Das könnte Ihnen auch gefallen
- Lewis Corporation Case 6-2 - Group 5Dokument8 SeitenLewis Corporation Case 6-2 - Group 5Om Prakash100% (1)
- Mud PumpsDokument16 SeitenMud PumpsNigin Parambath100% (1)
- Inside BopDokument5 SeitenInside BopNigin Parambath100% (1)
- Ansible Playbook for BeginnersDokument101 SeitenAnsible Playbook for BeginnersFelix Andres Baquero Cubillos100% (1)
- Welding Procedure Specification (WPS) : Chip Back To The Sound Metal and Re-WeldDokument2 SeitenWelding Procedure Specification (WPS) : Chip Back To The Sound Metal and Re-WeldAbdulmecit YetisNoch keine Bewertungen
- Bs Tech: Electrodes Issue and Return RegisterDokument1 SeiteBs Tech: Electrodes Issue and Return RegisterRhannie GarciaNoch keine Bewertungen
- Fabrication Division QMDDokument11 SeitenFabrication Division QMDRakesh RanjanNoch keine Bewertungen
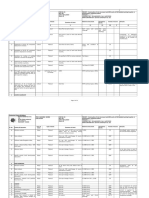
- Punch List Report: Client Date Project No. Discipline Location Date of InspectionDokument1 SeitePunch List Report: Client Date Project No. Discipline Location Date of InspectionHanuman RaoNoch keine Bewertungen
- Technofac: Welding Inspector CSWIP 3.1 Non Destructive Examination (NDE), ASNT Level-IIDokument9 SeitenTechnofac: Welding Inspector CSWIP 3.1 Non Destructive Examination (NDE), ASNT Level-IIElankumaran PeriakaruppanNoch keine Bewertungen
- Fit-Up Inspection ReportDokument27 SeitenFit-Up Inspection ReportAlfian ImaduddinNoch keine Bewertungen
- Fabrication Method For HSM 2 ProjectDokument14 SeitenFabrication Method For HSM 2 ProjectMikiRoniWijayaNoch keine Bewertungen
- Condensate Tank WELDING LOGDokument6 SeitenCondensate Tank WELDING LOGhasan shahriarNoch keine Bewertungen
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Dokument5 SeitenA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableNoch keine Bewertungen
- Welder Test Param19!03!201211Dokument151 SeitenWelder Test Param19!03!201211VapaVapaNoch keine Bewertungen
- QAP ITP Bhogat - REV-01Dokument8 SeitenQAP ITP Bhogat - REV-01Ramkunwar YadavNoch keine Bewertungen
- Bending ProcedureDokument1 SeiteBending ProcedureabbasNoch keine Bewertungen
- Approved Welding Procedures List RegioDokument2 SeitenApproved Welding Procedures List Regiogabriel__regio100% (1)
- Replace No.3 API Oil Separator Project: Daily Fitup ReportDokument20 SeitenReplace No.3 API Oil Separator Project: Daily Fitup Reportsajay2010Noch keine Bewertungen
- Steel Structure Design and Fabrication RequirementsDokument11 SeitenSteel Structure Design and Fabrication RequirementssbunNoch keine Bewertungen
- Pressure Test Execution Plan Mar 24 Rev.cDokument12 SeitenPressure Test Execution Plan Mar 24 Rev.cAbdullah Al JubayerNoch keine Bewertungen
- Welding Control ProcedureDokument18 SeitenWelding Control ProceduresumitNoch keine Bewertungen
- FQP GeneralDokument21 SeitenFQP GeneralgaladrialNoch keine Bewertungen
- Company Logo Added to QAP DocumentDokument4 SeitenCompany Logo Added to QAP Documentmanoj thakkar100% (1)
- List WPS For Piping Package-B. Rev.0.1 (Att-B)Dokument14 SeitenList WPS For Piping Package-B. Rev.0.1 (Att-B)Ferdie OSNoch keine Bewertungen
- Welding Coordinator WeldMap Weld Data Sheet PDFDokument1 SeiteWelding Coordinator WeldMap Weld Data Sheet PDFAzhar AhmadNoch keine Bewertungen
- Inspection and Test Plan Piping Works Main Deck, Service Platform, Module, EtcDokument3 SeitenInspection and Test Plan Piping Works Main Deck, Service Platform, Module, Etcaditya kokoNoch keine Bewertungen
- Wps & PQR and Weld Map and Test PlanDokument67 SeitenWps & PQR and Weld Map and Test PlanmarghoobNoch keine Bewertungen
- QAQC Procedure For Fabrication - Flare KOD Rev ADokument9 SeitenQAQC Procedure For Fabrication - Flare KOD Rev ARajesh K Pillai100% (1)
