Das könnte Ihnen auch gefallen
- Elcid Test of GeneratorDokument39 SeitenElcid Test of GeneratorSanjib Kumar Sahoo100% (4)
- Hi POT Test BasicsDokument6 SeitenHi POT Test BasicsdeepakNoch keine Bewertungen
- Generator CommissioningDokument90 SeitenGenerator CommissioningSam94% (18)
- The Basics of Insulation TestingDokument6 SeitenThe Basics of Insulation TestingbhpNoch keine Bewertungen
- Practical Guide To Dielectric TestingDokument8 SeitenPractical Guide To Dielectric TestingDEADMANNoch keine Bewertungen
- HIPOT Testing (Dielectric Strength Test)Dokument5 SeitenHIPOT Testing (Dielectric Strength Test)Wathik AbmNoch keine Bewertungen
- Gen Write UpDokument11 SeitenGen Write Upsarirag100% (1)
- Testing of Large Electric Generators For Suitability of ServiceDokument32 SeitenTesting of Large Electric Generators For Suitability of ServiceDany KanNoch keine Bewertungen
- HV Test of PanelsDokument5 SeitenHV Test of PanelsSumit SawaiNoch keine Bewertungen
- EDOC-Transformer Diagnostics and Condition AssessmentDokument16 SeitenEDOC-Transformer Diagnostics and Condition AssessmentEl Comedor Benedict100% (1)
- Understanding The How and Why of Electrical Product Safety TestingDokument8 SeitenUnderstanding The How and Why of Electrical Product Safety TestingLanstein Joe E PNoch keine Bewertungen
- Circuit Breaker Testing SWP: 1 Purpose AND ScopeDokument6 SeitenCircuit Breaker Testing SWP: 1 Purpose AND ScopeJarrett MathewsNoch keine Bewertungen
- Testing and Commissioning of Electrical EquipmentDokument6 SeitenTesting and Commissioning of Electrical EquipmentGreeshma PuttannaNoch keine Bewertungen
- HIPOT Testing Dielectric Strength TestDokument4 SeitenHIPOT Testing Dielectric Strength TestDev Swain100% (1)
- HIPOT, Lorenz, EtcDokument52 SeitenHIPOT, Lorenz, EtcEmanuCrsua100% (1)
- Problems With Newer Generators 3Dokument72 SeitenProblems With Newer Generators 3Engr Irfan AkhtarNoch keine Bewertungen
- Hi POT Testing OptionsDokument3 SeitenHi POT Testing Optionspaolomike1Noch keine Bewertungen
- HIPOT Testing Dielectric Strength TestDokument4 SeitenHIPOT Testing Dielectric Strength TestAriel DimacaliNoch keine Bewertungen
- What Is HIPOT Testing (Dielectric Strength Test) ?Dokument52 SeitenWhat Is HIPOT Testing (Dielectric Strength Test) ?raza239100% (3)
- Power Cable Testing and Diagnostics OverviewDokument22 SeitenPower Cable Testing and Diagnostics OverviewanuragpugaliaNoch keine Bewertungen
- TheHipotTest-5.16 2Dokument27 SeitenTheHipotTest-5.16 2justin cardinalNoch keine Bewertungen
- Hipot TestDokument5 SeitenHipot TestSanjeet Saud100% (2)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsVon EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsBewertung: 3.5 von 5 Sternen3.5/5 (3)
- What Is HIPOT Testing (Dielectric Strength Test) - EEPDokument7 SeitenWhat Is HIPOT Testing (Dielectric Strength Test) - EEPmahmoud fawzyNoch keine Bewertungen
- Guidelines For High Potential (Hi-Pot) DC Testing of Medium Voltage Cables - EEPDokument11 SeitenGuidelines For High Potential (Hi-Pot) DC Testing of Medium Voltage Cables - EEPSheraz Khan100% (2)
