Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Gasturbine Engines For Model AircraftDokument104 SeitenGasturbine Engines For Model AircraftSaransiri Wongsiri94% (16)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Actuator BrochureDokument6 SeitenActuator BrochureCarlos Ramirez100% (1)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Techniques of Helmet Removal From Injured Patients: April 1997Dokument2 SeitenTechniques of Helmet Removal From Injured Patients: April 1997Carlos RamirezNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- 2006 Taper BitDokument1 Seite2006 Taper BitCarlos RamirezNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Acme Ball ScrewsDokument27 SeitenAcme Ball ScrewsCarlos Ramirez100% (1)
- 17 ActuatorDokument1 Seite17 ActuatorCarlos RamirezNoch keine Bewertungen
- 2008 CatalogDokument99 Seiten2008 CatalogCarlos RamirezNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Waterjet CutterDokument4 SeitenWaterjet CutterCarlos RamirezNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Zeroing Xyz On MillDokument1 SeiteZeroing Xyz On MillCarlos RamirezNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- MDX650 Rotary TutorialDokument17 SeitenMDX650 Rotary TutorialCarlos RamirezNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- MDX650 Rotary TutorialDokument17 SeitenMDX650 Rotary TutorialCarlos RamirezNoch keine Bewertungen
- Torno t400 BrochureDokument4 SeitenTorno t400 BrochureCarlos RamirezNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Grizzly g0463 MDokument40 SeitenGrizzly g0463 MCarlos RamirezNoch keine Bewertungen
- mf70 PKGDokument19 Seitenmf70 PKGCarlos RamirezNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Art of Motion Control - SubcategoryDokument2 SeitenThe Art of Motion Control - SubcategoryCarlos RamirezNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Torchmate Catalog 11-8-04Dokument29 SeitenTorchmate Catalog 11-8-04Carlos RamirezNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Process Control Servo System SD 1664 Stepper Motor Training UnitDokument1 SeiteProcess Control Servo System SD 1664 Stepper Motor Training UnitCarlos RamirezNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- KH56KDokument2 SeitenKH56KCarlos RamirezNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Process Control Servo SystemDokument16 SeitenProcess Control Servo SystemCarlos RamirezNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
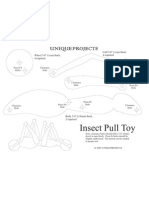
- Insect Pull Toy: Wheel 3/8" (1cm) Thick: 4 Required Calf 3/8" (1cm) Thick: 4 RequiredDokument1 SeiteInsect Pull Toy: Wheel 3/8" (1cm) Thick: 4 Required Calf 3/8" (1cm) Thick: 4 RequiredCarlos RamirezNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Machine Data Sheet: Model G0519 Mill/Drill/Tapping MachineDokument2 SeitenMachine Data Sheet: Model G0519 Mill/Drill/Tapping MachineCarlos RamirezNoch keine Bewertungen
- Gencata 4 LDokument74 SeitenGencata 4 LCarlos RamirezNoch keine Bewertungen
- Flying ShearDokument5 SeitenFlying ShearCarlos RamirezNoch keine Bewertungen
- Cutter GuideDokument1 SeiteCutter GuideCarlos RamirezNoch keine Bewertungen
- MSDS Argon Compressed GasDokument6 SeitenMSDS Argon Compressed Gassajid aliNoch keine Bewertungen
- Pharma MarketingDokument55 SeitenPharma MarketingArpan KoradiyaNoch keine Bewertungen
- Catalogue MV 07Dokument54 SeitenCatalogue MV 07api-3815405100% (3)
- 3600 2 TX All Rounder Rotary Brochure India enDokument2 Seiten3600 2 TX All Rounder Rotary Brochure India ensaravananknpcNoch keine Bewertungen
- TechTrax 09 2003 ScreenReaderVersionDokument84 SeitenTechTrax 09 2003 ScreenReaderVersionMCKINNONBNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Project TemplatesDokument64 SeitenProject TemplatesMahad AbdiNoch keine Bewertungen
