Das könnte Ihnen auch gefallen
- Process Isolation Guidelines - Refining, Hydrocarbons, Oil, and Gas - CheresourcesDokument5 SeitenProcess Isolation Guidelines - Refining, Hydrocarbons, Oil, and Gas - Cheresourcesjayrolling dollazNoch keine Bewertungen
- De Scaling Plate Heat ExchangersDokument2 SeitenDe Scaling Plate Heat ExchangersKiran DuggarajuNoch keine Bewertungen
- Scraper TrapDokument6 SeitenScraper TrapMayur PatelNoch keine Bewertungen
- Typical P&ID Arrangement For Pig Launchers - Pig ReceiversDokument7 SeitenTypical P&ID Arrangement For Pig Launchers - Pig ReceiversDHAVAL PANCHAL100% (1)
- ETS 601, Piping ClassesDokument17 SeitenETS 601, Piping ClassesElmokadem EinsteinNoch keine Bewertungen
- Safety Valve LaserDokument15 SeitenSafety Valve Lasersajjad_naghdi241Noch keine Bewertungen
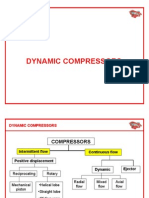
- Dynamic CompressorsDokument48 SeitenDynamic Compressorsamrutnerlikar50% (2)
- Centrifugal CompressorDokument2 SeitenCentrifugal CompressorAyman EsaNoch keine Bewertungen
- Plant Engineering and Design The Ultimate Step-By-Step GuideVon EverandPlant Engineering and Design The Ultimate Step-By-Step GuideNoch keine Bewertungen
- How To Seek The Commodity CodesDokument15 SeitenHow To Seek The Commodity CodesMahmoud A. SalemNoch keine Bewertungen
- Demountable Flare: Parts & Service Incinerators Flares BurnersDokument4 SeitenDemountable Flare: Parts & Service Incinerators Flares BurnersTONNoch keine Bewertungen
- Hot Tap/Stopple & Reinforcement Calculation Request: SECTION 1 (To Be Completed by The Initiating Engineer)Dokument2 SeitenHot Tap/Stopple & Reinforcement Calculation Request: SECTION 1 (To Be Completed by The Initiating Engineer)aqisNoch keine Bewertungen
- TBT - Hotwork On Existing Live PipelinesDokument2 SeitenTBT - Hotwork On Existing Live PipelinesAl DubNoch keine Bewertungen
- CorrosionDokument9 SeitenCorrosionhesampirNoch keine Bewertungen
- IPS e El 110Dokument105 SeitenIPS e El 110alinaghibNoch keine Bewertungen
- (SB0A012) Smith Meter® Integrated Biofuels Blending SkidsDokument8 Seiten(SB0A012) Smith Meter® Integrated Biofuels Blending SkidsRoberto Carlos TeixeiraNoch keine Bewertungen
- Positive Displacement Pumps - Controlled Volume: ScopeDokument8 SeitenPositive Displacement Pumps - Controlled Volume: ScopeHonesto Bautista100% (1)
- 7 Detailed Engineering FacilitiesPetrochemicalsDokument11 Seiten7 Detailed Engineering FacilitiesPetrochemicalsP Eng Suraj SinghNoch keine Bewertungen
- Cryogenic ValvesDokument36 SeitenCryogenic ValvesZakky Ibnu FadjrieNoch keine Bewertungen
- Basis of Design TemplateDokument2 SeitenBasis of Design TemplateAnonymous qaI31HNoch keine Bewertungen
- The New 3rd Edition of The ALPEMA Plate-Fin Heat Exchanger StandardsDokument3 SeitenThe New 3rd Edition of The ALPEMA Plate-Fin Heat Exchanger StandardsvheshaghianNoch keine Bewertungen
- Sulzer MTT Overall BrochureDokument12 SeitenSulzer MTT Overall BrochureMatt AgonyaNoch keine Bewertungen
- Piping ValvesDokument51 SeitenPiping ValvesRohit KambleNoch keine Bewertungen
- Goodwin Check Valve Technical CatalogueDokument68 SeitenGoodwin Check Valve Technical CatalogueVictor RojasNoch keine Bewertungen
- Piping CodesDokument47 SeitenPiping CodesSankar MukaNoch keine Bewertungen
- Piping Fluid Flow Material Selection and Line SizingDokument18 SeitenPiping Fluid Flow Material Selection and Line SizingRamachandran RamNoch keine Bewertungen
- Mersen Process Technologies ProviderDokument6 SeitenMersen Process Technologies ProviderIbhar Santos MumentheyNoch keine Bewertungen
