Das könnte Ihnen auch gefallen
- Advances in Energy Systems and Technology: Volume 5Von EverandAdvances in Energy Systems and Technology: Volume 5Peter L. AuerNoch keine Bewertungen
- CFB Boiler Babcock Br-1629Dokument9 SeitenCFB Boiler Babcock Br-1629Diệp ThắngNoch keine Bewertungen
- Innovation in Electric Arc Furnaces: Scientific Basis for SelectionVon EverandInnovation in Electric Arc Furnaces: Scientific Basis for SelectionNoch keine Bewertungen
- TP CFB 12 03Dokument16 SeitenTP CFB 12 03Harish MechNoch keine Bewertungen
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementVon EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNoch keine Bewertungen
- TP CFB 12 03 PDFDokument16 SeitenTP CFB 12 03 PDFKim Howard CastilloNoch keine Bewertungen
- S.H. Lee Et Al. / Renewable Energy 138 (2019) 121e127 122Dokument1 SeiteS.H. Lee Et Al. / Renewable Energy 138 (2019) 121e127 122Tito KurniawanNoch keine Bewertungen
- Supercritical Turbine Analysis & DesignDokument29 SeitenSupercritical Turbine Analysis & DesignEngr Imtiaz Hussain GilaniNoch keine Bewertungen
- Alstom - Integrated Solutions For Coal-Fired Power PlantsDokument3 SeitenAlstom - Integrated Solutions For Coal-Fired Power PlantsAlmario SagunNoch keine Bewertungen
- Ilovepdf MergedDokument6 SeitenIlovepdf MergedFiras ObaidNoch keine Bewertungen
- Supercritical and Ultra-Supercritical Power Plants - SEA's Vision or Reality?Dokument23 SeitenSupercritical and Ultra-Supercritical Power Plants - SEA's Vision or Reality?anupam789Noch keine Bewertungen
- HELE and CHPDokument10 SeitenHELE and CHPfelipe indoNoch keine Bewertungen
- Iskustva Kompanije Foster Wheeler U Sagorevanju Goriva Sa Visokim Sadrzajem PepelaDokument16 SeitenIskustva Kompanije Foster Wheeler U Sagorevanju Goriva Sa Visokim Sadrzajem PepeladobrilogNoch keine Bewertungen
- Boiler Deporst SetupDokument9 SeitenBoiler Deporst SetupbalusmeNoch keine Bewertungen
- Operation of 300MW CFBC BoilerDokument6 SeitenOperation of 300MW CFBC BoilerSoodamany Ponnu PandianNoch keine Bewertungen
- Carbon Nano Fiber (From Fossil Fuel) Electric Power Plants and Transformation of CO2 Exhaust To Stable, Compact, Valued CommoditiesDokument10 SeitenCarbon Nano Fiber (From Fossil Fuel) Electric Power Plants and Transformation of CO2 Exhaust To Stable, Compact, Valued Commoditiesanil.gNoch keine Bewertungen
- Energies 16 06907 v2Dokument33 SeitenEnergies 16 06907 v2Thanh LâmNoch keine Bewertungen
- Coal-Fired Power Plant Planning AssumptionsDokument17 SeitenCoal-Fired Power Plant Planning AssumptionsSandipan BhowmickNoch keine Bewertungen
- PDD Version 03Dokument47 SeitenPDD Version 03KvvPrasadNoch keine Bewertungen
- Progress of The Weston Unit 4 Supercritical Project in Wisconsin PDFDokument6 SeitenProgress of The Weston Unit 4 Supercritical Project in Wisconsin PDFktsnlNoch keine Bewertungen
- Molten Carbonate Fuel Cell OverviewDokument15 SeitenMolten Carbonate Fuel Cell OverviewRosendo Parra MilianNoch keine Bewertungen
- Supercritical Coal-Fired P..Dokument7 SeitenSupercritical Coal-Fired P..samrahmanNoch keine Bewertungen
- CFBC Boilers in China - Present and FutureDokument5 SeitenCFBC Boilers in China - Present and FutureaakashtrivediNoch keine Bewertungen
