Das könnte Ihnen auch gefallen
- A Fresh Look at LNG Process EfficiencyDokument0 SeitenA Fresh Look at LNG Process EfficiencyxinghustNoch keine Bewertungen
- Dynamic Simulation LNG ProcessesDokument4 SeitenDynamic Simulation LNG ProcessessppramNoch keine Bewertungen
- Gpa 2002 LNGDokument19 SeitenGpa 2002 LNGHoàng KakaNoch keine Bewertungen
- A Comparative Study of Phillips Optimized Cascade and Apci Propane Pre-Cooled Mixed Refrigerant LNG Liquefaction ProcessesDokument8 SeitenA Comparative Study of Phillips Optimized Cascade and Apci Propane Pre-Cooled Mixed Refrigerant LNG Liquefaction ProcessesVanessa Ada ElokaNoch keine Bewertungen
- Production of LNG Using Dual Independent Expander Refrigeration Cycles - Jorge H Foglietta (ABB Lumnus)Dokument19 SeitenProduction of LNG Using Dual Independent Expander Refrigeration Cycles - Jorge H Foglietta (ABB Lumnus)Joe Wong100% (1)
- Natural Gas Processing from Midstream to DownstreamVon EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNoch keine Bewertungen
- Comparison of Liquefaction Processes PDFDokument4 SeitenComparison of Liquefaction Processes PDFGeoffreyHunter100% (1)
- Get The Most From Your Fired HeaterDokument6 SeitenGet The Most From Your Fired Heateryogitadoda100% (2)
- Reliance - Flare Gas Recovery IMPDokument6 SeitenReliance - Flare Gas Recovery IMPsvnaik14Noch keine Bewertungen
- CHAPTER 13 - Flow Controls and Flow DividersDokument8 SeitenCHAPTER 13 - Flow Controls and Flow DividersVideonNoch keine Bewertungen
- Troubleshooting Vacuum Unit Revamp - TDokument6 SeitenTroubleshooting Vacuum Unit Revamp - TRafeek Emad AbdElkaderNoch keine Bewertungen
- 07 GasTreatingDokument52 Seiten07 GasTreatingHelixNoch keine Bewertungen
- UOP Proper Pretreatment Systems Reduce Membrane Replacements Improve Reliability Tech Paper PDFDokument18 SeitenUOP Proper Pretreatment Systems Reduce Membrane Replacements Improve Reliability Tech Paper PDFMuhammadIrsyadRNoch keine Bewertungen
- Sweetening LPG With AminesDokument8 SeitenSweetening LPG With AminessizwehNoch keine Bewertungen
- The C3MR Liquefaction CycleDokument14 SeitenThe C3MR Liquefaction Cyclekamran5426Noch keine Bewertungen
- APCI's Technology DevelopmentDokument4 SeitenAPCI's Technology Developmentapi-3715370Noch keine Bewertungen
- Vent Tip Info Sheet SDokument1 SeiteVent Tip Info Sheet SabsahkahNoch keine Bewertungen
- LNG Coil Wound Heat Exchangers Mid Sized LNG PlantsDokument5 SeitenLNG Coil Wound Heat Exchangers Mid Sized LNG Plantschemsac2Noch keine Bewertungen
- HCP - December 2019Dokument135 SeitenHCP - December 2019kishna00950% (2)
- Control and Safeguarding of Fired Equipment Foster Wheeler Energy LTD Process Engineering GuidelineDokument12 SeitenControl and Safeguarding of Fired Equipment Foster Wheeler Energy LTD Process Engineering GuidelineAugusto ManuelNoch keine Bewertungen
- PETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacityDokument22 SeitenPETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacitysara25dec689288Noch keine Bewertungen
- Hydroprocessing DepropanizerDokument12 SeitenHydroprocessing DepropanizerSathish KumarNoch keine Bewertungen
