Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Introduction To Interpretation of Infrared SpectraDokument3 SeitenIntroduction To Interpretation of Infrared SpectraBenni WewokNoch keine Bewertungen
- InteractionDokument4 SeitenInteractionValentino ArisNoch keine Bewertungen
- Electrocatalysts For Oxygen ElectrodesDokument68 SeitenElectrocatalysts For Oxygen ElectrodesBenni WewokNoch keine Bewertungen
- Practical Guide For Calculating ZakatDokument4 SeitenPractical Guide For Calculating ZakatBenni WewokNoch keine Bewertungen
- Interpretation of Infrared Spectra, A Practical ApproachDokument24 SeitenInterpretation of Infrared Spectra, A Practical ApproachLucas TimmerNoch keine Bewertungen
- Ionic ConductorsDokument20 SeitenIonic ConductorsGregorio GuzmanNoch keine Bewertungen
- Polymer BiodegradationDokument12 SeitenPolymer BiodegradationBenni WewokNoch keine Bewertungen
- Index NotationDokument10 SeitenIndex Notationnavy12347777Noch keine Bewertungen
- IR Absorption TableDokument2 SeitenIR Absorption TablefikrifazNoch keine Bewertungen
- Ageing and Degradation in Microstructured Polymer Optical FiberDokument11 SeitenAgeing and Degradation in Microstructured Polymer Optical FiberBenni WewokNoch keine Bewertungen
- An Approach To Polymer Degradation Through MicrobesDokument4 SeitenAn Approach To Polymer Degradation Through MicrobesBenni WewokNoch keine Bewertungen
- AB2 - 5 Surfaces and Surface IntegralsDokument17 SeitenAB2 - 5 Surfaces and Surface IntegralsnooktabletNoch keine Bewertungen
- Solomons Organic Chemistry Module IR TableDokument1 SeiteSolomons Organic Chemistry Module IR TableBenni WewokNoch keine Bewertungen
- Polymer BiodegradationDokument12 SeitenPolymer BiodegradationBenni WewokNoch keine Bewertungen
- The Material DerivativeDokument8 SeitenThe Material DerivativeBenni WewokNoch keine Bewertungen
- Characterization of A Novel Polymeric ScaffoldDokument9 SeitenCharacterization of A Novel Polymeric ScaffoldBenni WewokNoch keine Bewertungen
- What Is CivilizationDokument1 SeiteWhat Is CivilizationBenni WewokNoch keine Bewertungen
- Marine HydrodynamicsDokument10 SeitenMarine HydrodynamicsBenni WewokNoch keine Bewertungen
- Pyrolysis - Wikipedia, The Free EncyclopediaDokument9 SeitenPyrolysis - Wikipedia, The Free EncyclopediaBenni WewokNoch keine Bewertungen
- P12 (01) - Fabrication of Polymeric Scaffolds With A Controlled Distribution of PoresDokument7 SeitenP12 (01) - Fabrication of Polymeric Scaffolds With A Controlled Distribution of PoresBenni WewokNoch keine Bewertungen
- Taylor Series and PolynomialsDokument19 SeitenTaylor Series and PolynomialsBenni WewokNoch keine Bewertungen
- Taylor SeriesDokument7 SeitenTaylor SeriesnottherNoch keine Bewertungen
- Examples of Stokes' Theorem and Gauss' Divergence TheoremDokument6 SeitenExamples of Stokes' Theorem and Gauss' Divergence TheoremBenni WewokNoch keine Bewertungen
- Polymer ScaffoldDokument6 SeitenPolymer ScaffoldBenni WewokNoch keine Bewertungen
- Taylor SeriesDokument7 SeitenTaylor SeriesnottherNoch keine Bewertungen
- The Material DerivativeDokument8 SeitenThe Material DerivativeBenni WewokNoch keine Bewertungen
- DivergenceDokument10 SeitenDivergenceBenni WewokNoch keine Bewertungen
- Conservation of MassDokument18 SeitenConservation of MassBenni WewokNoch keine Bewertungen
- Fluid Mechanics EquationsDokument6 SeitenFluid Mechanics EquationsratnacfdNoch keine Bewertungen
- Euler's Equation For Fluid FlowDokument6 SeitenEuler's Equation For Fluid FlowBenni WewokNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Beam Calculator Online (Calculate The Reactions, Draws Bending Moment, Shear Force, Axial Force) PDFDokument5 SeitenBeam Calculator Online (Calculate The Reactions, Draws Bending Moment, Shear Force, Axial Force) PDFEngr Ishfaque TunioNoch keine Bewertungen