- Lecture-5-Coal and Coal ChemicalsDokument39 SeitenLecture-5-Coal and Coal ChemicalsAnilKumarNoch keine Bewertungen
- 697 RoddDokument12 Seiten697 RoddAan SupriyantoNoch keine Bewertungen
- Brochure06 Usc 07 PDFDokument2 SeitenBrochure06 Usc 07 PDFslawateNoch keine Bewertungen
- B&W FBC Boiler Opeating Experience With U BeamsDokument9 SeitenB&W FBC Boiler Opeating Experience With U BeamsNath BoyapatiNoch keine Bewertungen
- Technical DetailsDokument54 SeitenTechnical DetailsAnonymous lmCR3SkPrKNoch keine Bewertungen
- Alstom - BoA 2&3 + WTA - 2008Dokument8 SeitenAlstom - BoA 2&3 + WTA - 2008fransdaunNoch keine Bewertungen
- 1 s2.0 S0016236123000145 MainDokument7 Seiten1 s2.0 S0016236123000145 MainSrikanth SrikantiNoch keine Bewertungen
- Update On CCS Project in The Tees Valley.: Peter Loftus C.Eng. Renew Tees Valley LTDDokument16 SeitenUpdate On CCS Project in The Tees Valley.: Peter Loftus C.Eng. Renew Tees Valley LTDmaximusala83Noch keine Bewertungen
- Direct Carbon Fuel Cell: Fundamentals and Recent DevelopmentsDokument8 SeitenDirect Carbon Fuel Cell: Fundamentals and Recent Developmentsyoussef_pcNoch keine Bewertungen
- Chapter 1 PPDDokument4 SeitenChapter 1 PPDKim Howard CastilloNoch keine Bewertungen
- Alternative Coke Saving TechnologiesDokument3 SeitenAlternative Coke Saving TechnologiesUday PrakashNoch keine Bewertungen
- Alstom CFBDokument7 SeitenAlstom CFBCoalhouse Walker JuniorNoch keine Bewertungen
- Fuel of PFBRDokument12 SeitenFuel of PFBRKonathala RajashekarNoch keine Bewertungen
- Submerged Arc TechnologyDokument11 SeitenSubmerged Arc TechnologymerlonicolaNoch keine Bewertungen
- State of The Art and Future of The Blast FurnaceDokument16 SeitenState of The Art and Future of The Blast Furnacesaibal_silNoch keine Bewertungen
- Induction Furnace Versus Electric Arc Furnace in Steelmaking Process Advantages and Disadvantages BY Koblenzer Harald Vucinic BojanDokument14 SeitenInduction Furnace Versus Electric Arc Furnace in Steelmaking Process Advantages and Disadvantages BY Koblenzer Harald Vucinic BojanniazakhtarNoch keine Bewertungen
- Coal To ElectricityDokument5 SeitenCoal To ElectricityPravin KumarNoch keine Bewertungen
- Gasification in Carbon-Constrained WorldDokument5 SeitenGasification in Carbon-Constrained WorldLTE002Noch keine Bewertungen
- Final Coal ReportDokument101 SeitenFinal Coal Reportvikasgupta2750% (2)
- Vertical Shaft Calcination Process DescriptionDokument5 SeitenVertical Shaft Calcination Process DescriptionP.S.J.Sarma0% (1)
- Supercritical and UltraDokument13 SeitenSupercritical and UltraSachin GangwarNoch keine Bewertungen
- 2000 Vresova Czech PDFDokument8 Seiten2000 Vresova Czech PDFanshuman432Noch keine Bewertungen
- Super Critical Boiler TechnologyDokument22 SeitenSuper Critical Boiler TechnologySurendar Perumal100% (1)
- CokemakingTechnologies ComparisonDokument9 SeitenCokemakingTechnologies Comparisonkselvan_1100% (1)
- Design Features of Advanced Ultrasupercritical PlantsDokument6 SeitenDesign Features of Advanced Ultrasupercritical PlantstuanphamNoch keine Bewertungen
- CFB Boilers in ChinaDokument27 SeitenCFB Boilers in ChinaVirendra Patil100% (1)
