Das könnte Ihnen auch gefallen
- ERG100Dokument12 SeitenERG100Mohamed TahounNoch keine Bewertungen
- ED3900Dokument8 SeitenED3900Mohamed TahounNoch keine Bewertungen
- Ngineering ATA: Topics in AcousticsDokument4 SeitenNgineering ATA: Topics in AcousticsMohamed TahounNoch keine Bewertungen
- ED2900Dokument2 SeitenED2900Mohamed TahounNoch keine Bewertungen
- ED2500Dokument6 SeitenED2500Mohamed TahounNoch keine Bewertungen
- ED3700Dokument4 SeitenED3700Mohamed TahounNoch keine Bewertungen
- ED3500Dokument2 SeitenED3500Mohamed TahounNoch keine Bewertungen
- ED3000Dokument4 SeitenED3000Mohamed TahounNoch keine Bewertungen
- ED3300Dokument4 SeitenED3300Mohamed Tahoun100% (1)
- ED3100Dokument6 SeitenED3100Mohamed TahounNoch keine Bewertungen
- Ngineering ATA: Fan Damper SelectionDokument4 SeitenNgineering ATA: Fan Damper SelectionMohamed TahounNoch keine Bewertungen
- ED2700Dokument4 SeitenED2700Mohamed TahounNoch keine Bewertungen
- ED1800Dokument8 SeitenED1800kapilnandwanaNoch keine Bewertungen
- ED2200Dokument2 SeitenED2200Mohamed TahounNoch keine Bewertungen
- Fan Performance Characteristics of Centrifugal FansDokument4 SeitenFan Performance Characteristics of Centrifugal FansJan Willem de Ruyter100% (1)
- Types of Single PhaseDokument10 SeitenTypes of Single PhaseKifayat MsdNoch keine Bewertungen
- Ed 2300Dokument4 SeitenEd 2300rlam17Noch keine Bewertungen
- ED2100Dokument6 SeitenED2100Mohamed TahounNoch keine Bewertungen
- Ngineering ATA: Fan Bearing Maintenance & TroubleshootingDokument6 SeitenNgineering ATA: Fan Bearing Maintenance & TroubleshootingRavi DeshmukhNoch keine Bewertungen
- Fan Vibration Isolation ED1900 PDFDokument4 SeitenFan Vibration Isolation ED1900 PDFsivajirao70Noch keine Bewertungen
- ED1700Dokument4 SeitenED1700Mohamed TahounNoch keine Bewertungen
- ED2000Dokument4 SeitenED2000Mohamed TahounNoch keine Bewertungen
- Ngineering ATA: Temperature & Altitude Effects On FansDokument3 SeitenNgineering ATA: Temperature & Altitude Effects On FansMohamed TahounNoch keine Bewertungen
- ED1200Dokument4 SeitenED1200Mohamed TahounNoch keine Bewertungen
- ED1500Dokument3 SeitenED1500Mohamed TahounNoch keine Bewertungen
- ED1000Dokument4 SeitenED1000Mohamed TahounNoch keine Bewertungen
- Fan Belt DriveDokument6 SeitenFan Belt DriveRavi DeshmukhNoch keine Bewertungen
- Ngineering ATA: Field Testing of FansDokument5 SeitenNgineering ATA: Field Testing of FansMohamed TahounNoch keine Bewertungen
- ED800Dokument8 SeitenED800Mohamed TahounNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Brake Booster 1Dokument3 SeitenBrake Booster 1Sagar ChoubeyNoch keine Bewertungen
- BMW 5 Series 530i M Sport Specs and FeaturesDokument1 SeiteBMW 5 Series 530i M Sport Specs and FeaturesVinay RaoNoch keine Bewertungen
- MAN L21 31 PowerPlantDokument248 SeitenMAN L21 31 PowerPlantSmart Lau100% (4)
- Honda 9.9 - BABJDokument137 SeitenHonda 9.9 - BABJCraig Smith67% (3)
- Machinecard: Serial No. C20326 14064CNDokument3 SeitenMachinecard: Serial No. C20326 14064CNAbas AbasariNoch keine Bewertungen