- Piping Material Service IndexDokument3 SeitenPiping Material Service IndexOghenekevwe OrumahNoch keine Bewertungen
- About The CourseDokument2 SeitenAbout The Coursemayur_lanjewar0% (1)
- Codes Pipe LeDokument197 SeitenCodes Pipe Levermaakash22Noch keine Bewertungen
- Storage Tank Steel Cylinder CatalogDokument10 SeitenStorage Tank Steel Cylinder CatalogGore JiangNoch keine Bewertungen
- Piping DownloadDokument15 SeitenPiping DownloadJason RogersNoch keine Bewertungen
- Process Piping Design & Engineering Per ASME B 31.3Dokument16 SeitenProcess Piping Design & Engineering Per ASME B 31.3naveenbaskaran1989Noch keine Bewertungen
- Knock Out Drums and SeparatorsDokument2 SeitenKnock Out Drums and SeparatorsAhmed RedaNoch keine Bewertungen
- Instrumentation - Transmitters and Receivers: APRIL 1994 Page 1 of 6Dokument6 SeitenInstrumentation - Transmitters and Receivers: APRIL 1994 Page 1 of 6Jhonny Rafael Blanco CauraNoch keine Bewertungen
- High Performance Trays PDFDokument9 SeitenHigh Performance Trays PDFAlan ChewNoch keine Bewertungen
- Data Sheet-Ball ValveDokument2 SeitenData Sheet-Ball ValveJatin Vadhera VCSP100% (1)
- Pipesys Tutor PDFDokument30 SeitenPipesys Tutor PDFElmy Zola GintingNoch keine Bewertungen
- Sootblower SpecsDokument4 SeitenSootblower SpecsParthosarothy K MukherjiNoch keine Bewertungen
- B-Jac UsDokument8 SeitenB-Jac Uskay50Noch keine Bewertungen
- Equipment SizingDokument5 SeitenEquipment SizingPandu RockingNoch keine Bewertungen
- Cosasco Access FittingsDokument2 SeitenCosasco Access FittingsE_Rodriguez20Noch keine Bewertungen
- Knockout DrumsDokument1 SeiteKnockout DrumsCheng Kai CongNoch keine Bewertungen
- Steps For The Procurement of Piping / Mechanical ItemsDokument2 SeitenSteps For The Procurement of Piping / Mechanical ItemsSanjeev KumarNoch keine Bewertungen
- Piping Engineering Certification CourseDokument22 SeitenPiping Engineering Certification Courseshiraz ahmedNoch keine Bewertungen
- Print Article - How To Model A Vacuum Breaker Using PIPE-FLODokument7 SeitenPrint Article - How To Model A Vacuum Breaker Using PIPE-FLORafyss RodriguezNoch keine Bewertungen
- Features of Asme b31.3Dokument11 SeitenFeatures of Asme b31.3Ignacio OñateNoch keine Bewertungen
- Kamos Gasket For PipelineDokument3 SeitenKamos Gasket For PipelineKenn Way LeeNoch keine Bewertungen
- Prof. DR: Nazih Noaman BayomiDokument139 SeitenProf. DR: Nazih Noaman Bayomirgopinath5100% (1)
- DBB CatalogueDokument20 SeitenDBB Cataloguerawrr90Noch keine Bewertungen
- General Information On Air-Cooled Heat ExchangersDokument5 SeitenGeneral Information On Air-Cooled Heat ExchangersSrinivas BobbyNoch keine Bewertungen
- Air Cooler PresentationDokument9 SeitenAir Cooler Presentationarcduke100% (3)
- Heat Transfer by Air Cooled Heat Exchangers: EquipmentDokument11 SeitenHeat Transfer by Air Cooled Heat Exchangers: EquipmentMashudi FikriNoch keine Bewertungen
- Fin-Fan FAQDokument10 SeitenFin-Fan FAQPavan Kumar0% (1)
- Air-Cooled Heat Exchangers Fin-Fan: by M.M.SorourDokument64 SeitenAir-Cooled Heat Exchangers Fin-Fan: by M.M.SorourNader GaafarNoch keine Bewertungen
- ACHE Fin Fan TechDokument15 SeitenACHE Fin Fan TechAnonymous 8Mc8boONNoch keine Bewertungen
- FinFan Technical InfoDokument15 SeitenFinFan Technical InfoRoozbeh PNoch keine Bewertungen
- Piping Design For Air Coolers PDFDokument11 SeitenPiping Design For Air Coolers PDFRANJITHNoch keine Bewertungen
- Nigeria Education Indicators 2016 PDFDokument54 SeitenNigeria Education Indicators 2016 PDFyinkaakins2001Noch keine Bewertungen