- Optimized Title for Welspun MPQT ReportDokument84 SeitenOptimized Title for Welspun MPQT ReportAlam MD SazidNoch keine Bewertungen
- 01 Procedure For Structural SteelDokument9 Seiten01 Procedure For Structural Steelpunitg_2Noch keine Bewertungen
- Wps Mig PDF FreeDokument3 SeitenWps Mig PDF Freehanz bermejoNoch keine Bewertungen
- Welding Procedure Specification (WPS)Dokument2 SeitenWelding Procedure Specification (WPS)Abdulmecit YetisNoch keine Bewertungen
- Fitup (2019!06!01) Report-91 OfficialDokument2 SeitenFitup (2019!06!01) Report-91 OfficialCarlosNoch keine Bewertungen
- Control flow diagram for GACC's new welder qualification processDokument1 SeiteControl flow diagram for GACC's new welder qualification processSiddiqui Abdul KhaliqNoch keine Bewertungen
- Checklist for WPS-PQR certification requirementsDokument1 SeiteChecklist for WPS-PQR certification requirementsssNoch keine Bewertungen
- NDT Request (Template)Dokument4 SeitenNDT Request (Template)Bethel NdifonNoch keine Bewertungen
- Welder Qualification Test - WQT by ITPI-IWESDokument1 SeiteWelder Qualification Test - WQT by ITPI-IWESsanul mulyNoch keine Bewertungen
- Weld Book - Flare KOD - Structure Rev ADokument169 SeitenWeld Book - Flare KOD - Structure Rev ARajesh K PillaiNoch keine Bewertungen
- Fabrication Inspection Progress ReportDokument4 SeitenFabrication Inspection Progress ReportNorman MoralesNoch keine Bewertungen
- WPS ListDokument2 SeitenWPS ListAdeel OmerNoch keine Bewertungen
- 3 Steel Structure Installation CLDokument2 Seiten3 Steel Structure Installation CLwhah11Noch keine Bewertungen
- WPS - Smaw - 2Dokument6 SeitenWPS - Smaw - 2Harkesh RajputNoch keine Bewertungen
- Wps Model 2 PDFDokument17 SeitenWps Model 2 PDFbeyNoch keine Bewertungen
- N0200003 - NEW-F201-0 - Inspection & Test PlanDokument3 SeitenN0200003 - NEW-F201-0 - Inspection & Test PlanAfiq RamliNoch keine Bewertungen
- Final Dimension Control Procedure - Flare KOD Rev ADokument9 SeitenFinal Dimension Control Procedure - Flare KOD Rev ARajesh K Pillai100% (1)
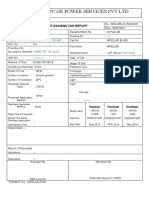
- NTPC Ge Power Services PVT LTD: Liquid Penetrant Examination ReportDokument2 SeitenNTPC Ge Power Services PVT LTD: Liquid Penetrant Examination ReportBalkishan DyavanapellyNoch keine Bewertungen
- Procedure For WeldingDokument7 SeitenProcedure For WeldingMecon Hyderabad100% (1)
- Al-Suwaidi Industrial Welding ReportDokument85 SeitenAl-Suwaidi Industrial Welding ReportwalitedisonNoch keine Bewertungen
- Welding Map: PROJECT: Repair of Damaged Pipelines & Process Lines - MARETAP - EZZAOUIA FIELDDokument1 SeiteWelding Map: PROJECT: Repair of Damaged Pipelines & Process Lines - MARETAP - EZZAOUIA FIELDMajdi Jerbi100% (1)
- Back Weld Repair Procedure QualificationDokument15 SeitenBack Weld Repair Procedure QualificationFelipe Vásquez ArribasplataNoch keine Bewertungen
- Flash Report-2016-2-21Dokument3 SeitenFlash Report-2016-2-21sujinlongNoch keine Bewertungen
- Welder ID Card BRE KarahaDokument5 SeitenWelder ID Card BRE KarahaHerruSetiawan100% (1)
- WelderPOT 2009finalDokument160 SeitenWelderPOT 2009finalMayo de la PazNoch keine Bewertungen
- Offshore Marinetech PVT - LTD: Electrode Baking RegisterDokument3 SeitenOffshore Marinetech PVT - LTD: Electrode Baking RegisterPrathamesh OmtechNoch keine Bewertungen
- Material Inspection ReportDokument2 SeitenMaterial Inspection ReportReza AchmalyadiNoch keine Bewertungen
- WFP 2-01 ASME B31 Piping Welding ProcedureDokument8 SeitenWFP 2-01 ASME B31 Piping Welding Procedureleodavid87Noch keine Bewertungen
- Saudi Aramco WPS Procedure ApprovalDokument7 SeitenSaudi Aramco WPS Procedure ApprovalAkansha SharmaNoch keine Bewertungen