- UOP Operations Skills For The 21st Century PaperDokument16 SeitenUOP Operations Skills For The 21st Century PaperOmar EzzatNoch keine Bewertungen
- Refinery ConfigurationDokument1 SeiteRefinery Configurationriverlife88100% (1)
- Pilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFDokument5 SeitenPilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFonizuka-t2263Noch keine Bewertungen
- RNS Process Guide (40 CharactersDokument47 SeitenRNS Process Guide (40 CharactersmayankkhNoch keine Bewertungen
- (PJA) Current Trends For The FLNG TechnologiesDokument12 Seiten(PJA) Current Trends For The FLNG TechnologiesamaliahandiniNoch keine Bewertungen
- Gas Compression Systems DesignDokument42 SeitenGas Compression Systems DesignJaime MontielNoch keine Bewertungen
- Performance Enhancement of Propane Pre-C PDFDokument7 SeitenPerformance Enhancement of Propane Pre-C PDFAsadAliNoch keine Bewertungen
- Engro's Experience With Implementation of A S-300 Converter During A Normal T/ADokument10 SeitenEngro's Experience With Implementation of A S-300 Converter During A Normal T/Avaratharajan g rNoch keine Bewertungen
- LNG Regasification - Technology Evaluation and Cold Energy UtilisationDokument9 SeitenLNG Regasification - Technology Evaluation and Cold Energy UtilisationGSNoch keine Bewertungen
- Process Safety Concerns Can Arise When Using Refurbished or New-Surplus EquipmentDokument8 SeitenProcess Safety Concerns Can Arise When Using Refurbished or New-Surplus EquipmentIñaki EseberriNoch keine Bewertungen
- Safety Aspects of LNGDokument10 SeitenSafety Aspects of LNGNeil AlexNoch keine Bewertungen
- Ajit Sapre - ExxonMobilDokument48 SeitenAjit Sapre - ExxonMobilCarlos Augusto Arentz PereiraNoch keine Bewertungen
- Offsites and UtilitiesDokument70 SeitenOffsites and Utilitiesankitalalwani100% (1)
- LNG Process Selection Considerations For Future DevelopmentsDokument9 SeitenLNG Process Selection Considerations For Future Developmentsromdhan88Noch keine Bewertungen
- Hydrocracking and HydrotreatingDokument171 SeitenHydrocracking and HydrotreatingapitbhuNoch keine Bewertungen
- Boiler Heat FluxDokument8 SeitenBoiler Heat FluxMubarik Ali100% (1)
- Presentation On Fluid Catalytic Cracking Unit: S.K.Mukherjee Technical ConsultantDokument76 SeitenPresentation On Fluid Catalytic Cracking Unit: S.K.Mukherjee Technical ConsultantShankarMukherjeeNoch keine Bewertungen
- Solvent ImportanceDokument6 SeitenSolvent ImportanceAbhiNoch keine Bewertungen
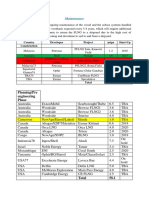
- Maintenance Des FLNGDokument3 SeitenMaintenance Des FLNGBeki Dabalambi100% (1)
- Vaporizer SDokument9 SeitenVaporizer SdishankmpatelNoch keine Bewertungen
- ST104 FinalforPosting2018Dokument5 SeitenST104 FinalforPosting2018imtinanNoch keine Bewertungen
- Gulfpub HP 201811Dokument93 SeitenGulfpub HP 201811avinashpatil2408Noch keine Bewertungen
- Ground Flares - Key Considerations for LNG ProjectsDokument8 SeitenGround Flares - Key Considerations for LNG ProjectsNurul Atiqah Ahmad Kamal100% (1)
- 18 - The Refining Industry PDFDokument19 Seiten18 - The Refining Industry PDFBogdanAlinNoch keine Bewertungen