- Basicaircraftstructure 110325070203 Phpapp02Dokument36 SeitenBasicaircraftstructure 110325070203 Phpapp02yinkaakins2001Noch keine Bewertungen
- Process Engineer Role in PMDokument26 SeitenProcess Engineer Role in PMapi-19919765Noch keine Bewertungen
- Chris Brooks - Storage Tanks Inspection, Maintenance and FailureDokument43 SeitenChris Brooks - Storage Tanks Inspection, Maintenance and FailureAnderson ReyesNoch keine Bewertungen
- Heatloadcalc 140703115613 Phpapp02Dokument73 SeitenHeatloadcalc 140703115613 Phpapp02kprasad_56900Noch keine Bewertungen
- Tank Volume and Nozzle HeightsDokument6 SeitenTank Volume and Nozzle Heightsyinkaakins2001Noch keine Bewertungen
- Loading Arm SpecificationDokument15 SeitenLoading Arm Specificationyinkaakins2001Noch keine Bewertungen
- Nationalplumbingcode 140211104716 Phpapp01 PDFDokument316 SeitenNationalplumbingcode 140211104716 Phpapp01 PDFyinkaakins2001Noch keine Bewertungen
- Heating Ventilation and Air Condtioning: Mahatma Gandhi Mission's College of Engineering and TechnologyDokument39 SeitenHeating Ventilation and Air Condtioning: Mahatma Gandhi Mission's College of Engineering and Technologyyinkaakins2001Noch keine Bewertungen
- Where Are We Now?: ASHRAE STD 62.1 UpdateDokument51 SeitenWhere Are We Now?: ASHRAE STD 62.1 Updateyinkaakins2001Noch keine Bewertungen
- Water Distribution SystemDokument43 SeitenWater Distribution SystemPausePlay100% (1)
- Ventilation:: Basic PrinciplesDokument32 SeitenVentilation:: Basic Principlesyinkaakins2001Noch keine Bewertungen
- HVAC System: AHU Control & TroubleshootingDokument13 SeitenHVAC System: AHU Control & TroubleshootingCooll AzzaNoch keine Bewertungen
- High Performance Ventilation For Multi-Family BuildingsDokument19 SeitenHigh Performance Ventilation For Multi-Family Buildingsyinkaakins2001Noch keine Bewertungen
- Commissioning ProcessDokument14 SeitenCommissioning Processyinkaakins2001Noch keine Bewertungen
- HVAC FormulasDokument7 SeitenHVAC FormulasAshok Kumar S100% (4)
- Process Engineering GuideDokument143 SeitenProcess Engineering Guideyinkaakins2001100% (9)
- Centrifugal Compressor Size EstimationDokument8 SeitenCentrifugal Compressor Size Estimationyinkaakins2001Noch keine Bewertungen
- Boiler CommissioningDokument29 SeitenBoiler Commissioningbratishkaity100% (8)
- Basics of Mechanical VentilationDokument63 SeitenBasics of Mechanical VentilationDiem KhueNoch keine Bewertungen
- Prosedur Start Up Boiler PDFDokument44 SeitenProsedur Start Up Boiler PDFarea_pratama1313100% (1)
- Precommissioning Load TrialDokument47 SeitenPrecommissioning Load Trialyinkaakins2001100% (3)
- Steamblowing 140909102821 Phpapp02.ppsxDokument27 SeitenSteamblowing 140909102821 Phpapp02.ppsxImran MohiuddinNoch keine Bewertungen
- Precommissioning Load TrialDokument47 SeitenPrecommissioning Load Trialyinkaakins2001100% (3)
- My Rotax Lucas Turbine EngineDokument4 SeitenMy Rotax Lucas Turbine Engineyinkaakins2001Noch keine Bewertungen
- Section Viii Div 1 Div 2 Div ComparisonDokument2 SeitenSection Viii Div 1 Div 2 Div Comparisonapparaokr100% (5)
- Turbines 1Dokument5 SeitenTurbines 1yinkaakins2001Noch keine Bewertungen
- Turbines 2Dokument5 SeitenTurbines 2yinkaakins2001Noch keine Bewertungen
- Precommisioning and CommissioningDokument24 SeitenPrecommisioning and CommissioningPablo Quiroga L.100% (3)
- Job Description Mechanical Design EngineersDokument1 SeiteJob Description Mechanical Design Engineersyinkaakins2001Noch keine Bewertungen
- ME2112 Tutorial 2 Key StepsDokument7 SeitenME2112 Tutorial 2 Key StepsdinodanoNoch keine Bewertungen
- Archimedes' Principle of FlotationDokument4 SeitenArchimedes' Principle of FlotationANam MUkri92% (24)