- Training Report at BRBCLDokument22 SeitenTraining Report at BRBCLShivam ChandNoch keine Bewertungen
- PF 09 04 ccc147Dokument2 SeitenPF 09 04 ccc147ukalNoch keine Bewertungen
- Pulverized Coal and Igcc Plant Cost and Performance EstimatesDokument22 SeitenPulverized Coal and Igcc Plant Cost and Performance EstimatesVinod DahiyaNoch keine Bewertungen
- Waste To Energy: Municipal Solid Waste (MSW) Refuse Derived Fuel (RDF)Dokument3 SeitenWaste To Energy: Municipal Solid Waste (MSW) Refuse Derived Fuel (RDF)vijaykumarbitlaNoch keine Bewertungen
- 10 - CHP in IndiaDokument12 Seiten10 - CHP in Indiaapi-25885200Noch keine Bewertungen
- Combustion Technology Developments in Power Generation in Response To Environmental ChallengesDokument27 SeitenCombustion Technology Developments in Power Generation in Response To Environmental ChallengesElzimar FreitasNoch keine Bewertungen
- KietlinskiDokument20 SeitenKietlinskisenthil031277Noch keine Bewertungen
- Regenerative Supercritical Rankine CycleDokument7 SeitenRegenerative Supercritical Rankine CycleJuanNoch keine Bewertungen
- Modelling of Flexible Boiler Operation in Coal FirDokument8 SeitenModelling of Flexible Boiler Operation in Coal FirAl Qohyum FernandoNoch keine Bewertungen
- CEP 11 2015 INF 4 eDokument13 SeitenCEP 11 2015 INF 4 eStefanos DiamantisNoch keine Bewertungen
- Original Gasket Technology GuideDokument40 SeitenOriginal Gasket Technology GuideAtty AttyNoch keine Bewertungen
- Fire Alarm Valve E3 ReliableDokument4 SeitenFire Alarm Valve E3 ReliableMKOZERDEM100% (1)
- DegassingDokument11 SeitenDegassingMKOZERDEMNoch keine Bewertungen
- ProductBrochure L110F L120F EN 21C1002738 2009-08Dokument32 SeitenProductBrochure L110F L120F EN 21C1002738 2009-08MKOZERDEMNoch keine Bewertungen
- ESA BAT Bolt Torque For Flanged Connections 2012 JuneDokument2 SeitenESA BAT Bolt Torque For Flanged Connections 2012 JuneMKOZERDEMNoch keine Bewertungen
- SKL-SP2 Aerosol English SDS Rev 1.2 2015-11-11Dokument10 SeitenSKL-SP2 Aerosol English SDS Rev 1.2 2015-11-11MKOZERDEMNoch keine Bewertungen
- CentrexDokument16 SeitenCentrexMKOZERDEMNoch keine Bewertungen
- Spec GridwireDokument4 SeitenSpec GridwireMKOZERDEMNoch keine Bewertungen
- Concrete Repair According To The New European Standard EN 1504Dokument10 SeitenConcrete Repair According To The New European Standard EN 1504MKOZERDEM100% (1)
- Rotary Discharge MachineDokument20 SeitenRotary Discharge MachineMKOZERDEMNoch keine Bewertungen
- ZamDokument60 SeitenZamMKOZERDEMNoch keine Bewertungen
- Accessories 2010Dokument3 SeitenAccessories 2010MKOZERDEMNoch keine Bewertungen
- Repairing ConcreteDokument19 SeitenRepairing ConcreteMKOZERDEMNoch keine Bewertungen
- Pan ConveyorsDokument20 SeitenPan ConveyorsMKOZERDEM100% (1)
- HoseStainless 2010Dokument4 SeitenHoseStainless 2010MKOZERDEMNoch keine Bewertungen
- Flowserve Cavitation Control PDFDokument20 SeitenFlowserve Cavitation Control PDFEric KnowlesNoch keine Bewertungen
- Hopper Discharge SystemsDokument8 SeitenHopper Discharge SystemsMKOZERDEMNoch keine Bewertungen
- Uhline 2010Dokument2 SeitenUhline 2010MKOZERDEMNoch keine Bewertungen
- Instalation Instruction 2010Dokument20 SeitenInstalation Instruction 2010MKOZERDEMNoch keine Bewertungen