- Delayed Coking Fractionators PTQ Q2 2009Dokument5 SeitenDelayed Coking Fractionators PTQ Q2 2009mahesh070Noch keine Bewertungen
- Troubleshooting and Inspection Experience in Delayed Coker UnitDokument21 SeitenTroubleshooting and Inspection Experience in Delayed Coker UnitFayaz MohammedNoch keine Bewertungen
- Demethanizer OperationDokument6 SeitenDemethanizer OperationHoustonAbducteeNoch keine Bewertungen
- A Brief Review of Para-Xylene Oxidation To Terephthalic Acid As A Model of Primary C-H Bond ActivationDokument12 SeitenA Brief Review of Para-Xylene Oxidation To Terephthalic Acid As A Model of Primary C-H Bond ActivationleniucvasileNoch keine Bewertungen
- ECI Symposium Proceedings Optimizes Fouling Mitigation DesignDokument6 SeitenECI Symposium Proceedings Optimizes Fouling Mitigation DesignJoseAndresCarreñoNoch keine Bewertungen
- Liquefied Petroleum GasDokument6 SeitenLiquefied Petroleum GasGlee AnneNoch keine Bewertungen
- Claus Sulphur Recovery OptionsDokument8 SeitenClaus Sulphur Recovery Optionsabhisekju2003Noch keine Bewertungen
- Petroleum Refinery Relocation Projects: 5-Phases of Project ManagementVon EverandPetroleum Refinery Relocation Projects: 5-Phases of Project ManagementNoch keine Bewertungen
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationVon EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNoch keine Bewertungen
- Waste Management in the Chemical and Petroleum IndustriesVon EverandWaste Management in the Chemical and Petroleum IndustriesNoch keine Bewertungen
- Cryogenics Safety Manual: A Guide to Good PracticeVon EverandCryogenics Safety Manual: A Guide to Good PracticeNoch keine Bewertungen
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsVon EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNoch keine Bewertungen
- Making Fire Systems Safe 21994Dokument11 SeitenMaking Fire Systems Safe 21994ganeshanNoch keine Bewertungen
- Compatibilidad Materiales Corrosion - TableDokument20 SeitenCompatibilidad Materiales Corrosion - TableYaíma Casañola SuárezNoch keine Bewertungen
- How To Match Valves and Actuators 21990Dokument6 SeitenHow To Match Valves and Actuators 21990ganeshan100% (1)
- Explanation of IP RatingsDokument1 SeiteExplanation of IP RatingsganeshanNoch keine Bewertungen
- Compatibilidad Materiales Corrosion - TableDokument20 SeitenCompatibilidad Materiales Corrosion - TableYaíma Casañola SuárezNoch keine Bewertungen
- Bayer PaperDokument5 SeitenBayer PaperMatt SalinovichNoch keine Bewertungen
- Bayer Process ChemistryDokument7 SeitenBayer Process ChemistryganeshanNoch keine Bewertungen
- Water Without A Pinch of Salt - Desalination Market in India - Post EditingDokument26 SeitenWater Without A Pinch of Salt - Desalination Market in India - Post EditingganeshanNoch keine Bewertungen
- Alumina Proses SistemDokument57 SeitenAlumina Proses SistemSriyono NozbNoch keine Bewertungen
- Bauxite EIC1982Dokument4 SeitenBauxite EIC1982ganeshanNoch keine Bewertungen
- Vw0811 Actuation OxlerDokument2 SeitenVw0811 Actuation OxlerganeshanNoch keine Bewertungen
