B&Ws IR-CFB Coal-Fired Boiler Operating Experiences
S. Kavidass M. Maryamchik Babcock & Wilcox Barberton, Ohio, U.S.A. Presented to: Pittsburgh Coal Conference September 14-18, 1998 Pittsburgh, Pennsylvania, U.S.A. C.S. Price Southern Illinois University Carbondale, Illinois, U.S.A. A.K. Mandal Kanoria Chemicals & Industries Ltd. Renukoot, U.P., India
BR-1659
Abstract
This paper updates operating experience of two Babcock & Wilcox (B&W) coal-fired, internal recirculation circulating fluidized-bed (IR-CFB) boilers. The first boiler is located at Southern Illinois University (SIU) in Carbondale, Illinois, U.S.A. and is designed for 35 MW t output for cogeneration application, utilizing high sulfur, low ash Illinois coal. The second boiler is located at Kanoria Chemicals & Industries Ltd. (KCIL) in Renukoot, India and is designed for 81 MWt output for captive power requirements, firing high ash, low sulfur coal. This boiler was supplied by Thermax B&W (TBW) Ltd., a joint venture company of B&W and Thermax in India. The CFB technology is selected for these two units based on the fuel and environmental considerations. This paper discusses the various aspects of the two IR-CFB boilers design features, performance, and operating experience including emissions. coal-fired repowering boiler projects: Rostovenergo/Nesvetay in Russia and AES/Beaver Valley in the USA. Both projects involve repowering of existing PC-fired units with the IR-CFB boilers within existing structural steel. These projects clearly show the advantage of the compact IR-CFB design. These recent projects are in various stages of final project approvals, permitting, financing, etc. The B&W IR-CFB boiler is unique in design due to the use of U-beam impact type particle separators as opposed to cyclone separators. Worldwide, B&W offers IR-CFB boilers up to 150 MWe, both reheat and non-reheat with full commercial guarantees, and is currently scaling up the CFB design to 300 MWe.
B&W IR-CFB Boiler Process Introduction
B&W is a leading global supplier of industrial/utility boilers and has supplied more than 700 units totaling more than 270,000 MWe. The rich experience gained in PC-fired boilers led to fluidized-bed boiler development. B&W has more than 28 years experience in developing fluidized-bed boilers including atmospheric bubbling-bed and circulating-bed boilers. B&W has developed and put into commercial operation a compact atmospheric IR-CFB boiler that features simple configuration, requires a smaller boiler foot print, has minimal refractory allowing quick start-up and requires minimal maintenance. To date worldwide, B&W, including B&W joint ventures and licensee companies, has sold more than 17 circulating fluid bed projects burning a variety of fuels. Of these 17, seven are coalfired CFB boilers that have been successfully put into commercial operation. Also, very recently work started on a 100 MWe IR-CFB boiler for SIGECO, USA. B&W is also working on two The successful operation of CFB boilers is primarily attributed to the proper CFB furnace design, selection of proper process parameters and auxiliary equipment. In the B&W CFB boiler, most of the entrained solids recirculate within the furnace being captured and returned directly to the furnace by the U-beam impact separator. The fines, passing U-beams, are collected by the secondary multi-cyclone separator (MDC) in the case of the SIU boiler or by the first field(s) of the electrostatic precipitator (ESP) for the KCIL boiler. The secondary solids collected are also recirculated to the furnace. The two-stage solids recirculation provides increased residence time to maximize fuel burnout and sorbent utilization. Corresponding high solids densities in the upper furnace are shown in Figure 1. This provides a high rate of gas-solids reaction for combustion, good sulfur capture at relatively low calcium-to-sulfur molar ratios (Ca/S), low NOx emissions, high rate of heat transfer to the furnace walls and predictable temperature profile for the entire furnace height, as shown in Figure 2.
Babcock & Wilcox
90 (21.3)
15C 100 (30.5) 90 (27.4) 80 (24.4) KCIL SIU
15C
~ ~ ~ ~
Furnace Height, ft (m)
Dilute Bed
70 (21.3) 60 (18.3) 50 (15.2) 40 (12.1) 30 (9.1) 20 (6.1) 10 (3.05) 0 1500 (816) 1550 (843) 1600 (871) 1650 1550 (899) (843) 1600 (871) 1650 (899) 1700 (927)
Furnace Temperature, F (C)
Figure 1 Typical IR-CFB furnace density profile.