- 4026 - revAA - Eng Catalog 2005 CDDokument6 Seiten4026 - revAA - Eng Catalog 2005 CDMKOZERDEMNoch keine Bewertungen
- VEP Protectors 2010Dokument2 SeitenVEP Protectors 2010MKOZERDEMNoch keine Bewertungen
- Flare 2010Dokument22 SeitenFlare 2010MKOZERDEMNoch keine Bewertungen
- QCLOK QuickConnect 2010Dokument6 SeitenQCLOK QuickConnect 2010MKOZERDEMNoch keine Bewertungen
- Masoneilan 21000 Series Control ValvesDokument8 SeitenMasoneilan 21000 Series Control ValvesMKOZERDEMNoch keine Bewertungen
- Stainless Steel Braided Teflon Flexible Hoses Hht&Hhts SeriesDokument4 SeitenStainless Steel Braided Teflon Flexible Hoses Hht&Hhts SeriesMKOZERDEMNoch keine Bewertungen
- Edison Ashcroft B TransmitterDokument2 SeitenEdison Ashcroft B TransmitterMKOZERDEMNoch keine Bewertungen
- H-500 SERIES: Three-Piece Ball ValvesDokument10 SeitenH-500 SERIES: Three-Piece Ball ValvesMKOZERDEMNoch keine Bewertungen
- 9340-1131 Turbine Water Induction Protection - TWIPDokument2 Seiten9340-1131 Turbine Water Induction Protection - TWIPMKOZERDEM100% (1)
- Ag Turbine-Valves en 2010Dokument4 SeitenAg Turbine-Valves en 2010MKOZERDEMNoch keine Bewertungen
- Hydrastep Hydratect DS Bp2468Dokument8 SeitenHydrastep Hydratect DS Bp2468ashwaniv_6Noch keine Bewertungen
- Design Consideration of Hot Oil SystemDokument24 SeitenDesign Consideration of Hot Oil SystemOmar EzzatNoch keine Bewertungen
- 60 TPH Technical SheduleDokument32 Seiten60 TPH Technical SheduleSeenu HassanNoch keine Bewertungen
- Value Beyond Measure: Updated 7/7/2018Dokument14 SeitenValue Beyond Measure: Updated 7/7/2018AliSultanNoch keine Bewertungen
- KBR - Ammonia Specific ExamplesDokument16 SeitenKBR - Ammonia Specific Examplesqwerty9123460% (5)
- E101-3238 HydrojetDokument4 SeitenE101-3238 HydrojetWesley WesloqNoch keine Bewertungen
- Chapter 10: Pumps For Water SupplyDokument29 SeitenChapter 10: Pumps For Water SupplyJasleneDimarananNoch keine Bewertungen
- Hazop - Net PDFDokument9 SeitenHazop - Net PDFPalash DeyNoch keine Bewertungen
- Appendix G. Fire Protection Guidelines For New Projects: Chevron Corporation G-1 January 1997Dokument68 SeitenAppendix G. Fire Protection Guidelines For New Projects: Chevron Corporation G-1 January 1997milecsaNoch keine Bewertungen
- En ConDokument313 SeitenEn ConItilekha DashNoch keine Bewertungen
- Understand Why Furnace Size Varies For Gas, Oil and Coal FiringDokument4 SeitenUnderstand Why Furnace Size Varies For Gas, Oil and Coal FiringSanjiv ChNoch keine Bewertungen
- SUNROD CHS Hotwater BoilerDokument2 SeitenSUNROD CHS Hotwater Boilerdomagoj1750% (2)
- Jfe Stoker SystemDokument9 SeitenJfe Stoker SystemJose Lorenzo Toral100% (1)
- First Magnetic Roasting PlantDokument17 SeitenFirst Magnetic Roasting PlantranjeevkumarNoch keine Bewertungen
- Tga q500 PDFDokument72 SeitenTga q500 PDFAbdul Laura CondulaNoch keine Bewertungen
- Controlling NOx EmissionsDokument5 SeitenControlling NOx Emissionspolaris44Noch keine Bewertungen
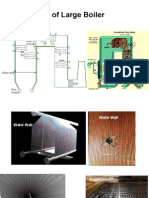
- Schematic of Large Boiler: Drum Slag ScreenDokument17 SeitenSchematic of Large Boiler: Drum Slag ScreenPriyatanu RoyNoch keine Bewertungen
- BoilerDokument31 SeitenBoilerBrian Aguirre LennisNoch keine Bewertungen
