Das könnte Ihnen auch gefallen
- GATE Solved Question Papers For Production Industrial Engineering PI by AglaSem Com PDFDokument56 SeitenGATE Solved Question Papers For Production Industrial Engineering PI by AglaSem Com PDFSudhagar KingNoch keine Bewertungen
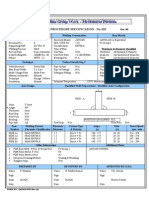
- WPS - 024Dokument4 SeitenWPS - 024MAT-LIONNoch keine Bewertungen
- (AL Shabab) : Painting Procedure P-04Dokument12 Seiten(AL Shabab) : Painting Procedure P-04Omar Nabil80% (5)
- I-963 Welder Certificate Smaw-Gtaw-1Dokument1 SeiteI-963 Welder Certificate Smaw-Gtaw-1nivedithdigitals onlineservices100% (1)
- PQR-WPS-WPQR XXX Rev 0Dokument6 SeitenPQR-WPS-WPQR XXX Rev 0Brett Gosselin100% (1)
- ASME Action Check ListDokument3 SeitenASME Action Check Listarunrad100% (1)
- PQR With-PwhtDokument2 SeitenPQR With-PwhtKarthikNoch keine Bewertungen
- The Australian Welding Guide 2012Dokument220 SeitenThe Australian Welding Guide 2012notsofar100% (2)
- Weld Joint 1Dokument81 SeitenWeld Joint 1rajibali27100% (1)
- For Fillet Weld Joint Project:Production ManifoldDokument1 SeiteFor Fillet Weld Joint Project:Production Manifoldabdallah ahmed50% (2)
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Dokument2 SeitenASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- WPS PQR ProcedureDokument31 SeitenWPS PQR Proceduresudeesh kumarNoch keine Bewertungen
- Welding Procedure Qualification Certificate EN ISO 15614-1: 2017Dokument3 SeitenWelding Procedure Qualification Certificate EN ISO 15614-1: 2017dcsamaraweera100% (1)
- Welder Qualification CertificateDokument2 SeitenWelder Qualification CertificateLuttpi100% (1)
- WPS PQR As Per IsDokument3 SeitenWPS PQR As Per Istarun kaushalNoch keine Bewertungen
- Welding Procedure Specification for SMAW of Carbon Steel Butt JointsDokument2 SeitenWelding Procedure Specification for SMAW of Carbon Steel Butt JointstayyabNoch keine Bewertungen
- Welder CertificateDokument6 SeitenWelder CertificateA. ΒρατσισταNoch keine Bewertungen
- Welding Procedure Specification (WPS) (As Per EN / ISO 15609-1)Dokument1 SeiteWelding Procedure Specification (WPS) (As Per EN / ISO 15609-1)ramesh rajaNoch keine Bewertungen
- BHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelDokument2 SeitenBHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelpradhankruhsnaNoch keine Bewertungen
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDokument1 SeiteWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavNoch keine Bewertungen
- WPS Fcaw PDFDokument1 SeiteWPS Fcaw PDFErik Huang100% (3)
- Viewing and Interpretation of RadiographsDokument30 SeitenViewing and Interpretation of RadiographsNatrajiNoch keine Bewertungen
- Asme PQRDokument4 SeitenAsme PQRHong Dae Yoon100% (2)
- Smaw Wps FinalDokument3 SeitenSmaw Wps FinalsheikmoinNoch keine Bewertungen
- PQR Gmaw3gDokument4 SeitenPQR Gmaw3gdevendrasingh2021100% (3)
- Gta+sma PQRDokument3 SeitenGta+sma PQRRahul MoottolikandyNoch keine Bewertungen
- WPS 2014-002 006 - 6G PipeDokument3 SeitenWPS 2014-002 006 - 6G PipejeswinNoch keine Bewertungen
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Dokument8 SeitenQw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad HannanNoch keine Bewertungen