- Open Flower Reference ManualDokument21 SeitenOpen Flower Reference Manualjgraczyk007Noch keine Bewertungen
- EN2314 Hydraulics - Formula Sheet 30oct19 PDFDokument3 SeitenEN2314 Hydraulics - Formula Sheet 30oct19 PDFmohamedyahaiNoch keine Bewertungen
- Enhanced Wall TreatmentDokument2 SeitenEnhanced Wall TreatmentAMINE BENABDELAZIZNoch keine Bewertungen
- Earth DamsDokument51 SeitenEarth DamsC_C_8717100% (4)
- BBS T5a P01 STR 2100Dokument31 SeitenBBS T5a P01 STR 2100Franklyn GenoveNoch keine Bewertungen
- Connection DesignDokument30 SeitenConnection DesignAdil Rasheed KhanNoch keine Bewertungen
- Aci 207.2R-07Dokument32 SeitenAci 207.2R-07ingegarcesNoch keine Bewertungen
- Sheet 5 SolutionDokument36 SeitenSheet 5 SolutionJoseph CorderoNoch keine Bewertungen
- S600 ProverRepeatabilityOptionsDokument2 SeitenS600 ProverRepeatabilityOptionstrivediurvishNoch keine Bewertungen
- CH 09Dokument73 SeitenCH 09Vivek Harris88% (8)
- Analysis of The Effect of Counter-Cone Location On Cyclone SeparatorDokument12 SeitenAnalysis of The Effect of Counter-Cone Location On Cyclone SeparatorAnonymous NxpnI6jCNoch keine Bewertungen
- Chemical Engineering Thermodynamics-IDokument3 SeitenChemical Engineering Thermodynamics-IElsyNoch keine Bewertungen
- Enchem Activity 2 SubstanceDokument4 SeitenEnchem Activity 2 SubstanceNala, Vangie A.Noch keine Bewertungen
- Chapter 1 (SLS)Dokument91 SeitenChapter 1 (SLS)Joana Ferreira100% (1)
- Aircraft Structures-II - U1 - L1 - T9 - Analysis of Unsymmetrical Bending of Beams - Principal Axis MethodDokument11 SeitenAircraft Structures-II - U1 - L1 - T9 - Analysis of Unsymmetrical Bending of Beams - Principal Axis Methodsarathkumar sebastinNoch keine Bewertungen
- Chapter 3 - Displacement in Linear SystemDokument28 SeitenChapter 3 - Displacement in Linear SystemhenryNoch keine Bewertungen
- 4.1 Analysis ... : STE P Task StandardDokument21 Seiten4.1 Analysis ... : STE P Task StandardiffahNoch keine Bewertungen
- Determination of CD of Notches and WeirsDokument4 SeitenDetermination of CD of Notches and WeirsSri E.Maheswar Reddy Assistant ProfessorNoch keine Bewertungen
- Most Essential Learning Competency: S8FE-Ig-29: Differentiate Heat and Temperature at The Molecular LevelDokument3 SeitenMost Essential Learning Competency: S8FE-Ig-29: Differentiate Heat and Temperature at The Molecular LevelLenie MateoNoch keine Bewertungen
- Cooling Tower NotesDokument19 SeitenCooling Tower NotesAnonymous FWlt8YNoch keine Bewertungen
- PEB2063 - Production Engineering IDokument39 SeitenPEB2063 - Production Engineering IadlinaNoch keine Bewertungen
- Assessment of Design Procedures For Vertical Borehole Heat ExchangersDokument11 SeitenAssessment of Design Procedures For Vertical Borehole Heat Exchangersarsel inestrozaNoch keine Bewertungen
- Total Solar Energy Transmittance of Glass Double Façades With Free ConvectionDokument10 SeitenTotal Solar Energy Transmittance of Glass Double Façades With Free ConvectionBayu Prayoga Part IINoch keine Bewertungen
- Block Name Value Units Calcvalue Edit FieldDokument21 SeitenBlock Name Value Units Calcvalue Edit FieldsdewssNoch keine Bewertungen
- 6 - Moist AirDokument51 Seiten6 - Moist Airفضائح لا تصدقNoch keine Bewertungen
- Hydraulics Unit1Dokument82 SeitenHydraulics Unit1Nawin Kumar100% (1)
- Report Refrigeration SystemsDokument22 SeitenReport Refrigeration SystemsAhmed SalmanNoch keine Bewertungen
- Isrm2019 Cosserat Biot Diego e Rodrigo PDFDokument8 SeitenIsrm2019 Cosserat Biot Diego e Rodrigo PDFRodrigo Peluci de FigueiredoNoch keine Bewertungen