Figure 2 IR-CFB furnace predicted temperature profiles.
IR-CFB Boiler Design Features
The boiler design arrangement for both the KCIL and SIU projects is typical of B&Ws IR-CFB boiler. The main CFB process-related differences in these units design are: a. the KCIL boiler secondary ash is recycled from the ESP, as shown in Figure 3, while the SIU boiler features secondary recycle from the MDC (see Figure 4) and
b. the SIU boiler has a water cooled screw for bottom ash removal, and the KCIL boiler has a fluid bed ash cooler. The B&W IR-CFB boilers design features are: Two-stage solids separation for high carbon burnout efficiencies and better limestone utilization Controllable solids recirculation (better load change response and wider turndown ratio) Use of in-furnace surfaces (division and wing walls) for furnace temperature control
Sand Hopper
U-Beams
SSH
PSH
Coal Bunker Econ
TAH
Furnace ESP
Drag Chain Feeder
Division Wall
PF Fans
Figure 3 Kanoria IR-CFB boiler general arrangement.
Babcock & Wilcox
Less refractory in the boiler for quick start-up and less maintenance that leads to lower operating cost Low and uniform velocities at the furnace exit allowing to eliminate or significantly reduce erosion in the upper furnace and primary solids separator Gravity fuel feed and simplified secondary ash recycle system Absence of hot expansion joints allowing significantly reduced maintenance
KCIL and SIU IR-CFB Boiler Description
The boilers, shown in Figures 3 and 4, feature the following major design components: Boiler furnace U-beam solids separators Secondary ash recycle system Bed drain and ash coolers Air assisted gravity fuel feed system Water cooled air plenum and bubble cap nozzles Convective heat recovery surfaces Horizontal tubular air heater (KCIL only) Primary and secondary air FD fans and ID fans Over-bed start-up burners and bed lances (latter SIU only) Baghouse or electrostatic precipitator
The crushed coal is introduced from a coal silo via two volumetric drag chain feeders through the front wall for KCIL and one gravimetric feeder through the side wall for SIU. Design conditions and fuel data for the CFB boilers are listed in Tables 1 and 2. The KCIL boiler is designed with two fuel feed points (SIU has one feed point) and four secondary solids reinjection points (one secondary solids reinjection for SIU) that are located on the boiler rear wall in the primary zone. The KCIL boiler has two furnace bed drains and two fluid bed bottom ash coolers (one bed drain with a bottom ash screw cooler for SIU). One sand (<250 microns-average) feed system at each boiler is used to provide make-up (for emergency use only) and start-up inventory in the furnace. Each boiler has two 15.12 Mkcal/hr (60 MBtu/hr) over-bed burners (oil-fired for KCIL and gas-fired for SIU), located at the boiler rear wall, capable of heating the bed for start-up on coal. The SIU boiler also has two gas-fired 6.3 Mkcal/hr (25 MBtu/hr) in-bed lances, installed on the front wall to carry 67% MCR load in combination with the over-bed burners. The bubble caps for primary air distribution are installed between the boiler tubes that form the bottom of the furnace (Figure 5). The balance of combustion air is admitted as overfire air through nozzles at two levels in the front and rear walls of the furnace for staged combustion. The primary and secondary air are supplied by separate fans. Both KCIL and SIU are balance draft with an ID fan installed. One hundred percent standby redundancy is provided for all fans for KCIL; single fans are provided at SIU.
Steam Generating Bank
Bubble Cap Superheater U-Beams
Dust Collector Furnace
Air From Windbox Furnace Sidewall Economizer
Furnace Rearwall
Refractory
To Baghouse
Distributor Plate With Bubble Caps Windbox
ler Ash Coo
Figure 4 Southern Illinois University CFB boiler.
Figure 5 Furnace distributor plate and bubble caps.
