Das könnte Ihnen auch gefallen
- Well Testing Project Management: Onshore and Offshore OperationsVon EverandWell Testing Project Management: Onshore and Offshore OperationsNoch keine Bewertungen
- Hydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&AVon EverandHydro Testing Handbook: Principles, Practices, Applications, Formulas, and Common Q&ANoch keine Bewertungen
- Witness Testing of Api 610 Centrifugal PumpsDokument6 SeitenWitness Testing of Api 610 Centrifugal PumpsHatem ShawkiNoch keine Bewertungen
- Pump TutorialDokument9 SeitenPump TutorialendyNoch keine Bewertungen
- Inspection and Test Plan (Itp)Dokument20 SeitenInspection and Test Plan (Itp)المهندس محمد الزواهرة Eng Mohummed Al-zawhreh100% (2)
- Freq of Sampling and Testing SMDokument46 SeitenFreq of Sampling and Testing SMOmer HayatNoch keine Bewertungen
- Allpax Factory Acceptance TestsDokument5 SeitenAllpax Factory Acceptance Testssaneie99Noch keine Bewertungen
- How To Witness Test A TransformerDokument3 SeitenHow To Witness Test A TransformerMind of Beauty100% (1)
- How To WitnessDokument3 SeitenHow To WitnessUday Kumar Raju NadimpalliNoch keine Bewertungen
- Scope of FATDokument9 SeitenScope of FATmahesh5277Noch keine Bewertungen
- Guidelines On Testing DP SystemsDokument28 SeitenGuidelines On Testing DP SystemsFrancis ButlerNoch keine Bewertungen
- Manual For Frequency of Sampling and Testing and Basis For Use of MaterialsDokument39 SeitenManual For Frequency of Sampling and Testing and Basis For Use of MaterialsLaljhadiRM EngineerNoch keine Bewertungen
- Engineers To Healthcare Industry®: Quality Assurance Protocol (QAP)Dokument9 SeitenEngineers To Healthcare Industry®: Quality Assurance Protocol (QAP)Suleman KhanNoch keine Bewertungen
- What Is FAT and How Does It WorkDokument5 SeitenWhat Is FAT and How Does It WorkBoy PrayogaNoch keine Bewertungen
- Freq of Sampling and Testing SMDokument45 SeitenFreq of Sampling and Testing SMMk GonzalesNoch keine Bewertungen
- Commissioning Fundamentals and A Practical Approach: PDH Course P146Dokument13 SeitenCommissioning Fundamentals and A Practical Approach: PDH Course P146julia2k1Noch keine Bewertungen
- QapDokument9 SeitenQaprenjithv_4Noch keine Bewertungen
- CommissioningDokument22 SeitenCommissioningMary Grace D. Almiranez100% (1)
- Plant Performance TestDokument10 SeitenPlant Performance TestUjang Sonjaya100% (1)
- Inspection ReportsDokument7 SeitenInspection ReportsYasir MehmoodNoch keine Bewertungen
- Draft Guidelines For Model Quality Assurance Plan Mqap For Major Electrical Mechanical Equipment in Thermal Power Sector-2Dokument185 SeitenDraft Guidelines For Model Quality Assurance Plan Mqap For Major Electrical Mechanical Equipment in Thermal Power Sector-2Chiranjeev SahooNoch keine Bewertungen
- How To Conduct A Plant Performance Test - Power MagazineDokument11 SeitenHow To Conduct A Plant Performance Test - Power MagazineMuhammad ImranNoch keine Bewertungen
- Qatar ResumeDokument5 SeitenQatar Resumepursuitforhappyness_Noch keine Bewertungen
- Georgy Abraham - Mech EnggDokument5 SeitenGeorgy Abraham - Mech EngggeorgyNoch keine Bewertungen
- The Procurement Qualification and Calibration of Lab InstrumentsDokument7 SeitenThe Procurement Qualification and Calibration of Lab InstrumentsMowaten MasryNoch keine Bewertungen
- Presentation On NTPC Inspection ServicesDokument34 SeitenPresentation On NTPC Inspection ServicesAshwani Dogra100% (3)