- Building Information Modeling BIM Systems and TheiDokument13 SeitenBuilding Information Modeling BIM Systems and Theipurvakul10Noch keine Bewertungen
- Polyvalve Poly-Gas Polyvalve For Gas ApplicationsDokument4 SeitenPolyvalve Poly-Gas Polyvalve For Gas ApplicationsVasco FerreiraNoch keine Bewertungen
- Chapter 5e ch05 HallDokument9 SeitenChapter 5e ch05 HallGlorden Mae Ibañez SalandananNoch keine Bewertungen
- First Page PDFDokument1 SeiteFirst Page PDFNebojsa RedzicNoch keine Bewertungen
- Omni PageDokument98 SeitenOmni Pageterracotta2014Noch keine Bewertungen
- DepEd Learner Information System (LIS) PDFDokument36 SeitenDepEd Learner Information System (LIS) PDFshasagailNoch keine Bewertungen
- For Calibration List - OrginalDokument62 SeitenFor Calibration List - Orginaluttam khatriNoch keine Bewertungen
- ActiveScale P100 Installation GuideDokument97 SeitenActiveScale P100 Installation GuideZhou QianNoch keine Bewertungen
- Society and Culture With Family PlanningDokument7 SeitenSociety and Culture With Family PlanningHope Earl Ropia BoronganNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Oracle9i Database Installation Guide Release 2 (9.2.0.1.0) For WindowsDokument274 SeitenOracle9i Database Installation Guide Release 2 (9.2.0.1.0) For WindowsrameshkadamNoch keine Bewertungen
- CCNA - Access List QuestionsDokument3 SeitenCCNA - Access List QuestionsBaaska214Noch keine Bewertungen
- 1-18 Easy Fix Double Glazing Counter Price ListDokument16 Seiten1-18 Easy Fix Double Glazing Counter Price ListChris PaceyNoch keine Bewertungen
- Petronas Technical Standards: Symbols and Identification System - MechanicalDokument16 SeitenPetronas Technical Standards: Symbols and Identification System - MechanicalUdaya Zorro100% (1)
- DC and AC InterferenceDokument40 SeitenDC and AC InterferenceREJI JOY ThoppilNoch keine Bewertungen
- Lexmark-E 321 Service ManualDokument184 SeitenLexmark-E 321 Service ManualRemysNoch keine Bewertungen
- VW Piezometer Input Calculation Sheet V1.1Dokument5 SeitenVW Piezometer Input Calculation Sheet V1.1Gauri 'tika' Kartika100% (1)
- Feasibility Study Notes Revised PDFDokument10 SeitenFeasibility Study Notes Revised PDFGilbert BettNoch keine Bewertungen
- Experiment No. 1: Aim: Study of Tanner Tools THEORY: Tanner ToolsDokument24 SeitenExperiment No. 1: Aim: Study of Tanner Tools THEORY: Tanner ToolsVarun GargNoch keine Bewertungen
- Lab 1: Basic Cisco Device Configuration: Topology DiagramDokument17 SeitenLab 1: Basic Cisco Device Configuration: Topology DiagramnhiNoch keine Bewertungen
- Characteristics of Logic Gates: A. ObjectivesDokument10 SeitenCharacteristics of Logic Gates: A. ObjectivesManish KumarNoch keine Bewertungen
- Schaeffler Kolloquium 2010 13 enDokument7 SeitenSchaeffler Kolloquium 2010 13 enMehdi AlizadehNoch keine Bewertungen
- 10 A103 SiteDokument112 Seiten10 A103 SiteGovindaraju HSNoch keine Bewertungen
- Edtpa 2nd Lesson PlanDokument5 SeitenEdtpa 2nd Lesson Planapi-297045693Noch keine Bewertungen
- Vacuum Gauges 45Dokument20 SeitenVacuum Gauges 45Sameeksha AnandNoch keine Bewertungen
- Edward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsVon EverandEdward's Menagerie New Edition: Over 50 easy-to-make soft toy animal crochet patternsNoch keine Bewertungen
- Treasure Bookmaking: Crafting Handmade Sustainable JournalsVon EverandTreasure Bookmaking: Crafting Handmade Sustainable JournalsNoch keine Bewertungen
- House Rules: How to Decorate for Every Home, Style, and BudgetVon EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetNoch keine Bewertungen
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiVon EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiBewertung: 4 von 5 Sternen4/5 (3)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiVon Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiBewertung: 5 von 5 Sternen5/5 (2)