- Experimental Quantification of The Impact of Thermal Maturity On Kerogen DensityDokument15 SeitenExperimental Quantification of The Impact of Thermal Maturity On Kerogen DensityEllieNoch keine Bewertungen
- Tutorials On Bohrs TheoryDokument2 SeitenTutorials On Bohrs TheorySukhwinder Singh GillNoch keine Bewertungen
- 9702 Nos Ps 5 PDFDokument4 Seiten9702 Nos Ps 5 PDFDe NimNoch keine Bewertungen
- W8 Ex 9K Quotient Rule: It Is Optional To Write This DownDokument2 SeitenW8 Ex 9K Quotient Rule: It Is Optional To Write This DownJessicaNoch keine Bewertungen
- Savelyev I.V.-Physics - A General Course. Volume III (1989) PDFDokument159 SeitenSavelyev I.V.-Physics - A General Course. Volume III (1989) PDFSuper OMG GamerNoch keine Bewertungen
- Tetrad Formulation of The Einstein Field Equations: The Newman-Penrose EquationsDokument16 SeitenTetrad Formulation of The Einstein Field Equations: The Newman-Penrose EquationsRockBrentwoodNoch keine Bewertungen
- 9.2 Quantum Theory and The AtomDokument31 Seiten9.2 Quantum Theory and The AtomRyuusukeNoch keine Bewertungen
- VCSELsDokument48 SeitenVCSELsmlogan_22Noch keine Bewertungen
- S1-3 MicrosensorsDokument15 SeitenS1-3 Microsensorssrinathgudur11100% (1)
- High-Density Polyethylene Foams. I. Poly PDFDokument9 SeitenHigh-Density Polyethylene Foams. I. Poly PDFamirsuryahidayahNoch keine Bewertungen
- Magnetic properties of hematite (α − Fe2O3) nanoparticles synthesized by sol-gel synthesis method: The influence of particle size and particle size distributionDokument7 SeitenMagnetic properties of hematite (α − Fe2O3) nanoparticles synthesized by sol-gel synthesis method: The influence of particle size and particle size distributionMiodrag FilipovićNoch keine Bewertungen
- Digital Power Clamp Meter HIOKI 3286Dokument4 SeitenDigital Power Clamp Meter HIOKI 3286industrialindiaNoch keine Bewertungen
- First Year Handout March 2021Dokument112 SeitenFirst Year Handout March 2021King MegaNoch keine Bewertungen
- Zig-Zag Connection of TransformerDokument3 SeitenZig-Zag Connection of TransformerHimdad TahirNoch keine Bewertungen
- Derivations 2nd Puc NewDokument5 SeitenDerivations 2nd Puc NewVinayak BhatNoch keine Bewertungen
- Richard Shoup and Thomas Etter - The RetroComm Experiment - Using Quantum Randomness To Send A Message Back in TimeDokument7 SeitenRichard Shoup and Thomas Etter - The RetroComm Experiment - Using Quantum Randomness To Send A Message Back in TimeCanola_OliveNoch keine Bewertungen
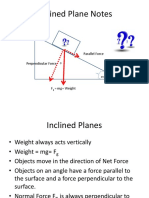
- Inclined Planes and Forces Notes PDFDokument19 SeitenInclined Planes and Forces Notes PDFJovy0% (1)
- Wheel Rail WearDokument11 SeitenWheel Rail WearREHAZ100% (1)
- Hygromax: VersionsDokument10 SeitenHygromax: VersionsmendoncasegundoNoch keine Bewertungen
- Emtl Question Bank Imp QsDokument9 SeitenEmtl Question Bank Imp QsSri MurthyNoch keine Bewertungen
- 12-Direct Shear TestDokument10 Seiten12-Direct Shear TestogulNoch keine Bewertungen
- Ada Twist and The Perilous Pants Teaching GuideDokument4 SeitenAda Twist and The Perilous Pants Teaching GuideAbrams BooksNoch keine Bewertungen
- ABB Electronic Products and Relays CM-Three-phase en 1111Dokument24 SeitenABB Electronic Products and Relays CM-Three-phase en 1111babaNoch keine Bewertungen
- DVV TDokument6 SeitenDVV TLiviu ToaderNoch keine Bewertungen
- Mansfield E. H., The Bending and Stretching of Plates, 2nd Ed, 1989Dokument240 SeitenMansfield E. H., The Bending and Stretching of Plates, 2nd Ed, 1989Allan GavinoNoch keine Bewertungen
- Vertical Breakwaters PDFDokument80 SeitenVertical Breakwaters PDFMonika Nathawat na18b027Noch keine Bewertungen
- MSC Patran Gap ElementsDokument22 SeitenMSC Patran Gap ElementsAdhithya Bhat100% (1)
- Levers:: Pivoted About The FulcrumDokument14 SeitenLevers:: Pivoted About The Fulcrum01parthNoch keine Bewertungen