- Expression of Interest Bharat Heavy Electricals LimitedDokument12 SeitenExpression of Interest Bharat Heavy Electricals LimitedMukeshKrNoch keine Bewertungen
- Chain Grate Stoker-Book by Babcock and WilcoxDokument74 SeitenChain Grate Stoker-Book by Babcock and WilcoxMalik100% (1)
- Architectural Forum 1966 Refere Palheiro Tocha Myron AF-1966-03Dokument100 SeitenArchitectural Forum 1966 Refere Palheiro Tocha Myron AF-1966-03EGNoch keine Bewertungen
- Transformer TestingDokument59 SeitenTransformer Testingkasi100% (2)
- TG No. 4 Kiln Drying of RattanDokument20 SeitenTG No. 4 Kiln Drying of RattanBren SisonNoch keine Bewertungen
- 132loesche Mills For Solid Fuels Coal MillEDokument21 Seiten132loesche Mills For Solid Fuels Coal MillEBruno50% (2)
- Rotary Dryer Handbook PDFDokument43 SeitenRotary Dryer Handbook PDFAhmad Nil100% (1)
- Soot BlowingDokument11 SeitenSoot BlowingHoncho Abhi SinhaNoch keine Bewertungen
- Module 4 - Water Heaters ApplicationDokument6 SeitenModule 4 - Water Heaters ApplicationRochelleNoch keine Bewertungen
- Process Equipment Cost Estimation GuidelinesDokument80 SeitenProcess Equipment Cost Estimation Guidelineswriteandrewpaul7707100% (1)
- Operation Book PDFDokument118 SeitenOperation Book PDFArvind Shukla100% (1)
- SNOL Laboratory Catalogue en 2015Dokument16 SeitenSNOL Laboratory Catalogue en 2015hammads88Noch keine Bewertungen
- Power Plant Basic O&M PracticesDokument81 SeitenPower Plant Basic O&M PracticesAlind Dubey100% (2)
- Offshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsVon EverandOffshore Wind Energy Generation: Control, Protection, and Integration to Electrical SystemsNoch keine Bewertungen
- Fire on the Horizon: The Untold Story of the Gulf Oil DisasterVon EverandFire on the Horizon: The Untold Story of the Gulf Oil DisasterNoch keine Bewertungen
- Introduction to Power System ProtectionVon EverandIntroduction to Power System ProtectionBewertung: 5 von 5 Sternen5/5 (1)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesVon EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesBewertung: 4.5 von 5 Sternen4.5/5 (21)
- RV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!Von EverandRV Living Collection: RV living for beginners, RV travel for the whole family, RV repair and RV mobile solar power: Experience Freedom on the roads alone or with your family with this collection. Learn how to repair your motorhome while using renewable energy!Noch keine Bewertungen
- Renewable Energy: A Very Short IntroductionVon EverandRenewable Energy: A Very Short IntroductionBewertung: 4.5 von 5 Sternen4.5/5 (12)
- A Pathway to Decarbonise the Shipping Sector by 2050Von EverandA Pathway to Decarbonise the Shipping Sector by 2050Noch keine Bewertungen
- Shorting the Grid: The Hidden Fragility of Our Electric GridVon EverandShorting the Grid: The Hidden Fragility of Our Electric GridBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Solar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsVon EverandSolar Power Demystified: The Beginners Guide To Solar Power, Energy Independence And Lower BillsBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Introduction to Power System ProtectionVon EverandIntroduction to Power System ProtectionNoch keine Bewertungen