Babcock & Wilcox
Both the boilers have vertical pendant type superheater banks located within the water- cooled, gas-tight membrane enclosure, as shown in Figures 3 and 4. A horizontal economizer is located downstream of the superheater. Underneath the economizer, a three-pass tubular air heater with flue gas outside the tubes is located for KCIL. An electrostatic precipitator for KCIL and a baghouse for SIU are installed for final particulate control. Each boiler is equipped with a DCS system to monitor and operate the units.
Boiler Furnace
The furnace cross section dimensions are 4.32 m wide x 4.57 m deep (14 ft 2 in. x 15 ft) for KCIL and 3.1 m wide x 3.66 m deep (10 ft 2 in. x 12 ft) for SIU (see Figure 6). The furnace is made of gas-tight membrane enclosure water-cooled walls with 76 mm (3 in.) tube diameter on 102 mm (4 in.) centers. For KCIL, in addition to the enclosure walls, one division wall, reaching about 40% of the furnace depth, is installed to achieve the desired furnace temperatures. The furnace plan area at the primary zone is reduced to provide good solids mixing, promote solids entrainment, and operate the boiler at low loads with reasonable flue gas velocities. The upper furnace superficial velocity is 6 m/s (20 ft/s) for KCIL and 5 m/s (16 ft/s) for SIU. The primary air flow is about 60% of the total air flow. A thin layer of refractory, as shown in Figure 7, is applied to all lower furnace wall surfaces (including a division wall) to protect against corrosion and erosion. Based on previous operating experience, an ultra high strength, abrasion resistant low cement alumina refractory is used for the lower furnace up to 7.3 m (24 ft). Refractory 16 mm (5/8 in.) thick for KCIL and 25 mm (1 in.) for SIU is installed over a dense pin studded patterns. Refractory is also installed at the furnace roof panel, Ubeam enclosure side walls and U-beam transfer hopper. To reduce the erosion commonly experienced at the refractory interface in the lower furnace, a 450-600 mm (18-24 in.) band of metal spray has been applied to the furnace and division walls.
2 x 3 Pattern Low Cement High Alumina Rammed Refractory 16 25 mm
Figure 7 Studded membrane tubes.
U-Beam Solids Separators
The solids separation system is a key element to any CFB boiler design, influencing both capital and operating costs of the unit. Both the boilers have two stages of primary solids separators: in-furnace U-beam separators and external U-beam separators. The gas and solids flow pattern through U-beams and the arrangement of the IR-CFB primary particle collection system are shown in Figures 8 and 9.
KCIL ESP Ash Reinjection
SIU MDC Ash Reinjection
(Furnace Division Wall)
Furnace Depth
Furnace Depth
Fuel & Limestone
Furnace Width
Furnace Width (Front)
Fuel & Sand
Fuel & Sand
Figure 6 Furnace bottom plan views.
Babcock & Wilcox
Gas Plus Solids Flow
Gas Flow
for SIU, reducing the gas-side pressure drop (<25 mm or 1 in. of water column) as compared with cyclone-type separators (>150-250 mm wg or 6-10 in. wg). Four rows of external U-beams, installed behind the furnace rear wall plane, collect most of the solids passing the in-furnace U-beams. A particle storage hopper is located at the bottom of the external U-beams. The separated solids are recycled internally into the furnace via discharge ports from the transfer hopper.
Secondary Ash Recycle System
A Multicyclone Dust Collector (MDC) is used as a secondary solids separator for SIU. It is located after the generating bank and has a top inlet and rear outlet. MDC overall collection efficiency exceeds 90%. The secondary separator has 80 fully accessible vortex type collection tubes of 254 mm (9 in.) diameter, arranged 3 m (10 ft) wide by 2.95 m (9 ft 8 in.) deep. The tubes are constructed of 550 Brinell hardness cast steel, which has proven to be very resistant to wear after years of operation. The MDC-collected solids are returned to the furnace by an air fluidized conveyor. For KCIL, the fraction of solids passing through U-beams is collected at three locations: the air heater hopper, ESP knockout chamber and ESP I & II Pass, as shown in Figure 10, with the major portion collected at the ESP. The collected fines are moved to an ash hopper by a pneumatic conveying system. Two variable drive rotary feeders are used to control the ash recycle rates from the ash hopper to the furnace. The ash is dropped onto the two air assisted conveyors and diverted into four streams, injected by gravity into the lower furnace through the rear wall.
