20 SeitenDendrinos, Multilingualism Language Policy in The EU Todayi.giommettiNoch keine Bewertungen
- Exery Analysis of Vapour Compression Refrigeration SystemDokument22 SeitenExery Analysis of Vapour Compression Refrigeration Systemthprasads8356Noch keine Bewertungen
- Brochure KTM April 2008Dokument2 SeitenBrochure KTM April 2008sthapitNoch keine Bewertungen
- Gandhi and Indian Economic Planning (Unit III)Dokument21 SeitenGandhi and Indian Economic Planning (Unit III)Aadhitya NarayananNoch keine Bewertungen
- Physics EducationDokument14 SeitenPhysics Educationchrisuche100% (2)
- Regis Lesson Plan Template Edfd 405Dokument3 SeitenRegis Lesson Plan Template Edfd 405api-302321219Noch keine Bewertungen
- Africa S Top 15 Cities in 2030Dokument10 SeitenAfrica S Top 15 Cities in 2030loca018Noch keine Bewertungen
- Discourse and PragmaticsDokument10 SeitenDiscourse and PragmaticsDebby NatasyaNoch keine Bewertungen
- Creating A Seasonal Greeting Card RubricDokument3 SeitenCreating A Seasonal Greeting Card Rubricapi-244997750Noch keine Bewertungen
- LP Direct & Indirect SpeechDokument7 SeitenLP Direct & Indirect SpeechJoana JoaquinNoch keine Bewertungen
- DTF - Houses of The FallenDokument226 SeitenDTF - Houses of The FallenShuang Song100% (1)
- Conservation of Arabic ManuscriptsDokument46 SeitenConservation of Arabic ManuscriptsDr. M. A. UmarNoch keine Bewertungen
- Impact of Technology On Future JobsDokument29 SeitenImpact of Technology On Future Jobsmehrunnisa99Noch keine Bewertungen
- Shamanhood and Mythology: Archaic Techniques of Ecstasy and Current Techniques of ResearchDokument22 SeitenShamanhood and Mythology: Archaic Techniques of Ecstasy and Current Techniques of ResearchDunja Chrysina ChrysargyreaNoch keine Bewertungen
- Exercises in Linear Algebra - Erdman PDFDokument141 SeitenExercises in Linear Algebra - Erdman PDFMustafa YılmazNoch keine Bewertungen
- Assignment 1Dokument2 SeitenAssignment 1lauraNoch keine Bewertungen