- Substation Construction ManualDokument63 SeitenSubstation Construction ManualAnicet VincentNoch keine Bewertungen
- Electrical System TestingDokument10 SeitenElectrical System TestingoritasNoch keine Bewertungen
- Transformer Testing by Afees Ahamed Egger IndiaDokument27 SeitenTransformer Testing by Afees Ahamed Egger IndialrpatraNoch keine Bewertungen
- Testing Motor by BakerDokument11 SeitenTesting Motor by BakerAhmad Nazri100% (1)
- Switching in Electrical Transmission and Distribution SystemsVon EverandSwitching in Electrical Transmission and Distribution SystemsNoch keine Bewertungen
- A Guide To Transformer Oil Analysis: BY I.A.R. GRAY Transformer Chemistry ServicesDokument12 SeitenA Guide To Transformer Oil Analysis: BY I.A.R. GRAY Transformer Chemistry ServicesAnonymous OCDJg17Z100% (1)
- GVPI Assessment-EASA 2014 v2Dokument7 SeitenGVPI Assessment-EASA 2014 v2mersiumNoch keine Bewertungen
- Importance of HIPOT Testing: Dielectric Withstand TestDokument6 SeitenImportance of HIPOT Testing: Dielectric Withstand TestelsayedNoch keine Bewertungen
- Hipot Testing in Industry: Standards and Good Practices: M. Marchevsky, LBNLDokument17 SeitenHipot Testing in Industry: Standards and Good Practices: M. Marchevsky, LBNLnachiNoch keine Bewertungen
- HIPOT TestingDokument4 SeitenHIPOT Testingparuchurivenkat5272100% (1)
- Design & Control Smart Automatic Water Monitoring SystemDokument3 SeitenDesign & Control Smart Automatic Water Monitoring SystemRahul SharmaNoch keine Bewertungen
- Baker Surge Testing Electric Motors WPDokument8 SeitenBaker Surge Testing Electric Motors WPBisto MasiloNoch keine Bewertungen
- Power Quality Audit FinalDokument3 SeitenPower Quality Audit FinalEngr Irfan AkhtarNoch keine Bewertungen
- Heraeus Megafuge 8, Thermo Scientific SL8 Centrifuge - Service ManualDokument62 SeitenHeraeus Megafuge 8, Thermo Scientific SL8 Centrifuge - Service Manualdescarteso50% (2)
- 800 KV TL DesignDokument67 Seiten800 KV TL Designravi0312150% (2)
- Governance For The Eurozone - Integration or DisintegrationDokument264 SeitenGovernance For The Eurozone - Integration or DisintegrationManuel SantillanNoch keine Bewertungen
- Diagnostics Testing of High Voltage MotorDokument9 SeitenDiagnostics Testing of High Voltage MotorSanjayNoch keine Bewertungen
- DC HiPot Testing Guidelines For MV Cables - General CableDokument2 SeitenDC HiPot Testing Guidelines For MV Cables - General CableMBulga100% (2)
- DC Hi-Pot Testing Rev 1Dokument6 SeitenDC Hi-Pot Testing Rev 1Muhammad Taufiq100% (2)
- Motor and Generator High Voltage AC Testing 1Dokument6 SeitenMotor and Generator High Voltage AC Testing 1Cristian NicolaeNoch keine Bewertungen
- Hipot TestDokument5 SeitenHipot Testmurugakings2008Noch keine Bewertungen
- Insulator Testing of AC Generator WindingDokument4 SeitenInsulator Testing of AC Generator WindingAnurag Pritam SahuNoch keine Bewertungen