1. Sidewall Membrane Panel 2. U-Beam 3. Seal Baffle
Figure 8 U-beam separators plan view.
The two rows of in-furnace U-beams are able to collect more than 75% of the solids entering the primary separators. The Ubeams are made of TP309H material for KCIL and RA 253 MA material for SIU. The flue gas velocity across the U-beams is around 8 m/s (26.5 ft/s) for KCIL and is around 6.4 m/s (21 ft/s)
Furnace Roof
IR-CFB Primary Particle Collection System
U-Beam Support
Solids Transfer Hopper
IR-CFB Primary Particle Collection System
Figure 9 IR-CFB U-beam support and particle transfer.
Babcock & Wilcox
Ash Silo
Ash Recycle
Knock Out Chamber ESP
Air Heater Furnace Rearwall >8 Air Slide Valve I Pass Ash Disposal
Furnace Sidewall
Furnace Sidewall
Ash Disposal
Fines and Hot Air Return to Furnace
Figure 10 ESP 1 pass ash recycle system.
1505 1200 E
Bed Drain and Ash Coolers
The purpose of draining the bed material from the furnace is to control the bed solids inventory and remove oversized material accumulated during operation. In the case of KCIL, two 203 mm (8 in.) diameter bed drain pipes are used to drain the bed material. Horizontal slide valves are used to move the bed drain solids to the ash coolers. The drained material is at bed temperature and carries a considerable amount of sensible heat. The bed drain material is cooled to 205C (400F) which is an acceptable temperature to enter the ash disposal system. The KCIL system for controllable draining and cooling is provided by the two fluidized-bed ash coolers, as shown in Figure 11. The bed drain solids can be cooled in the fluidized-bed ash coolers and stripped of the fine material (<250 microns). The finer material fractions are returned to the furnace with fluidizing hot air. The coarse material is removed at the bottom of the ash cooler via variable rotary feeders. The amount of bed drain solids is controlled to maintain the bed solids inventory in the furnace. SIU utilizes a single 203 mm (8 in.) diameter bed drain pipe to drain the bed material. The bed drain material is cooled by a screw ash cooler to 177C (350F). The cooling water for the ash cooler is provided by the plant closed loop water supply.
C L of Manhole
Hot Solids In From Bed Drain
Cooling Air
34
Water-Cooled Air Plenum and Bubble Cap Nozzles
The windbox or air plenum is completely made of watercooled panels except at the rear wall where air enters the windbox. The air distributor bubble caps, 102 mm x 115 mm spacing (4 in. x 4.5 in.), are fitted on the water-cooled floor panel, as shown in Figure 5. The B&W bubble cap pressure drop at full load is approximately 406 mm (16 in.) of water column.
R.A.V.
Cooled Solids Out
Figure 11 Fluidized-bed ash cooler.
Babcock & Wilcox
The bubble caps are designed to distribute the air uniformly, preventing the back sifting of solids even at low load operation, create good turbulence, and promote fuel, limestone and bed material mixing in the primary zone.