- WPS PQR PDFDokument23 SeitenWPS PQR PDFtomj9104Noch keine Bewertungen
- P-WPS 135 - MAG (GR 316)Dokument9 SeitenP-WPS 135 - MAG (GR 316)Tarun PatelNoch keine Bewertungen
- WPQR6Dokument3 SeitenWPQR6Dimitris NikouNoch keine Bewertungen
- Wps & PQR and Weld Map and Test PlanDokument67 SeitenWps & PQR and Weld Map and Test PlanmarghoobNoch keine Bewertungen
- What's New in ISO 15614-12017Dokument13 SeitenWhat's New in ISO 15614-12017alevent100% (1)
- 03 WPS PQR For FCAWDokument3 Seiten03 WPS PQR For FCAWBrijesh Yadav100% (1)
- Madina Group WPS 025 GuideDokument4 SeitenMadina Group WPS 025 GuideMAT-LIONNoch keine Bewertungen
- Joints (Qw-402) DetailsDokument3 SeitenJoints (Qw-402) DetailsNaqqash SajidNoch keine Bewertungen
- 2.5 Technical Specifications For Hydro Mechanical WorksDokument62 Seiten2.5 Technical Specifications For Hydro Mechanical WorksAbhishek PandeyNoch keine Bewertungen
- AWS ELECTRODE CLASSIFICATION GUIDEDokument8 SeitenAWS ELECTRODE CLASSIFICATION GUIDEFuaz Sukarya Abu Fatih100% (1)
- Wps Mma PipeDokument2 SeitenWps Mma PipeDimitris NikouNoch keine Bewertungen
- PQRDokument2 SeitenPQRnaseema1100% (1)
- Norsok L-004-CR Ror OgDokument29 SeitenNorsok L-004-CR Ror OgWissam Jarmak100% (2)
- WPQR Welding Procedure Qualification RecordsDokument3 SeitenWPQR Welding Procedure Qualification Recordsramesh rajaNoch keine Bewertungen
- WPS PQR CompressedDokument5 SeitenWPS PQR CompressedBalaje MantravadiNoch keine Bewertungen
- Fcaw 16 THKDokument5 SeitenFcaw 16 THKparesh2387Noch keine Bewertungen
- Fcaw 16 THKDokument5 SeitenFcaw 16 THKparesh2387Noch keine Bewertungen
- 163 Gmaw Zug Asme (Sri Supatmi 3g) WPQDokument4 Seiten163 Gmaw Zug Asme (Sri Supatmi 3g) WPQMuhammad Fitransyah Syamsuar PutraNoch keine Bewertungen
- STT Pipe Welding Reduces Spatter & SmokeDokument3 SeitenSTT Pipe Welding Reduces Spatter & SmokeahmedNoch keine Bewertungen
- PT. MITRA KARYA SARANA Aluminum Welding ProcedureDokument1 SeitePT. MITRA KARYA SARANA Aluminum Welding ProcedureAbu Zahid100% (1)
- CIGWELDDokument244 SeitenCIGWELDrodastrid5653100% (1)
- Welding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Dokument1 SeiteWelding AND NDT Purposed Format: FORM QW-484 A ASME IX-Welder Performance Qualification (WPQ)Mohammad Mehdi Jafari100% (2)
- Base Metal P No. Grade PQR No.: 28 ASTM SA358 (UNS S31254) 8 4Dokument3 SeitenBase Metal P No. Grade PQR No.: 28 ASTM SA358 (UNS S31254) 8 4MAT-LIONNoch keine Bewertungen
- 004 Gtaw P5aDokument16 Seiten004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- W-55 PLATE ID CARDDokument6 SeitenW-55 PLATE ID CARDKrishnan TnNoch keine Bewertungen
- WPSPQRDokument11 SeitenWPSPQR0502raviNoch keine Bewertungen
- Welding IiwDokument6 SeitenWelding IiwletsmakeithappenNoch keine Bewertungen
- Welder Operators Qualification TestDokument2 SeitenWelder Operators Qualification Testlokifarad100% (1)
- WPS 316 L PDFDokument4 SeitenWPS 316 L PDFIrinaNoch keine Bewertungen
- WPQDokument1 SeiteWPQChava TejaNoch keine Bewertungen
- 6GR RequirementsDokument1 Seite6GR Requirementswalitedison100% (1)
- GMAWDokument12 SeitenGMAWsushant47Noch keine Bewertungen
- Procedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4Dokument4 SeitenProcedure Qualification Record (PQR) : FM-88 Issue - 02 Date: Jan 24,2017 Page 1 of 4tayyabNoch keine Bewertungen