- 1981 Miyata CatalogDokument12 Seiten1981 Miyata Catalogtharunkarra100% (1)
- Corolla 1.8 - 1Dokument4 SeitenCorolla 1.8 - 1Diego496Noch keine Bewertungen
- Driving and Controlling: Drive Controller Electric Transaxle Drive MotorDokument23 SeitenDriving and Controlling: Drive Controller Electric Transaxle Drive Motordgy24wntgcNoch keine Bewertungen
- Diesel Generator Set C Series: Specification SheetDokument4 SeitenDiesel Generator Set C Series: Specification Sheetrobinknit2009Noch keine Bewertungen
- Parts Book Hd785-7 Lepbh78703 J30001-UpDokument674 SeitenParts Book Hd785-7 Lepbh78703 J30001-UpMc MuklisNoch keine Bewertungen
- SSP 297 TouaregDokument56 SeitenSSP 297 Touaregภูเก็ต เป็นเกาะ100% (1)
- Manual de Usuario Stihl 009 (53 Páginas)Dokument1 SeiteManual de Usuario Stihl 009 (53 Páginas)toyioriginalNoch keine Bewertungen
- Service Bulletin - Pistons.: Normal CombustionDokument17 SeitenService Bulletin - Pistons.: Normal CombustionRasheed SiddiquiNoch keine Bewertungen
- CF MOTO Manual Taller 300NKDokument210 SeitenCF MOTO Manual Taller 300NKEvaColAra100% (5)
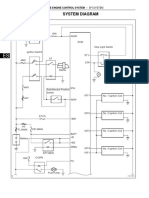
- System Diagram: 2Az-Fe Engine Control System - Sfi SystemDokument3 SeitenSystem Diagram: 2Az-Fe Engine Control System - Sfi SystemdennoNoch keine Bewertungen
- Toyota Starlet KP6 - Series Body Style Wiring DiagramsDokument13 SeitenToyota Starlet KP6 - Series Body Style Wiring Diagramscap67% (6)
- RadionDokument45 SeitenRadiontvsparavattani50% (2)
- Toyota Vios Ecu Wiring DiagramDokument4 SeitenToyota Vios Ecu Wiring DiagramSri Yuniati17% (6)
- C Loth Seat - OptionalDokument3 SeitenC Loth Seat - Optionalcrash2804Noch keine Bewertungen
- Isx Cpls Piston Overhaul Cross Ref PDFDokument1 SeiteIsx Cpls Piston Overhaul Cross Ref PDFAlex Renne ChambiNoch keine Bewertungen
- Chappter3 BirleştirildiDokument98 SeitenChappter3 Birleştirildikaybedenler kulübüNoch keine Bewertungen
- Design and Development of A Dry Sump Lubrication System For A Formula SAE Race CarDokument9 SeitenDesign and Development of A Dry Sump Lubrication System For A Formula SAE Race CarSunnyNoch keine Bewertungen
- Workshop ManualDokument52 SeitenWorkshop ManualMarko ZgNoch keine Bewertungen
- Inventory of Windshields (Inventario de ParabrisasDokument18 SeitenInventory of Windshields (Inventario de ParabrisasDomo StoreNoch keine Bewertungen
- Servoembrague 970 051: Clutch Servo UnitDokument5 SeitenServoembrague 970 051: Clutch Servo Unithoduart0620Noch keine Bewertungen
- Excavator Forest Mach Front Shovels Mat HNDLR Mini Hydraulic Wheeled ExDokument595 SeitenExcavator Forest Mach Front Shovels Mat HNDLR Mini Hydraulic Wheeled ExEder0% (1)
- Suntour XCM v3 Service Manual PDFDokument3 SeitenSuntour XCM v3 Service Manual PDFaleluja100% (1)
- 2013 Fault Codes PDFDokument286 Seiten2013 Fault Codes PDFAnguchamy Anguchamy89% (35)
- Massey Ferguson 50e Industrial Tractor Service ManualDokument38 SeitenMassey Ferguson 50e Industrial Tractor Service ManualAlexander Mugabe0% (2)
- Chainless Anchoring 2Dokument4 SeitenChainless Anchoring 2Santhosh RamananNoch keine Bewertungen