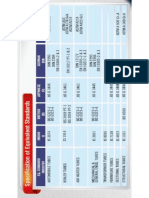
Table 1 KCIL IR-CFB Boiler Performance Data @ 100% MCR Steam Conditions Design & Predicted 105,000 (231) 6.4 (913) 485 (905) 180 (356) 60-100 3.5:1 140 (284) 25,760 (56.7) 860 (1580) Performance Test Data 103,000 (227) 6.2 (884) 483 (901) 180 (356) 60-100 4:1 130-140 (266-284) 21,760 (47.9) 865-880 (1589-1616) 865-880 (1589-1616) 600-680 (23.6-26.8) 300-380 (12.0-15.0) 88.8 16-20
KCIL and SIU IR-CFB Boiler Operating Experience
Plant Location and Coal Supply
KCIL is located in the town of Renukoot, in the state of Utter Pradesh, India, which is very close to the Singaroli coal mine. The steam generator is designed to burn high-ash, low sulfur coal. The coal is supplied from Singaroli surface coal mine which is 65 km (40 miles) from KCIL. The raw coal 250 mm x 0 (10 in. x 0) is delivered by truck to the plant site. The raw coal is fed onto the receiving hopper and then loaded into the coal crusher via vibrating feeders and conveyors. The crushed coal is fed into the coal silo. Table 1 shows the fuel analysis actually coming to the boiler. The coal, in general, is erosive, mediumvolatile, low-sulfur, and high-ash (<45%). SIU at Carbondale, Illinois, USA, is located close to the largest bituminous coal mine in Illinois, Old Ben II. The raw coal 50 mm x 0 (2 in. x 0) is delivered by truck to the plant site. A drag chain conveyor moves the coal to the crusher and two bucket elevators deliver the coal to the 24 hours capacity silo. The boiler is designed to burn high-sulfur (3.1%), low-ash and high-Btu coal as shown in Table 2.
Steam Flow, kg/hr (klb/hr) Steam Pressure, MPa (psig) Steam Temperature, C (F) FW Temperature, C (F) Steam Temperature Control Range, % MCR Turndown Flue Gas Temperature Leaving Airheater, C (F) Coal Flow Rate, kg/hr (klb/hr) Furnace Bed Temperature, C (F)
Upper Furnace Temperature, 878 C (F) (1612) Furnace Bottom P, mmwc (in. wc) Furnace Upper P, mmwc (in. wc) Boiler Efficiency, % Excess Air, % Performance Coal Analysis Proximate Analysis, % by wt Ash Moisture Sulfur Volatile Matter Fixed Carbon Ultimate Analysis, % by wt Carbon Hydrogen Oxygen Sulfur Nitrogen Moisture Ash Higher Heating Value, kCal/kg (Btu/lb) Coal Size, mm (in.) 32.00 2.10 9.82 0.40 0.68 10.00 45.00 3500 (6300) 6.4 x 0 (1/ 4 x 0) 45.0 10.0 0.4 18.0 24.0 610 (24.0) 340 (13.4) 87.9 20
Boiler Start-up
The KCIL boiler erection was completed in July 1996. Initial pre-commissioning activities began in August 1996, 20 months after full release of detail boiler drawings. The whole project was delayed six months due to late delivery of some of the major equipment such as structural steel, Turbine-Generator (TG) set, coal handling and crushing system, and a few vendor equipment items. The boiler hydrotest was performed in May 1996. The refractory installation and curing were done in September 1996. The steam blow operation was completed in October 1996 with oil firing, utilizing over bed start-up burners. The turbine rolling, stabilization, and TG synchronization were completed in December 1996 with oil firing. The first coal firing was established in January 1997 and commercial operation started in February 1997. Boiler performance testing was completed in September 1997. The SIU boiler erection was completed in February 1996. Boiler hydrotest was completed on November 1995, 24 months after full release of detail boiler drawings. While beginning startup and initial commissioning activities, the project was delayed for a period of eighteen (18) months due to problems with the customers scope of supply and a permitting problem related to the universitys stoker boilers. Start-up commenced in the summer of 1997. Performance testing was completed in September 1997. During the commissioning period in the summer of 1997, higher than designed gas temperature leaving the economizer was observed. The reason was found to be economizer tube fouling with fine ash passing the MDC. The problem was resolved by installing sootblowers that were not included in the initial design. By operating the sootblowers twice a day, the gas temperature was brought to the design level.