- What Is HIPOT Testing Dielectric Strength TestDokument4 SeitenWhat Is HIPOT Testing Dielectric Strength TesthafizgNoch keine Bewertungen
- HIPOTDokument5 SeitenHIPOTHARIHARANNoch keine Bewertungen
- Doc1226 Hipot TestingDokument2 SeitenDoc1226 Hipot TestingCésar Díaz LiberonaNoch keine Bewertungen
- Hipot Testing of Magnetic ComponentsDokument2 SeitenHipot Testing of Magnetic ComponentsSahreen AbbiiNoch keine Bewertungen
- 1 E Doc1236 Hipot TestingDokument2 Seiten1 E Doc1236 Hipot TestingSahreen AbbiiNoch keine Bewertungen
- EDOC-Transformer Diagnostics and Condition AssessmentDokument16 SeitenEDOC-Transformer Diagnostics and Condition AssessmentEl Comedor BenedictNoch keine Bewertungen
- Summary of Customer Witness Tests - 1HSA802 080-01 Rev 5 - STD - 2021-11Dokument1 SeiteSummary of Customer Witness Tests - 1HSA802 080-01 Rev 5 - STD - 2021-11robby a. malikNoch keine Bewertungen
- TransformerDokument9 SeitenTransformerVikas GuptaNoch keine Bewertungen
- The Impact of High Potential (Hipot) Testing OnDokument4 SeitenThe Impact of High Potential (Hipot) Testing OnGonzalo GómezNoch keine Bewertungen
- Distribution Transformer TestingDokument2 SeitenDistribution Transformer TestingjamilsoriaNoch keine Bewertungen
- Advanced Transformer Diagnostics PDF ADTS 2023 Dupuis ENUDokument51 SeitenAdvanced Transformer Diagnostics PDF ADTS 2023 Dupuis ENUfernandoquecaNoch keine Bewertungen
- Final Version - Impulse Testing and Insulation Deterioration in Electric MotorsDokument6 SeitenFinal Version - Impulse Testing and Insulation Deterioration in Electric MotorsJoseph ChamiNoch keine Bewertungen
- QCP e 11 Hipot TestDokument4 SeitenQCP e 11 Hipot Testari_prasNoch keine Bewertungen
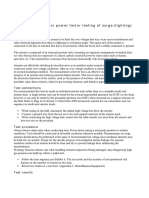
- Application Guide For Power Factor Testing of Surge (Lighting) ArrestersDokument2 SeitenApplication Guide For Power Factor Testing of Surge (Lighting) ArrestersWilliam NuevoNoch keine Bewertungen
- What Is HIPOT TestingDokument4 SeitenWhat Is HIPOT TestingYasir JamilNoch keine Bewertungen
- Ee 1402 High Voltage Engineering: Unit 5Dokument53 SeitenEe 1402 High Voltage Engineering: Unit 5Biruk TemesgenNoch keine Bewertungen
- Specifying Generator TestingDokument4 SeitenSpecifying Generator TestingAmit BiswasNoch keine Bewertungen
- Done - Electrical-Engineering-Portal - Com-Insulation Tests On Electric Motors and Generators DC High Potential Testing HiPotDokument12 SeitenDone - Electrical-Engineering-Portal - Com-Insulation Tests On Electric Motors and Generators DC High Potential Testing HiPotengineering.arianNoch keine Bewertungen
- High Voltage Testing & Insulation CoordinationDokument60 SeitenHigh Voltage Testing & Insulation CoordinationAnish John Paul MNoch keine Bewertungen
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesVon EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNoch keine Bewertungen
- ITB Short Form Construction Contract Section IV 13 Elec. D.repDokument5 SeitenITB Short Form Construction Contract Section IV 13 Elec. D.repdairiseaNoch keine Bewertungen