- FAT and SAT ProcedureDokument3 SeitenFAT and SAT ProcedureSoe SintthuNoch keine Bewertungen
- Inspection Plan: Home QA/QC SystemsDokument11 SeitenInspection Plan: Home QA/QC SystemsIsd BambNoch keine Bewertungen
- Modern-Day Linear Accelerator Acceptance Testing and CommissioningDokument13 SeitenModern-Day Linear Accelerator Acceptance Testing and CommissioningSurve Ayesha YusufNoch keine Bewertungen
- PDH Online P146 - Commissioning FundamentalsDokument14 SeitenPDH Online P146 - Commissioning Fundamentalsfzida8942100% (2)
- GangulyDokument14 SeitenGangulyPrasanta ParidaNoch keine Bewertungen
- Inspection and Test Plan For Pressure VesselDokument2 SeitenInspection and Test Plan For Pressure Vesselalokbdas50% (2)
- ITP (Inspection and Test Plans) - NSW, AUSDokument14 SeitenITP (Inspection and Test Plans) - NSW, AUSJaques Brice Lo Nascimento50% (2)
- Factory Acceptance TestDokument8 SeitenFactory Acceptance Testpsn_kylm100% (2)
- Quality Assurance Protocol-1Dokument1 SeiteQuality Assurance Protocol-1renjithv_4Noch keine Bewertungen
- Commissioning GuidanceDokument18 SeitenCommissioning GuidanceApriadi Simon Harianja100% (1)
- Mechanical Equipment TestingDokument12 SeitenMechanical Equipment TestingChemi YeNoch keine Bewertungen
- Pharm Validation - Fat & Sat - JSK NagarajanDokument31 SeitenPharm Validation - Fat & Sat - JSK Nagarajannagasaki2001100% (1)
- Appendix E - Guideline For Inspection and Test PlansDokument15 SeitenAppendix E - Guideline For Inspection and Test PlansKO_ERNIA1Noch keine Bewertungen
- Technology Selection For A Chemical Process GuidelinesDokument9 SeitenTechnology Selection For A Chemical Process GuidelinesrutujaNoch keine Bewertungen
- E&i QC Inspector Resum and DocumentsDokument24 SeitenE&i QC Inspector Resum and DocumentsIrfan 786pakNoch keine Bewertungen
- Construction SupervisionDokument18 SeitenConstruction Supervisionfhsn8480% (5)
- Writing Validation ProtocolsDokument6 SeitenWriting Validation ProtocolswahNoch keine Bewertungen
- Palta - Modern-Day Linear Accelerator Acceptance Testing and Commissioning PDFDokument12 SeitenPalta - Modern-Day Linear Accelerator Acceptance Testing and Commissioning PDFClaudia Morales UlloaNoch keine Bewertungen
- CVDokument5 SeitenCVFenil ShingalaNoch keine Bewertungen
- Sample QC Inspection and Test PlanDokument9 SeitenSample QC Inspection and Test PlanMDS Mohamed100% (3)
- Mani San Resume FEB2013Dokument5 SeitenMani San Resume FEB2013Manivannan PurushothamanNoch keine Bewertungen
- Field Testing GuideDokument387 SeitenField Testing GuideSilver GeotecNoch keine Bewertungen
- Inspection Test Procedure ModelDokument8 SeitenInspection Test Procedure ModelMahesh SuthaNoch keine Bewertungen
- OpenfileDokument3 SeitenOpenfileSuhas SopeNoch keine Bewertungen
- Conduct Perf Test - Power MagDokument6 SeitenConduct Perf Test - Power Mag1amonet2Noch keine Bewertungen
- Commissioning Training v1Dokument19 SeitenCommissioning Training v1yanblade100% (4)
- Sop Iii-001 R00Dokument27 SeitenSop Iii-001 R00BepdjNoch keine Bewertungen
- Cpi Quality ProceduresDokument18 SeitenCpi Quality ProceduresAdrian RogersNoch keine Bewertungen
- Is My Machine OK?: A Field Guide to Assessing Process MachineryVon EverandIs My Machine OK?: A Field Guide to Assessing Process MachineryNoch keine Bewertungen
- Machinery Component Maintenance and RepairVon EverandMachinery Component Maintenance and RepairBewertung: 5 von 5 Sternen5/5 (1)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationVon EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNoch keine Bewertungen