- Saudi Aramco Typical Inspection Plan: Welding & Site Assembly of Spherical Vessel SATIP-W-010-02 31-Dec-14 MechanicalDokument5 SeitenSaudi Aramco Typical Inspection Plan: Welding & Site Assembly of Spherical Vessel SATIP-W-010-02 31-Dec-14 MechanicalpravinNoch keine Bewertungen
- Construction Steel Erection PlansDokument10 SeitenConstruction Steel Erection PlansTran KhuynhNoch keine Bewertungen
- Is Standard ListDokument5 SeitenIs Standard ListbalramkinageNoch keine Bewertungen
- JIMT Visual Inspection ReportDokument1.913 SeitenJIMT Visual Inspection Reportgomathyselvi100% (1)
- 5657-Jawad Hanif CV TakreerDokument6 Seiten5657-Jawad Hanif CV TakreerkanchithalaiNoch keine Bewertungen
- Mabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkDokument38 SeitenMabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkJabel Oil Services Technical DPTNoch keine Bewertungen
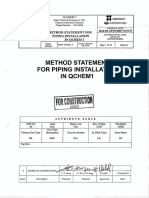
- MS For Piping Installation in QChem 1 Site Rev0Dokument18 SeitenMS For Piping Installation in QChem 1 Site Rev0Manzar KhanNoch keine Bewertungen
- Heavy Wall DP & Drill CollarsDokument13 SeitenHeavy Wall DP & Drill CollarsNigin ParambathNoch keine Bewertungen
- Drill PipeDokument14 SeitenDrill PipeNigin Parambath100% (2)
- Ram PreventerDokument19 SeitenRam PreventerNigin Parambath100% (1)
- Crown BlockDokument6 SeitenCrown BlockNigin ParambathNoch keine Bewertungen
- HookDokument11 SeitenHookNigin ParambathNoch keine Bewertungen
- DiverterDokument9 SeitenDiverterNigin ParambathNoch keine Bewertungen
- DerrickDokument17 SeitenDerrickNigin Parambath100% (4)
- Of-Pla NF00074 1001D PDFDokument8 SeitenOf-Pla NF00074 1001D PDFNigin ParambathNoch keine Bewertungen
- B5Dokument1 SeiteB5Nigin ParambathNoch keine Bewertungen
- Jis Gate ValveDokument1 SeiteJis Gate ValveNigin ParambathNoch keine Bewertungen
- Nuflo Orifice Plate PDFDokument8 SeitenNuflo Orifice Plate PDFNigin ParambathNoch keine Bewertungen
- Stainless Steel Pressure RatingsDokument7 SeitenStainless Steel Pressure RatingsNauman KhanNoch keine Bewertungen
- Pfi-Es-44 (1999)Dokument13 SeitenPfi-Es-44 (1999)elangopi89100% (1)
- ASME B16.5 Ring Joint Facings Table DimensionsDokument1 SeiteASME B16.5 Ring Joint Facings Table DimensionsNigin ParambathNoch keine Bewertungen
- Ori Flo PDFDokument14 SeitenOri Flo PDFNigin ParambathNoch keine Bewertungen
- Coupling 2Dokument19 SeitenCoupling 2tushar9810080Noch keine Bewertungen
- Chicken RoastDokument5 SeitenChicken RoastNigin ParambathNoch keine Bewertungen
- FL4013Dokument4 SeitenFL4013elenic777Noch keine Bewertungen
- Boneless Chilly CHICKENDokument5 SeitenBoneless Chilly CHICKENNigin ParambathNoch keine Bewertungen
- Chicken GingerDokument1 SeiteChicken GingerNigin ParambathNoch keine Bewertungen
- Grundfos White PaperDokument8 SeitenGrundfos White PapermishraenggNoch keine Bewertungen
- Chapter5 - Drive CouplingsDokument90 SeitenChapter5 - Drive Couplingsvijay219100% (1)
- KTR Kat99pp01Dokument0 SeitenKTR Kat99pp01Nigin ParambathNoch keine Bewertungen
- Know Your Gym: Exercise SafetyDokument2 SeitenKnow Your Gym: Exercise SafetyNigin ParambathNoch keine Bewertungen
- KTR Pump-Couplings PDFDokument44 SeitenKTR Pump-Couplings PDFGeorge_Wabag_2014Noch keine Bewertungen
- InspireFitness M2 WallChartDokument1 SeiteInspireFitness M2 WallChartNigin ParambathNoch keine Bewertungen
- DIN 2566 Threaded Flange PN10 and PN16Dokument1 SeiteDIN 2566 Threaded Flange PN10 and PN16Nigin ParambathNoch keine Bewertungen
- Bend Tooling's Tube Bending Tools Set-Up GuideDokument3 SeitenBend Tooling's Tube Bending Tools Set-Up GuideNigin ParambathNoch keine Bewertungen
- Ovr IbDokument27 SeitenOvr IbAriel CaresNoch keine Bewertungen