37.40 9.40 0.22 25.70 27.28
40.00 3.20 8.83 0.22 0.91 9.40 37.40 3910 (7038) 6.4 x 0 (1/4 x 0) 1200 (0.05)
Mid Size (d50), micron (in.) 750 (0.03) Emissions NOx, ppm (lb/10 6 Btu) Particulate before ESP, mg/Nm3 (lb/10 6 Btu) SO2 w/o Limestone, mg/Nm3 (lb/10 6 Btu) CO 100 (0.16) 300 (0.24) <1200 (<0.96)
70 (0.11) <300 (<0.24) <650 (<0.52)
Babcock & Wilcox
IR-CFB Boiler Operating Performance
Table 2 SIU IR-CFB Boiler Performance Data @ 100% MCR Steam Conditions Steam Flow, kg/hr (klb/hr) Steam Pressure, MPa (psig) Steam Temperature, C (F) FW Temperature, C (F) Steam Temperature Control Range, % MCR Turndown Flue Gas Temperature Leaving Economizer, C (F) Coal Flow Rate, kg/h (klb/hr) Furnace Bed Temperature, C (F) Design 46,000 (101.5) 4.7 (675) 399 (750) 109 (228) 50-100 4:1 149 (300) 5400 (11.9) 865 (1589) Actual 46,000 (101.5) 4.4 (640) 399 (750) 109 (228) 40-100 5:1 155 (311) 5400 (11.9) 870 (1598) 880 (1616) 870 (34.3) 86.6 19 2.3
0 1997 1998 (As in June) Boiler Availability, % 100 4.2% 8.2% 95 Forced Outage Boiler Available
KCIL boiler performance test data are given in Table 1. The boiler operating data indicates that the boiler has been successfully operational for the past 1.5 years. The boiler efficiency (88.8% on HHV basis) and combustion efficiency (>99%) are higher than predicted. This is mainly due to the very low unburned carbon (<1%) and low flue gas outlet temperature (130C or 266F). NO x emission is less than 75 ppm (0.12 lbs/MBtu). The sulfur content in KCIL fuel is negligible and, therefore, no limestone injection system is added. The boiler availability was 91.8% for 1997 and is 95.8% through the 2nd quarter of 1998 (see Figure 12).
90
Upper Furnace Temperature, 875 C (F) (1607) Furnace Total P, mmwc (in. wc) Boiler Efficiency, % Excess Air, % Ca/S Ratio Performance Coal Analysis Proximate Analysis, % by wt Ash Moisture Sulfur Volatile Matter Fixed Carbon Ultimate Analysis, % by wt Carbon Hydrogen Oxygen Sulfur Nitrogen Moisture Ash Higher Heating Value, kCal/kg (Btu/lb) Coal Size, mm (in.) Mid Size (d 50), mm (in.) Limestone Size, micron (mesh) Emissions NOx, ppm(lb/106 Btu) SO2, % removal CO, ppm (lb/106 Btu) <170 (<0.28) 90 200 (0.20) 65.13 4.50 5.88 3.10 1.51 11.38 8.50 6492 (11,686) 12.7 x 0 (1/ 2 x 0) 3 ( 1/8 ) 1180 x 0 (16-) 8.50 11.30 3.10 34.00 46.20 864 (34.0) 86.6 20 2.3
85
80
Figure 12 KCIL boiler availability. 12.23 7.45 2.71 33.64 46.68
64.75 4.52 7.06 2.71 1.28 7.45 12.23 6505 (11,709)
SIU boiler performance is shown in Table 2. As can be seen, all performance targets were met or surpassed. Since completing performance tests, the boiler experienced only planned outages associated with load demand (the plant was serving predominantly heating/cooling needs of the university) and the plants equipment inspection/repair schedule. The boiler availability data is shown in Figure 13.
Commissioned Outage Planned Outage Boiler Available 100
Boiler Availability, %
20 x 0 (3/ 4 x 0) 9 ( 3/8 ) 1180 x 0 (16-)
95
11.0%
9.0%
90
85
90-100 (0.15-0.16) 90 150-200 (0.15-0.20)
80
0 1997 1998 (July 15 - Dec. 31) (Jan. 1 - June 16)
Figure 13 SIU boiler availability.
Babcock & Wilcox
Some characteristics of both boilers performance are given below: The boilers cold start-up is achieved within five hours to reach 100% MCR load without considering turbine warmup and TG synchronization. The boiler dynamic load response observed is 5-6%/minute. Boilers turndown of 5:1 is achieved without auxiliary fuel (3.5:1 / 4:1 is guaranteed) All guarantees have been met or surpassed including emissions. All major boiler equipment and parts have shown reliable performance.
clone-based CFB boilers. Some of the following key areas for the boilers that will require virtually no maintenance are: U-beam solid separators Air-assisted gravity fuel feed system Pendant superheaters Secondary ash reinjection system (MDC/ESP) Bed ash cooler Refractory (Minor maintenance may be required on furnace refractory interface.)