- Sodium Bisulphate 2011 MarchDokument9 SeitenSodium Bisulphate 2011 MarchganeshanNoch keine Bewertungen
- HobbsDokument41 SeitenHobbsganeshanNoch keine Bewertungen
- 4 Guidance On Valve Type SelectionDokument86 Seiten4 Guidance On Valve Type SelectionKrista OneillNoch keine Bewertungen
- Why A Butterfly 1984Dokument2 SeitenWhy A Butterfly 1984ganeshan100% (1)
- Complete Valve Solutions: For The Refining and Petrochemical IndustriesDokument16 SeitenComplete Valve Solutions: For The Refining and Petrochemical Industriesfranz_passariniNoch keine Bewertungen
- Dezurik V Port Ball Valves VPB Sales 15-00-1Dokument8 SeitenDezurik V Port Ball Valves VPB Sales 15-00-1ganeshanNoch keine Bewertungen
- Grayloc PictureDokument1 SeiteGrayloc PictureganeshanNoch keine Bewertungen
- Kakinada PDFDokument30 SeitenKakinada PDFSandeep Mandapaka100% (2)
- NAF Unex Butterfly 4141 GB PDFDokument8 SeitenNAF Unex Butterfly 4141 GB PDFganeshanNoch keine Bewertungen
- Masala Dosa To Die For - NYTimesDokument13 SeitenMasala Dosa To Die For - NYTimesganeshanNoch keine Bewertungen
- Isa Maharashtra Inteq Magazine July2012Dokument21 SeitenIsa Maharashtra Inteq Magazine July2012ganeshanNoch keine Bewertungen
- Pondicherry IndustriesDokument13 SeitenPondicherry IndustriesganeshanNoch keine Bewertungen
- Bro Refining 20111025 01 PA4 2012427153825Dokument28 SeitenBro Refining 20111025 01 PA4 2012427153825ganeshanNoch keine Bewertungen
- FGD ValveDokument18 SeitenFGD Valveganeshan100% (1)
- 5a - Boiler Construction Continued - Internals - Superheaters LockedDokument0 Seiten5a - Boiler Construction Continued - Internals - Superheaters Lockedganeshan100% (1)
- Listofitems RanipetDokument7 SeitenListofitems RanipetganeshanNoch keine Bewertungen
- Boiler CalculationsDokument16 SeitenBoiler CalculationsBilly Moerdani100% (1)
- Pondicherry IndustriesDokument13 SeitenPondicherry IndustriesganeshanNoch keine Bewertungen
- Bluewater Website - Products and TechnologyDokument2 SeitenBluewater Website - Products and TechnologyganeshanNoch keine Bewertungen
- Fluid Mechanics Objective Type QuestionsDokument210 SeitenFluid Mechanics Objective Type Questionspavankumar001Noch keine Bewertungen
- 5MKM100RVMV Multi NX R32 Data Engineering EDAVN121718Dokument1 Seite5MKM100RVMV Multi NX R32 Data Engineering EDAVN121718Permana PutraNoch keine Bewertungen
- Saudi Arabian Oil Company: Instrument Specification Sheet - Hydrocarbon Liquid Sampling SystemsDokument1 SeiteSaudi Arabian Oil Company: Instrument Specification Sheet - Hydrocarbon Liquid Sampling SystemsMuhammad SalmanNoch keine Bewertungen
- R633 Refrigeration Cycle Demonstration UnitDokument5 SeitenR633 Refrigeration Cycle Demonstration UnitSkati BoyNoch keine Bewertungen
- NIPV Smoke Cooling and Nozzle TechniquesDokument28 SeitenNIPV Smoke Cooling and Nozzle TechniquesGeorge GartzounisNoch keine Bewertungen
- Tutorials CH 2 Bits f111 CmsDokument27 SeitenTutorials CH 2 Bits f111 CmsVISHNU SUDHAN HNoch keine Bewertungen
- HEAT TRANSFER THROUGH FREE AND FORCED CONVECTIONDokument8 SeitenHEAT TRANSFER THROUGH FREE AND FORCED CONVECTIONZia AhmedNoch keine Bewertungen