- P. WpsDokument14 SeitenP. WpsIsmiArdyNoch keine Bewertungen
- Welding Procedure Specification For GTAW & GMAWDokument4 SeitenWelding Procedure Specification For GTAW & GMAWanh thoNoch keine Bewertungen
- PQR - 152Dokument3 SeitenPQR - 152MAT-LIONNoch keine Bewertungen
- WPQ Sample PrintoutDokument1 SeiteWPQ Sample PrintoutKannan VelNoch keine Bewertungen
- WPS for Welding SA-335 P11 to SA-234 WP11Dokument3 SeitenWPS for Welding SA-335 P11 to SA-234 WP11Ganesh rohitNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- Wps ExampleDokument2 SeitenWps ExampleAnonymous stV08Js44VNoch keine Bewertungen
- Maxi-Jolly Chain Length CalculationDokument3 SeitenMaxi-Jolly Chain Length Calculationnaseema1Noch keine Bewertungen
- Weld Fitting DimensionsDokument5 SeitenWeld Fitting DimensionsteguheafNoch keine Bewertungen
- Buttweld FittingsDokument3 SeitenButtweld FittingsAshok Kumar100% (1)
- Sproule WR 1200 Perlite TDSDokument2 SeitenSproule WR 1200 Perlite TDSnaseema1Noch keine Bewertungen
- Seamless Welding Fittings-DataDokument24 SeitenSeamless Welding Fittings-DataeASMENoch keine Bewertungen
- Itp For Storge TankDokument23 SeitenItp For Storge Tanknaseema1Noch keine Bewertungen
- InsulationDokument4 SeitenInsulationnaseema1Noch keine Bewertungen
- Piping System Installation Page 4 Thru 8Dokument5 SeitenPiping System Installation Page 4 Thru 8naseema1Noch keine Bewertungen
- Pittsburgh Corning Foamglass Cold Process Piping Installation GuidelineDokument7 SeitenPittsburgh Corning Foamglass Cold Process Piping Installation Guidelinenaseema1Noch keine Bewertungen
- Insulation InspectionsDokument1 SeiteInsulation Inspectionsnaseema1Noch keine Bewertungen
- Kaiflex Specification DomesticDokument5 SeitenKaiflex Specification Domesticnaseema1Noch keine Bewertungen
- Travel Speed Calculator: Calculate Welding Speed in mm/minDokument2 SeitenTravel Speed Calculator: Calculate Welding Speed in mm/minMohammad ElhedabyNoch keine Bewertungen
- Kaiflex MasterSpecificationDokument8 SeitenKaiflex MasterSpecificationnaseema1Noch keine Bewertungen
- Insulation InspectionsDokument1 SeiteInsulation Inspectionsnaseema1Noch keine Bewertungen
- Kooltherm PipeDokument8 SeitenKooltherm Pipenaseema1Noch keine Bewertungen
- ProcedureDokument11 SeitenProcedurePoonam AshwinNoch keine Bewertungen
- Pipe, Duct and Equipment InsulationDokument6 SeitenPipe, Duct and Equipment Insulationnaseema1Noch keine Bewertungen
- Pipe and Equipment Insulation 0910Dokument14 SeitenPipe and Equipment Insulation 0910naseema1Noch keine Bewertungen
- B - 8.8 - ZSS006 STD Spec For Piping Flushing Testing InspectionDokument9 SeitenB - 8.8 - ZSS006 STD Spec For Piping Flushing Testing Inspectionnaseema1Noch keine Bewertungen
- r1Dokument3 Seitenr1naseema1Noch keine Bewertungen
- U.I.P. System: Submittal DataDokument2 SeitenU.I.P. System: Submittal Datanaseema1Noch keine Bewertungen
- Kooltherm PipeDokument8 SeitenKooltherm Pipenaseema1Noch keine Bewertungen
- UAS Engineering & Ship Repair ServicesDokument1 SeiteUAS Engineering & Ship Repair Servicesnaseema1Noch keine Bewertungen
- Materials Comparison DIN / EN / ASTM: Pipes / Tubes Flanges Buttwelding FittingsDokument1 SeiteMaterials Comparison DIN / EN / ASTM: Pipes / Tubes Flanges Buttwelding Fittingsnaseema1Noch keine Bewertungen