- Concrete Work PDFDokument13 SeitenConcrete Work PDFIsmaulIkhsanMpNoch keine Bewertungen
- PD Surveys BrochureDokument2 SeitenPD Surveys BrochureEngr Irfan AkhtarNoch keine Bewertungen
- Tap Changer Condition Assessment Using DRM: Prescon Engineering PVT LimitedDokument1 SeiteTap Changer Condition Assessment Using DRM: Prescon Engineering PVT LimitedEngr Irfan AkhtarNoch keine Bewertungen
- Resume Noman Rasool.Dokument3 SeitenResume Noman Rasool.Engr Irfan AkhtarNoch keine Bewertungen
- PD Surveys BrochureDokument2 SeitenPD Surveys BrochureEngr Irfan AkhtarNoch keine Bewertungen
- TanD Res InfoDokument6 SeitenTanD Res InfojjcanoolivaresNoch keine Bewertungen
- Diverter Switch LTC OperationDokument11 SeitenDiverter Switch LTC OperationEngr Irfan AkhtarNoch keine Bewertungen
- Prescon Advantage PDFDokument1 SeitePrescon Advantage PDFEngr Irfan AkhtarNoch keine Bewertungen
- Siemens ISCMDokument5 SeitenSiemens ISCMEngr Irfan AkhtarNoch keine Bewertungen
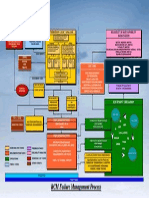
- RCM Failure Management Process: Reliability & Maintainability Data Analysis RCM Decision Logic / Analysis FmecaDokument1 SeiteRCM Failure Management Process: Reliability & Maintainability Data Analysis RCM Decision Logic / Analysis FmecaEngr Irfan Akhtar100% (1)
- Tdei Emi-Pd Rev1Dokument16 SeitenTdei Emi-Pd Rev1Engr Irfan AkhtarNoch keine Bewertungen
- Tap Changer Condition Assessment Using DRM: Prescon Engineering PVT LimitedDokument1 SeiteTap Changer Condition Assessment Using DRM: Prescon Engineering PVT LimitedEngr Irfan AkhtarNoch keine Bewertungen
- Services and Solutions e 1Dokument0 SeitenServices and Solutions e 1Engr Irfan AkhtarNoch keine Bewertungen
- 04 C 4Dokument22 Seiten04 C 4Jose Luis RattiaNoch keine Bewertungen
- Tdei Emi-Pd Rev1Dokument16 SeitenTdei Emi-Pd Rev1Engr Irfan AkhtarNoch keine Bewertungen
- UET AlumniDokument8 SeitenUET AlumniEngr Irfan AkhtarNoch keine Bewertungen
- TM4 Profil Corporatif - OB110511Dokument8 SeitenTM4 Profil Corporatif - OB110511Engr Irfan AkhtarNoch keine Bewertungen
- Tdei Emi-Pd Rev1Dokument16 SeitenTdei Emi-Pd Rev1Engr Irfan AkhtarNoch keine Bewertungen
- 04 C 4Dokument22 Seiten04 C 4Jose Luis RattiaNoch keine Bewertungen
- Irfan Akhtar - Brief IntroDokument1 SeiteIrfan Akhtar - Brief IntroEngr Irfan AkhtarNoch keine Bewertungen
- SF6 Properties and Use in MV and HV SwitchgearDokument26 SeitenSF6 Properties and Use in MV and HV SwitchgearPradeep_Vashist100% (1)
- UET AlumniDokument8 SeitenUET AlumniEngr Irfan AkhtarNoch keine Bewertungen
- RMO200A: Micro OhmmeterDokument3 SeitenRMO200A: Micro OhmmeterEngr Irfan AkhtarNoch keine Bewertungen
- Earth Clamp Tester 6416 6417 Technical PresentationDokument22 SeitenEarth Clamp Tester 6416 6417 Technical PresentationEngr Irfan AkhtarNoch keine Bewertungen
- Arrestors Default DetectorDokument3 SeitenArrestors Default Detectoragust1988Noch keine Bewertungen
- BB - Electric BoilersDokument36 SeitenBB - Electric BoilersdionerkyNoch keine Bewertungen