- Discharge Piping Over Pressure ProtectionDokument1 SeiteDischarge Piping Over Pressure Protectionsiva242245Noch keine Bewertungen
- Preliminary Stand Post Location For Propane Loading Arm PDFDokument4 SeitenPreliminary Stand Post Location For Propane Loading Arm PDFsiva242245Noch keine Bewertungen
- MIN. 13 M: Minimum Straight Length RequirementDokument1 SeiteMIN. 13 M: Minimum Straight Length Requirementsiva242245Noch keine Bewertungen
- Equivalent A SizeDokument3 SeitenEquivalent A Sizesiva242245Noch keine Bewertungen
- ACHEDokument1 SeiteACHEsiva242245Noch keine Bewertungen
- Induction Motor Temperature Rise & Insulation ClassDokument6 SeitenInduction Motor Temperature Rise & Insulation Classsiva242245Noch keine Bewertungen
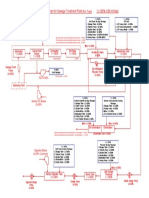
- Schematic Diagram For Sewage Treatment Plant 2 x100% (180 M /day)Dokument1 SeiteSchematic Diagram For Sewage Treatment Plant 2 x100% (180 M /day)siva242245Noch keine Bewertungen
- Viberation and Noise in Centrifugal PumpsDokument12 SeitenViberation and Noise in Centrifugal PumpsFahad MaqsoodNoch keine Bewertungen
- Alfa Laval Pump Handbook PDFDokument257 SeitenAlfa Laval Pump Handbook PDFkashifwarsiNoch keine Bewertungen
- Grid-Connected System: Simulation Parameters: Project: UzhavanDokument5 SeitenGrid-Connected System: Simulation Parameters: Project: Uzhavansiva242245Noch keine Bewertungen
- Chevron Pump ManualDokument401 SeitenChevron Pump Manualsiva242245100% (2)
- Pump SizingDokument7 SeitenPump Sizingrvkumar61Noch keine Bewertungen
- Solar Electricity Handbook 2017 EditionDokument212 SeitenSolar Electricity Handbook 2017 Editionandreipopa8467% (6)
- About API 610Dokument4 SeitenAbout API 610siva242245Noch keine Bewertungen
- 1 12 1Dokument7 Seiten1 12 1Chandrasekhar SonarNoch keine Bewertungen
- Pressure Drop Excel VB FormatDokument4 SeitenPressure Drop Excel VB Formatsiva242245Noch keine Bewertungen
- Thermal Expansion of PipeDokument4 SeitenThermal Expansion of Pipesiva242245Noch keine Bewertungen
- Solutions of Colebrook & White Equation My Engineering WorldDokument7 SeitenSolutions of Colebrook & White Equation My Engineering Worldsiva242245Noch keine Bewertungen
- 0rolt Maximizingsolutionsforyourbusiness: WWWQ CellscomDokument26 Seiten0rolt Maximizingsolutionsforyourbusiness: WWWQ Cellscomsiva242245Noch keine Bewertungen
- Fabrication CalculationDokument73 SeitenFabrication Calculationsiva242245100% (2)
- Fundamentals of Welding TechDokument29 SeitenFundamentals of Welding TechAshwani DograNoch keine Bewertungen
- Swamee-Jain Friction Factor For Pipe FlowDokument1 SeiteSwamee-Jain Friction Factor For Pipe FlowMoss KazamatsuriNoch keine Bewertungen
- Darcy Friction Factor FormulaeDokument10 SeitenDarcy Friction Factor Formulaesiva242245Noch keine Bewertungen
- Pressure Loss in Pipe - NeutriumDokument16 SeitenPressure Loss in Pipe - Neutriumsiva242245Noch keine Bewertungen
- Pipe RoughnessDokument1 SeitePipe Roughnesssiva242245Noch keine Bewertungen
- Swamee-Jain Friction Factor For Pipe FlowDokument1 SeiteSwamee-Jain Friction Factor For Pipe FlowMoss KazamatsuriNoch keine Bewertungen
- 2K Method Excess Head Loss in Pipe Fittings Rev1Dokument8 Seiten2K Method Excess Head Loss in Pipe Fittings Rev1siva242245Noch keine Bewertungen
- Procedure and Scope: Good Luck, Ravi SankarDokument27 SeitenProcedure and Scope: Good Luck, Ravi SankarRazook MohammedNoch keine Bewertungen