Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- CNC MillingDokument48 SeitenCNC MillingEswaran ManakorNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Volvo 2015Dokument412 SeitenVolvo 2015HorváthVargaLászlóNoch keine Bewertungen
- Introduction To GearsDokument28 SeitenIntroduction To Gearssandeep_gaikwad2100% (4)
- Weld FatigueDokument10 SeitenWeld FatigueBrandon AllenNoch keine Bewertungen
- Colchester Tornado Brochure With Gripfast PDFDokument5 SeitenColchester Tornado Brochure With Gripfast PDFMoustaffa100% (1)
- Maintenance Manual: FANUC Series 0+-MODEL D FANUC Series 0+ Mate-MODEL DDokument636 SeitenMaintenance Manual: FANUC Series 0+-MODEL D FANUC Series 0+ Mate-MODEL D游本豐Noch keine Bewertungen
- Drilltech Oilfield Company IntroductionDokument84 SeitenDrilltech Oilfield Company IntroductionAdhie WaelacxhNoch keine Bewertungen
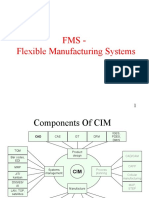
- FMS PPTDokument47 SeitenFMS PPTPrabhu LoganathanNoch keine Bewertungen
- Daisy Series Using & Maintenance ManualDokument13 SeitenDaisy Series Using & Maintenance ManualÁdám Gyapalyi100% (1)
- Ticf Hm´¿ Atxm-Dn‰N: 2016 Unkw- - -Dn¬ /S-°P∂ Πw - Nwkv Ssek≥Kv) Co-£-Bv°P≈ At) £Dokument8 SeitenTicf Hm´¿ Atxm-Dn‰N: 2016 Unkw- - -Dn¬ /S-°P∂ Πw - Nwkv Ssek≥Kv) Co-£-Bv°P≈ At) £Brandon AllenNoch keine Bewertungen
- Reduce Leaks: Using Water Audits and Leak Detection SurveysDokument6 SeitenReduce Leaks: Using Water Audits and Leak Detection SurveysBrandon AllenNoch keine Bewertungen
- The Fertilisers and Chemicals Travancore LimitedDokument31 SeitenThe Fertilisers and Chemicals Travancore LimitedBrandon AllenNoch keine Bewertungen
- Ee010 306 (Me) Mechanical TechnologyDokument2 SeitenEe010 306 (Me) Mechanical TechnologyBrandon AllenNoch keine Bewertungen
- M.E. MANUFACTURING ENGINEERING AU SyllabusDokument35 SeitenM.E. MANUFACTURING ENGINEERING AU SyllabusJoswa CaxtonNoch keine Bewertungen
- Vocational Teacher (Maintenance and Repairs of Automobiles)Dokument7 SeitenVocational Teacher (Maintenance and Repairs of Automobiles)Brandon AllenNoch keine Bewertungen
- Me 601Dokument4 SeitenMe 601Deepak SunilNoch keine Bewertungen
- Crack Growth Modelling in Industrial Welded StructuresDokument1 SeiteCrack Growth Modelling in Industrial Welded StructuresBrandon AllenNoch keine Bewertungen
- SCM Presen 14Dokument6 SeitenSCM Presen 14Brandon AllenNoch keine Bewertungen
- Changing Role of Trade UnionsDokument3 SeitenChanging Role of Trade UnionsBrandon AllenNoch keine Bewertungen
- (Engineering) - : B.Tech. Degree Examtnation, DecemberDokument2 Seiten(Engineering) - : B.Tech. Degree Examtnation, DecemberBrandon AllenNoch keine Bewertungen
- Contour Integral EvaluationDokument4 SeitenContour Integral EvaluationBrandon AllenNoch keine Bewertungen
- Syllabus MEDokument89 SeitenSyllabus MEBrandon AllenNoch keine Bewertungen
- BTech ME Scheme & Syllabus 2012Dokument73 SeitenBTech ME Scheme & Syllabus 2012Amal RajNoch keine Bewertungen