- Nuclear Energy in the 21st Century: World Nuclear University PressVon EverandNuclear Energy in the 21st Century: World Nuclear University PressBewertung: 4.5 von 5 Sternen4.5/5 (3)
- The Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceVon EverandThe Permaculture City: Regenerative Design for Urban, Suburban, and Town ResilienceNoch keine Bewertungen
- Heat Transfer Engineering: Fundamentals and TechniquesVon EverandHeat Transfer Engineering: Fundamentals and TechniquesBewertung: 4 von 5 Sternen4/5 (1)
- Practical Power Distribution for IndustryVon EverandPractical Power Distribution for IndustryBewertung: 2.5 von 5 Sternen2.5/5 (2)
- Practical Reservoir Engineering and CharacterizationVon EverandPractical Reservoir Engineering and CharacterizationBewertung: 4.5 von 5 Sternen4.5/5 (3)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successVon EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Fundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsVon EverandFundamentals of Hydrogen Production and Utilization in Fuel Cell SystemsNoch keine Bewertungen
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsVon EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNoch keine Bewertungen
- Renewable Energy Sources - Wind, Solar and Hydro Energy Revised Edition : Environment Books for Kids | Children's Environment BooksVon EverandRenewable Energy Sources - Wind, Solar and Hydro Energy Revised Edition : Environment Books for Kids | Children's Environment BooksNoch keine Bewertungen
- An Introduction to Renewable Energy Sources : Environment Books for Kids | Children's Environment BooksVon EverandAn Introduction to Renewable Energy Sources : Environment Books for Kids | Children's Environment BooksNoch keine Bewertungen
- Global Landscape of Renewable Energy FinanceVon EverandGlobal Landscape of Renewable Energy FinanceNoch keine Bewertungen
- Live Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerVon EverandLive Off Grid: Escape The City, Learn How To Travel Intelligently Using Solar PowerNoch keine Bewertungen
- Electrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977Von EverandElectrical Load-Curve Coverage: Proceedings of the Symposium on Load-Curve Coverage in Future Electric Power Generating Systems, Organized by the Committee on Electric Power, United Nations Economic Commission for Europe, Rome, Italy, 24 – 28 October 1977Noch keine Bewertungen
- Idaho Falls: The Untold Story of America's First Nuclear AccidentVon EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentBewertung: 4.5 von 5 Sternen4.5/5 (21)
- Electric Motors and Drives: Fundamentals, Types and ApplicationsVon EverandElectric Motors and Drives: Fundamentals, Types and ApplicationsBewertung: 4.5 von 5 Sternen4.5/5 (12)
- Grid-Scale Energy Storage Systems and ApplicationsVon EverandGrid-Scale Energy Storage Systems and ApplicationsFu-Bao WuNoch keine Bewertungen
- Practical Methods for Analysis and Design of HV Installation Grounding SystemsVon EverandPractical Methods for Analysis and Design of HV Installation Grounding SystemsBewertung: 4.5 von 5 Sternen4.5/5 (2)