Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Masterpact NT, NWDokument172 SeitenMasterpact NT, NWmazu_bzNoch keine Bewertungen
- COMS Clock Generator/Driver For Low Voltage Operation BBDDokument1 SeiteCOMS Clock Generator/Driver For Low Voltage Operation BBDbbNoch keine Bewertungen
- EM Clamp For Immunity Tests Acc. EN 61000-4-6 Ed. 4.0: EMCL-20Dokument5 SeitenEM Clamp For Immunity Tests Acc. EN 61000-4-6 Ed. 4.0: EMCL-20spohanNoch keine Bewertungen
- Em Pump Specifications March2013 NW - SuntecDokument6 SeitenEm Pump Specifications March2013 NW - SuntecPetrr RavvNoch keine Bewertungen
- EE61 Power System AnalysisDokument3 SeitenEE61 Power System AnalysisMartin De Boras PragashNoch keine Bewertungen
- Koin 080T310Dokument4 SeitenKoin 080T310PHAM THANH TUNoch keine Bewertungen
- HP 5328A Service ManualDokument219 SeitenHP 5328A Service ManualDragan LazicNoch keine Bewertungen
- Signals and Systems: Assignment-1 Monsoon 2020Dokument3 SeitenSignals and Systems: Assignment-1 Monsoon 2020NishkarshNoch keine Bewertungen
- 24pp RADIAFLEX BROCHURE - Update-2 - Web PDFDokument24 Seiten24pp RADIAFLEX BROCHURE - Update-2 - Web PDFMelissa CorimanyaNoch keine Bewertungen
- Lecture Gauss Law For Magnetic FieldsDokument4 SeitenLecture Gauss Law For Magnetic FieldsBill WhiteNoch keine Bewertungen
- Bipolar Analog Integrated Circuit: 3-Terminal Positive Adjustable RegulatorDokument12 SeitenBipolar Analog Integrated Circuit: 3-Terminal Positive Adjustable RegulatorLeoSilvaNoch keine Bewertungen
- Preventive Maintenance PM-Freq (Q/H/Y) : - Check Points Checked Remarks Action Taken Status YES NODokument1 SeitePreventive Maintenance PM-Freq (Q/H/Y) : - Check Points Checked Remarks Action Taken Status YES NOGnanavel GNoch keine Bewertungen
- Tesla meter,Gauss meter、Magnetic flux densimeter、Introduction Handy typeDokument2 SeitenTesla meter,Gauss meter、Magnetic flux densimeter、Introduction Handy typesomkiat kongprasiatNoch keine Bewertungen
- Ersa Soldering Station PDFDokument22 SeitenErsa Soldering Station PDFtodorloncarskiNoch keine Bewertungen
- Basics of Control Components - Siemens WWDokument109 SeitenBasics of Control Components - Siemens WWvozoscribd100% (1)
- 385C and 385C FS Excavator Electrical SystemDokument4 Seiten385C and 385C FS Excavator Electrical SystemNova kurniawan 34Noch keine Bewertungen
- Electro-Hydraulic Actuator Type PVEP / PVEP-F TechDokument16 SeitenElectro-Hydraulic Actuator Type PVEP / PVEP-F TechHYDRAULICGURUNoch keine Bewertungen
- Bateria 12 V 40ah GELDokument2 SeitenBateria 12 V 40ah GELelmerNoch keine Bewertungen
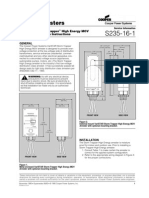
- Surge Arresters: Varistar Storm Trapper High Energy Mov Arrester Installation InstructionsDokument2 SeitenSurge Arresters: Varistar Storm Trapper High Energy Mov Arrester Installation InstructionsAgussalim AddinNoch keine Bewertungen
- Biasing AmplifiersDokument19 SeitenBiasing AmplifiersAlbert AwoponeNoch keine Bewertungen
- Micro SteppingDokument4 SeitenMicro SteppingDobai SzilardNoch keine Bewertungen
- Accident Alert System Using GSM GPS and AcceleromeDokument6 SeitenAccident Alert System Using GSM GPS and AcceleromeSiva ÑärêshNoch keine Bewertungen
- Altivar 320 Variable Frequency Drive VFD - ATV320U75M3CDokument11 SeitenAltivar 320 Variable Frequency Drive VFD - ATV320U75M3CJonathan OsorioNoch keine Bewertungen
- MOS CapacitancesDokument13 SeitenMOS CapacitancesOzephSharifNoch keine Bewertungen
- Newton-Raphson State Estimation Solution Employing Systematically Constructed Jacobian MatrixDokument5 SeitenNewton-Raphson State Estimation Solution Employing Systematically Constructed Jacobian MatrixMuhudin Mohammed SemanNoch keine Bewertungen
- MCB Price ListDokument2 SeitenMCB Price ListNaveen ReddyNoch keine Bewertungen
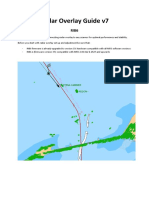
- Radar Overlay Guide v7Dokument18 SeitenRadar Overlay Guide v7Pako AlbNoch keine Bewertungen
- Lecture 3 - Radio PhysicsDokument30 SeitenLecture 3 - Radio PhysicsFarra Ineza ZahariNoch keine Bewertungen
- Operating Manual: Air Band TransceiverDokument40 SeitenOperating Manual: Air Band TransceiverПросто СлесарьNoch keine Bewertungen
- Bat 41Dokument3 SeitenBat 41Fernando QueirozNoch keine Bewertungen