Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Susan Abed (2012) - Corporate Governance and Earnings Management Jordanian EvidenceDokument10 SeitenSusan Abed (2012) - Corporate Governance and Earnings Management Jordanian Evidenceheryp123Noch keine Bewertungen
- Infinera 7100 Series: Compact and Flexible Packet Optical Transport For The MetroDokument2 SeitenInfinera 7100 Series: Compact and Flexible Packet Optical Transport For The MetroTaha AlhatmiNoch keine Bewertungen
- Dr. Rife and Philip Hoyland's 3.3 MHZ SweepDokument2 SeitenDr. Rife and Philip Hoyland's 3.3 MHZ SweepKhalid Ibrahim100% (1)
- Class 05&6Dokument0 SeitenClass 05&6Seerat JangdaNoch keine Bewertungen
- Rural Research Methodology: Pgp-Abm IiDokument0 SeitenRural Research Methodology: Pgp-Abm IiSeerat JangdaNoch keine Bewertungen
- Rural Research Methods: Prof. Sushil Kumar, IIM LucknowDokument0 SeitenRural Research Methods: Prof. Sushil Kumar, IIM LucknowSeerat JangdaNoch keine Bewertungen
- SKapoor AIM-Market SegmentationDokument23 SeitenSKapoor AIM-Market SegmentationSeerat JangdaNoch keine Bewertungen
- SwatchDokument4 SeitenSwatchSeerat JangdaNoch keine Bewertungen
- Prof. Sushil Kumar IIM LucknowDokument0 SeitenProf. Sushil Kumar IIM LucknowSeerat JangdaNoch keine Bewertungen
- PGPABM AgSCM2013 14Dokument3 SeitenPGPABM AgSCM2013 14Seerat JangdaNoch keine Bewertungen
- Topics For Rural Social Research: John R. FairweatherDokument40 SeitenTopics For Rural Social Research: John R. FairweatherSeerat JangdaNoch keine Bewertungen
- SCM Potato PepsiDokument14 SeitenSCM Potato PepsiSeerat JangdaNoch keine Bewertungen
- Best Practices For Supply Chain Management Techniques and Concepts Across IndustriesDokument17 SeitenBest Practices For Supply Chain Management Techniques and Concepts Across IndustriesSeerat JangdaNoch keine Bewertungen
- Supply Chain Management, Value Chain, Vertical Coordination and Vertical IntegrationDokument20 SeitenSupply Chain Management, Value Chain, Vertical Coordination and Vertical IntegrationSeerat JangdaNoch keine Bewertungen
- Chicago Manual of Style: Citation Guide: Library Instructional Services Mississippi State University LibrariesDokument3 SeitenChicago Manual of Style: Citation Guide: Library Instructional Services Mississippi State University LibrariesSeerat JangdaNoch keine Bewertungen
- Regression AnalysisDokument1 SeiteRegression AnalysisSeerat JangdaNoch keine Bewertungen
- 2 - Contract - Law and ManagementDokument14 Seiten2 - Contract - Law and ManagementSeerat JangdaNoch keine Bewertungen
- Transportation ProblemDokument3 SeitenTransportation ProblemSalilNoch keine Bewertungen
- Model 793.00 System SoftwareDokument750 SeitenModel 793.00 System SoftwareMichel Zarzosa RojasNoch keine Bewertungen
- Identification - of - Vulkan Vulastik-L CouplingsDokument2 SeitenIdentification - of - Vulkan Vulastik-L CouplingsBill NevisNoch keine Bewertungen
- Flexible Perovskite Solar CellsDokument31 SeitenFlexible Perovskite Solar CellsPEDRO MIGUEL SOLORZANO PICONNoch keine Bewertungen
- CG Mod 3Dokument51 SeitenCG Mod 3Misba nausheenNoch keine Bewertungen
- 10 - Chapter 4 PDFDokument143 Seiten10 - Chapter 4 PDFKalyan ChakravarthyNoch keine Bewertungen
- IB Lite 1 11 0 New FeaturesDokument11 SeitenIB Lite 1 11 0 New Featuresm.n.malasNoch keine Bewertungen
- S Worksheet-2 Algebraic FractionsDokument1 SeiteS Worksheet-2 Algebraic FractionsMath TestNoch keine Bewertungen
- RS 385SHDokument3 SeitenRS 385SHshahpinkalNoch keine Bewertungen
- Completation Inteligent RevistaDokument9 SeitenCompletation Inteligent RevistaGabriel Castellon HinojosaNoch keine Bewertungen
- Excretion in Humans: Test Yourself 11.1 (Page 223)Dokument2 SeitenExcretion in Humans: Test Yourself 11.1 (Page 223)leeNoch keine Bewertungen
- SeqP&D GPL Met enDokument52 SeitenSeqP&D GPL Met enSriram ChNoch keine Bewertungen
- Fpls 12 764103Dokument10 SeitenFpls 12 764103Pawan MishraNoch keine Bewertungen
- Project Robot ArmDokument62 SeitenProject Robot ArmTechs Solutions RobotsNoch keine Bewertungen
- Virtual Memory & Demand PagingDokument22 SeitenVirtual Memory & Demand PagingAli AhmadNoch keine Bewertungen
- AIR IOS ReadmeDokument2 SeitenAIR IOS ReadmeHeir TatamiNoch keine Bewertungen
- Module 5 Grade 10 FinalDokument9 SeitenModule 5 Grade 10 FinalSandy CarbonillaNoch keine Bewertungen
- EMDCSS DatasheetDokument5 SeitenEMDCSS DatasheetHoracio UlloaNoch keine Bewertungen
- CS405PC JP Unit-3Dokument44 SeitenCS405PC JP Unit-3MEGHANA 3Noch keine Bewertungen
- GP 1 Module 3Dokument46 SeitenGP 1 Module 3Raymund EspinoNoch keine Bewertungen
- TELEMETRY TEMPERATURE MONITOR (Project)Dokument34 SeitenTELEMETRY TEMPERATURE MONITOR (Project)Judpraise AkumsNoch keine Bewertungen
- Standarization of Volumetric SolutionsDokument9 SeitenStandarization of Volumetric SolutionsZahid IqbalNoch keine Bewertungen
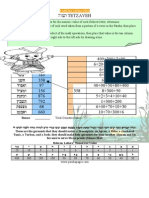
- Tetzaveh Parsha GematriaDokument1 SeiteTetzaveh Parsha GematriaRabbi Benyomin HoffmanNoch keine Bewertungen
- TractionDokument26 SeitenTractionYogesh GurjarNoch keine Bewertungen
- Asset Failure Detention Codes (ICMS - PAM - ZN - SECR 312)Dokument5 SeitenAsset Failure Detention Codes (ICMS - PAM - ZN - SECR 312)mukesh lachhwani100% (1)
- False: True True True TrueDokument2 SeitenFalse: True True True TrueSuubi brianNoch keine Bewertungen
- High Performance Liquid Chromatographic Technique and Validation For Determination of Favipiravir in Bulk and Tablet FormulationDokument7 SeitenHigh Performance Liquid Chromatographic Technique and Validation For Determination of Favipiravir in Bulk and Tablet FormulationEditor IJTSRDNoch keine Bewertungen