- Lecture #3: Systems ClassificationDokument47 SeitenLecture #3: Systems ClassificationKarteny BhaskaranNoch keine Bewertungen
- Live BookDokument360 SeitenLive BookfilipeNoch keine Bewertungen
- 2SB1342 PDFDokument3 Seiten2SB1342 PDFMarcos Guilherme CunhaNoch keine Bewertungen
- HDWA-PRC004A-EN - Product Catalog 2021Dokument32 SeitenHDWA-PRC004A-EN - Product Catalog 2021Emerson PenaforteNoch keine Bewertungen
- MIC101 - Koushik DuttaDokument16 SeitenMIC101 - Koushik DuttaKoushik DuttaNoch keine Bewertungen
- Echipament ProtectieDokument3 SeitenEchipament ProtectieBaltoiu AurelianNoch keine Bewertungen
- Silicon N Channel MOS FET High Speed Power Switching: FeaturesDokument7 SeitenSilicon N Channel MOS FET High Speed Power Switching: Featurestecnologo456Noch keine Bewertungen
- Bluetooth Based Home Automation System Using CellphoneDokument5 SeitenBluetooth Based Home Automation System Using CellphonemohanNoch keine Bewertungen
- ST 6M1Dokument4 SeitenST 6M1MahammadhusainNoch keine Bewertungen
- 13322457-Panasonic Ag-Dvx100 Dvx100p Service Manual Repair GuideDokument409 Seiten13322457-Panasonic Ag-Dvx100 Dvx100p Service Manual Repair GuidepflodinNoch keine Bewertungen
- iPowerCube-M 5000Wh Datasheet Draft C - (20210730)Dokument2 SeiteniPowerCube-M 5000Wh Datasheet Draft C - (20210730)Eisac SagimanNoch keine Bewertungen
- Digital Signal Processing: CMPE 30244Dokument19 SeitenDigital Signal Processing: CMPE 30244Nathaniel BaldevinoNoch keine Bewertungen
- Entire HLON Fault (ERR - ALL - HALL) : Point of Detection ApplicationDokument1 SeiteEntire HLON Fault (ERR - ALL - HALL) : Point of Detection ApplicationDaniel GatdulaNoch keine Bewertungen
- Part Book HANSHINDokument57 SeitenPart Book HANSHINService PTNK100% (2)
- Pages From Electrical Insulation For Rotating Machines - Design, Evaluation, Aging, Testing, and Repair-5Dokument4 SeitenPages From Electrical Insulation For Rotating Machines - Design, Evaluation, Aging, Testing, and Repair-5Muhammad AsimNoch keine Bewertungen
- DET40073 - Topic 1Dokument54 SeitenDET40073 - Topic 1KuhaanProNoch keine Bewertungen
- Power IT Solution in KEPCODokument19 SeitenPower IT Solution in KEPCOricklee4824Noch keine Bewertungen
- Tm2Amm3Ht: Product Data SheetDokument8 SeitenTm2Amm3Ht: Product Data SheetTeguhNoch keine Bewertungen
- MemoryDokument60 SeitenMemoryNagendraBabuNoch keine Bewertungen
- Fig.1 Block Diagram of TransmitterDokument5 SeitenFig.1 Block Diagram of TransmitterKranthi KumarNoch keine Bewertungen
- Microwave OvenDokument12 SeitenMicrowave OvenAnamul HasanNoch keine Bewertungen
- Air Sensor SAC Ex Manual 2.1Dokument11 SeitenAir Sensor SAC Ex Manual 2.1Durga DeviNoch keine Bewertungen
- Pilot Devices - 22 MM: Explanation of Type CodesDokument1 SeitePilot Devices - 22 MM: Explanation of Type CodespsatyasrinivasNoch keine Bewertungen
- 10144ec602 Measurements and Instrumentation PDFDokument93 Seiten10144ec602 Measurements and Instrumentation PDFsol_ashu95100% (1)
- EE380 Intro 2016Dokument13 SeitenEE380 Intro 2016rohanNoch keine Bewertungen