- Post WeldDokument4 SeitenPost Weldnaseema1Noch keine Bewertungen
- Jhl1 5 RepairDokument2 SeitenJhl1 5 Repairnaseema1Noch keine Bewertungen
- SCIA Engineer - Advanced Training Aluminium 2010.1.0Dokument81 SeitenSCIA Engineer - Advanced Training Aluminium 2010.1.0Vlad MosNoch keine Bewertungen
- Fdot Design Standards: 18100 1 CCTV Pole PlacementDokument26 SeitenFdot Design Standards: 18100 1 CCTV Pole PlacementAlejandro MusepuNoch keine Bewertungen
- A Avesta-2507-P100 Ss en 5Dokument1 SeiteA Avesta-2507-P100 Ss en 5el_sharkawy2011Noch keine Bewertungen
- Interview Type Question Manufacturing PDFDokument4 SeitenInterview Type Question Manufacturing PDFSourav KayalNoch keine Bewertungen
- The Tara Handpump: Dhaka-BangladeshDokument178 SeitenThe Tara Handpump: Dhaka-BangladeshLovasoa Mbolamanana Joseph AndrianirianaNoch keine Bewertungen
- WHD250 Worldpoly Operation ManualDokument34 SeitenWHD250 Worldpoly Operation ManualalejandroNoch keine Bewertungen
- Safety Requirements For Welding Job at Confined SpacesDokument5 SeitenSafety Requirements For Welding Job at Confined SpacesHassane AmadouNoch keine Bewertungen
- How To Weld 316 Stainless SteelDokument3 SeitenHow To Weld 316 Stainless Steel10161016Noch keine Bewertungen
- Catálogo Rexnord IngenieríaDokument152 SeitenCatálogo Rexnord IngenieríaCésar VásquezNoch keine Bewertungen
- Updated Up To ACS 38 Dtd. 14.01.2020Dokument368 SeitenUpdated Up To ACS 38 Dtd. 14.01.2020Hermann LoweNoch keine Bewertungen
- Foroozan Offshore Complex Piping SpecificationDokument40 SeitenForoozan Offshore Complex Piping SpecificationshervinyNoch keine Bewertungen
- Specification For Pressure PartsDokument6 SeitenSpecification For Pressure PartsARUNNoch keine Bewertungen
- Arcelor Mittal HistarDokument32 SeitenArcelor Mittal HistarAnonymous uNhWGqNzNoch keine Bewertungen
- Iso 11666 2018 en PDFDokument8 SeitenIso 11666 2018 en PDFحسن عبدالهادي الصلويNoch keine Bewertungen
- Zacsil Potassium Silicate DataDokument5 SeitenZacsil Potassium Silicate DatadancercelNoch keine Bewertungen
- Air Handling UnitsDokument8 SeitenAir Handling UnitsmkmNoch keine Bewertungen
- Waterstop Catalog 0411Dokument12 SeitenWaterstop Catalog 0411hks1209Noch keine Bewertungen
- EurocodesDokument7 SeitenEurocodesSafet CemalovicNoch keine Bewertungen
- Burj Al Baher Curtain Wall SpecsDokument73 SeitenBurj Al Baher Curtain Wall SpecsmcbluedNoch keine Bewertungen
- Imo PSPCDokument14 SeitenImo PSPCFrancis VicencioNoch keine Bewertungen
- NG22 282 CST PSL 100011 - Revc0Dokument9 SeitenNG22 282 CST PSL 100011 - Revc0Theophilus OrupaboNoch keine Bewertungen
- Welding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-2)Dokument7 SeitenWelding Inspection, AWS Bridging: Multi - Choice Question Paper (MSR-B-WI-2)Le Tuan100% (1)
- AS 4100/amdt 1/2012-02-29Dokument28 SeitenAS 4100/amdt 1/2012-02-29luiscr3806Noch keine Bewertungen
- DVS 2207-3Dokument12 SeitenDVS 2207-3gura9054Noch keine Bewertungen
- BN 1457Dokument2 SeitenBN 1457marijaaaaaaaaaaNoch keine Bewertungen
- Hard - Facing Welding - Electrodes PDFDokument3 SeitenHard - Facing Welding - Electrodes PDFreeet87Noch keine Bewertungen