- 2 D Crack Parametric FormulaDokument2 Seiten2 D Crack Parametric FormulaBrandon AllenNoch keine Bewertungen
- Fatigue Analysis of WeldDokument29 SeitenFatigue Analysis of WeldBrandon AllenNoch keine Bewertungen
- Metal Forming Solutions For The Aerospace Industry: Shaping A Better FutureDokument12 SeitenMetal Forming Solutions For The Aerospace Industry: Shaping A Better Futuregk spra siaNoch keine Bewertungen
- CNC Design Limited CNC Desktop RouterDokument21 SeitenCNC Design Limited CNC Desktop RouterCornel Loredan TodorNoch keine Bewertungen
- CNC Milling WorksheetDokument3 SeitenCNC Milling WorksheetkubigsNoch keine Bewertungen
- UC-481 2040, European MarketDokument4 SeitenUC-481 2040, European MarketAchmatAfipudinNoch keine Bewertungen
- Doosan Infracore 30ia TrainingDokument63 SeitenDoosan Infracore 30ia TrainingSaul HercasNoch keine Bewertungen
- MechDokument6 SeitenMechapi-236544093Noch keine Bewertungen
- Knurling On CNC Lathes - 275: J3 SI S5Si 5Dokument63 SeitenKnurling On CNC Lathes - 275: J3 SI S5Si 5Cecep Devi NugrahaNoch keine Bewertungen
- Buchenan ResumeDokument1 SeiteBuchenan Resumeapi-224188371Noch keine Bewertungen
- MDS-D, DH InstructionDokument311 SeitenMDS-D, DH InstructionDiogui DagostimNoch keine Bewertungen
- Item 1196 - E-Brake BDokument8 SeitenItem 1196 - E-Brake BMahmoud ElgammalNoch keine Bewertungen
- DrufelCNC ManualDokument57 SeitenDrufelCNC ManualRohan PrajapatiNoch keine Bewertungen
- Richa BrochureDokument28 SeitenRicha Brochureknight1729Noch keine Bewertungen
- Titoe CNC 3018pro Router User GuideDokument10 SeitenTitoe CNC 3018pro Router User GuideWesterlanderNoch keine Bewertungen
- Sem 4 QBDokument31 SeitenSem 4 QBArvind ThankappanNoch keine Bewertungen
- GE Fanuc Automation: Computer Numerical Control ProductsDokument159 SeitenGE Fanuc Automation: Computer Numerical Control ProductsJuan Perez RosasNoch keine Bewertungen
- Show cHJvZHVjdF9jYXRlZ29yeQ 4 enDokument3 SeitenShow cHJvZHVjdF9jYXRlZ29yeQ 4 enadriyasper97Noch keine Bewertungen
- Century Star CNC System Programming Guide For Turning MachinesDokument145 SeitenCentury Star CNC System Programming Guide For Turning MachinesPinto Nuñez LuisNoch keine Bewertungen
- Explain The Parts of The NC Machine/ Explain The Block Diagram of NC Machine. (3/4 Marks)Dokument5 SeitenExplain The Parts of The NC Machine/ Explain The Block Diagram of NC Machine. (3/4 Marks)rajeshNoch keine Bewertungen
- Axis OffsetDokument24 SeitenAxis OffsetMajidNoch keine Bewertungen
- V MachineDokument2 SeitenV MachineSinisa CimermanNoch keine Bewertungen
- dESIGN OF MC ELEMENTS PDFDokument46 SeitendESIGN OF MC ELEMENTS PDFlogeshboy007Noch keine Bewertungen
- CNC Manual enDokument41 SeitenCNC Manual enbeast manNoch keine Bewertungen
- Report Bengkel Mesin DJJ40142-CNC (Mohamad Zulhairi Bin Abd Rahim) (09DKM19F1086)Dokument9 SeitenReport Bengkel Mesin DJJ40142-CNC (Mohamad Zulhairi Bin Abd Rahim) (09DKM19F1086)obey zulNoch keine Bewertungen