- 11 - Convection & Reynolds NumberDokument19 Seiten11 - Convection & Reynolds NumberMahir MahmoodNoch keine Bewertungen
- Bachelor of Technology (Civil) - Level 05 Cex 5231 - Mechanics of Fluids - Year 2015/2016 Assignment 06 - Suggested AnswersDokument10 SeitenBachelor of Technology (Civil) - Level 05 Cex 5231 - Mechanics of Fluids - Year 2015/2016 Assignment 06 - Suggested AnswersMufeesNoch keine Bewertungen
- Inventory 1Q 19Dokument9 SeitenInventory 1Q 19TAHIR MAHMOODNoch keine Bewertungen
- 660MW Emergency Operating ProcedureDokument117 Seiten660MW Emergency Operating ProceduregARRYNoch keine Bewertungen
- Liquid Petroleum Gas (LPG) - Health and Safety AuthorityDokument3 SeitenLiquid Petroleum Gas (LPG) - Health and Safety AuthorityAymanNoch keine Bewertungen
- Sax PPT 25.3 Rac - MescDokument82 SeitenSax PPT 25.3 Rac - Mescllh dilsahnNoch keine Bewertungen
- Pipeline Emergencies - 3e - WcoverDokument246 SeitenPipeline Emergencies - 3e - WcoverSergio Eligio Sánchez CruzNoch keine Bewertungen
- Fractional Distillation: Fractional Distillation Is The Separation of A Mixture Into Its Component Parts, orDokument11 SeitenFractional Distillation: Fractional Distillation Is The Separation of A Mixture Into Its Component Parts, orDhaval SakariyaNoch keine Bewertungen
- Pump & Air Compressor Piping Design RulesDokument24 SeitenPump & Air Compressor Piping Design RulesDeven SutharNoch keine Bewertungen
- Pre Commissioning ChecklistsDokument13 SeitenPre Commissioning Checklistsmehul10941Noch keine Bewertungen
- Optimum FCC Conditions Give Maximum Gasoline and OctaneDokument5 SeitenOptimum FCC Conditions Give Maximum Gasoline and OctaneHari PrasadNoch keine Bewertungen
- 6.2 Mmbtu Zone Ii Steam GeneratorDokument2 Seiten6.2 Mmbtu Zone Ii Steam GeneratorAbboud KingNoch keine Bewertungen
- Group Assignment Presentation No. 4 Fundamentals of Fluid FlowDokument6 SeitenGroup Assignment Presentation No. 4 Fundamentals of Fluid FlowJeremyNoch keine Bewertungen
- Pumps and PrimersDokument18 SeitenPumps and PrimersSambhranta MishraNoch keine Bewertungen
- 1911 NFPA Pump Test Form PDFDokument2 Seiten1911 NFPA Pump Test Form PDFejjjnNoch keine Bewertungen
- Artificial LiftDokument7 SeitenArtificial LiftShakerMahmoodNoch keine Bewertungen
- 290-PSV-2930 Pressure Relief Valve Roma Fig 161 80mmDokument1 Seite290-PSV-2930 Pressure Relief Valve Roma Fig 161 80mmStuart MaleNoch keine Bewertungen
- Motion of Particles Through FluidsDokument9 SeitenMotion of Particles Through FluidsFarman AliNoch keine Bewertungen
- Design pumping machinery lift water tanksDokument7 SeitenDesign pumping machinery lift water tanksNaveen NagisettiNoch keine Bewertungen
- Direct Fired Vaporizer UpgradesDokument5 SeitenDirect Fired Vaporizer UpgradesYogi MaulanaNoch keine Bewertungen
- Service Kit Hcr1500-D20/D20 Ii/Ed Ii With Cat C9 EngineDokument3 SeitenService Kit Hcr1500-D20/D20 Ii/Ed Ii With Cat C9 EngineMustofa TofaNoch keine Bewertungen
- MAAE 3300 PA Session 4 Pipe Flow ProblemsDokument4 SeitenMAAE 3300 PA Session 4 Pipe Flow ProblemsPadmassun IxznziNoch keine Bewertungen