- Hydraulics Engineering Course OverviewDokument35 SeitenHydraulics Engineering Course Overviewahmad akramNoch keine Bewertungen
- Computer Networks Transmission Media: Dr. Mohammad AdlyDokument14 SeitenComputer Networks Transmission Media: Dr. Mohammad AdlyRichthofen Flies Bf109Noch keine Bewertungen
- Masteringphys 14Dokument20 SeitenMasteringphys 14CarlosGomez0% (3)
- 2021 Impact of Change Forecast Highlights: COVID-19 Recovery and Impact On Future UtilizationDokument17 Seiten2021 Impact of Change Forecast Highlights: COVID-19 Recovery and Impact On Future UtilizationwahidNoch keine Bewertungen
- Maxx 1657181198Dokument4 SeitenMaxx 1657181198Super UserNoch keine Bewertungen
- Evil Days of Luckless JohnDokument5 SeitenEvil Days of Luckless JohnadikressNoch keine Bewertungen
- CFO TagsDokument95 SeitenCFO Tagssatyagodfather0% (1)
- 4 Factor DoeDokument5 Seiten4 Factor Doeapi-516384896Noch keine Bewertungen
- Level 10 Halfling For DCCDokument1 SeiteLevel 10 Halfling For DCCQunariNoch keine Bewertungen
- Worksheet 5 Communications and Privacy: Unit 6 CommunicationDokument3 SeitenWorksheet 5 Communications and Privacy: Unit 6 Communicationwh45w45hw54Noch keine Bewertungen
- Joining Instruction 4 Years 22 23Dokument11 SeitenJoining Instruction 4 Years 22 23Salmini ShamteNoch keine Bewertungen
- Jesd8 15aDokument22 SeitenJesd8 15aSridhar PonnurangamNoch keine Bewertungen
- The Smith Generator BlueprintsDokument36 SeitenThe Smith Generator BlueprintsZoran AleksicNoch keine Bewertungen
- Human Rights Alert: Corrective Actions in Re: Litigation Involving Financial InstitutionsDokument3 SeitenHuman Rights Alert: Corrective Actions in Re: Litigation Involving Financial InstitutionsHuman Rights Alert - NGO (RA)Noch keine Bewertungen
- Mobile ApplicationDokument2 SeitenMobile Applicationdarebusi1Noch keine Bewertungen
- Hipotension 6Dokument16 SeitenHipotension 6arturo castilloNoch keine Bewertungen
- Qad Quick StartDokument534 SeitenQad Quick StartMahadev Subramani100% (1)
- Consumers ' Usage and Adoption of E-Pharmacy in India: Mallika SrivastavaDokument16 SeitenConsumers ' Usage and Adoption of E-Pharmacy in India: Mallika SrivastavaSundaravel ElangovanNoch keine Bewertungen
- Wheeled Loader L953F Specifications and DimensionsDokument1 SeiteWheeled Loader L953F Specifications and Dimensionssds khanhNoch keine Bewertungen
- Simba s7d Long Hole Drill RigDokument2 SeitenSimba s7d Long Hole Drill RigJaime Asis LopezNoch keine Bewertungen
- Extrajudicial Settlement of Estate Rule 74, Section 1 ChecklistDokument8 SeitenExtrajudicial Settlement of Estate Rule 74, Section 1 ChecklistMsyang Ann Corbo DiazNoch keine Bewertungen
- Guide To Raising Capital From Angel Investors Ebook From The Startup Garage PDFDokument20 SeitenGuide To Raising Capital From Angel Investors Ebook From The Startup Garage PDFLars VonTurboNoch keine Bewertungen
- Service Manual: Precision SeriesDokument32 SeitenService Manual: Precision SeriesMoises ShenteNoch keine Bewertungen
- Precision Machine Components: NSK Linear Guides Ball Screws MonocarriersDokument564 SeitenPrecision Machine Components: NSK Linear Guides Ball Screws MonocarriersDorian Cristian VatavuNoch keine Bewertungen
- Duca Industries March 2023 pay slip for Dipankar MondalDokument1 SeiteDuca Industries March 2023 pay slip for Dipankar MondalPritam GoswamiNoch keine Bewertungen
- The Dominant Regime Method - Hinloopen and Nijkamp PDFDokument20 SeitenThe Dominant Regime Method - Hinloopen and Nijkamp PDFLuiz Felipe GuaycuruNoch keine Bewertungen
- Critical Methodology Analysis: 360' Degree Feedback: Its Role in Employee DevelopmentDokument3 SeitenCritical Methodology Analysis: 360' Degree Feedback: Its Role in Employee DevelopmentJatin KaushikNoch keine Bewertungen