Conclusion
The KCIL and SIU IR-CFB boilers are successfully operating with coal firing at 100% MCR. The final acceptance test on coal firing was completed. Operation has proven that the IRCFB is a reliable technology to burn high-ash as well as highsulfur coals. B&W has developed and demonstrated a unique IR-CFB boiler design that combines simplicity and lower operating cost with high boiler performance. The boilers met the customers steam and power requirements, utilizing the lowgrade high-ash and high-sulfur coals with high efficiency, while meeting the local and state emissions regulations.
Boilers Maintenance Experience
KCIL Boiler. During the first stage of boiler operation, the furnace temperature on many occasions was exceeding the design value. This was mainly due to the insufficient upper furnace inventory which was caused by frequent failures of the ESP first fields and pneumatic ash conveying system. The ESP problem was solved by implementing proper adjustments to its rectifier. Operation of the pneumatic ash conveyor was fixed by adjusting the sequence of air lock valves and correcting the ash silo back pressure. KCIL fuel ash is highly erosive, which caused waterwall tube leaks to occur at the refractory interface. This problem was solved by applying the proper thickness of metal spray with a proper interface refractory angle. Economizer tube erosion was the reason of the two forced outages. This erosion was caused mainly by flue gas flow obstruction at the tube shield and the strap resulting in higher than design gas velocity at the top of the economizer tube bank. After removing the tube shield and the back strap, no significant erosion has been observed. Forced outage causes due to economizer tube failure are around 34% and due to the furnace refractory interface are in the order of 66%. SIU Boiler. A sootblower was initially installed at the horizontal convection pass floor. It proved to be susceptible to ash sifting into the nozzle which, combined with residual moisture, plugged the nozzle. While the boiler was operating successfully without utilizing this sootblower, the problem remains to be solved in order to implement blowing soot from the floor if the need arises.
References
1. Kavidass, S., Alexander, K.C., Belin, F., James, D.E., Operating Experience with high ash waste coal in a B&W CFB Boiler, Power-Gen Asia 94, Hong Kong, August 23-25, 1994. 2. Steam/its generation and use, 40th edition, Chapter 16, Atmospheric Pressure Fluidized-Bed Boilers, Babcock & Wilcox, Barberton, Ohio, U.S.A., 1992. 3. Kavidass, S., Szmania, M.J., Alexander, K.C., Design Considerations of B&W Industrial and utility reheat / non-reheat IR-CFB Boilers, Power-Gen Asia 96, New Delhi, India, September 17-19, 1996. 4. Lindsey, D., Price, C., Gittinger, J.S., Internal Recirculation CFB boiler for Southern Illinois University Update on Start-up and Initial Operation, ASME International Joint Power Generation Conference, Denver, Colorado, USA, November 1997. 5. Diwakar, K.K., Bakshi, V.K., Kavidass, S., Overview and status of first 25 MWe IR-CFB boiler in India, 14th International Conference on FBC, Vancouver, Canada, May 11-14, 1997. 6. Kavidass, S., Silvey, M.L., Price, C.S., Diwakar, K.K., Bahety, T.D., Design, start-up and initial operating experience of B&Ws IR-CFB coal-fired boilers, Power Gen Asia 97 conference, Singapore, September 1997.
IR-CFB Boiler Maintenance-Free Areas
The KCIL and SIU IR-CFB boilers incorporated a number of proven design features to reduce maintenance. IR-CFB boilers are anticipating very low maintenance compared to hot cy-
Babcock & Wilcox
Das könnte Ihnen auch gefallen
- Suffolk Bus S92 Schedule Effective 5-2712Dokument2 SeitenSuffolk Bus S92 Schedule Effective 5-2712RiverheadLOCAL67% (6)
- Glaxo Vol IDokument164 SeitenGlaxo Vol IPrakash WarrierNoch keine Bewertungen
- Explosion Occurance in CFBC Boiler and Necessary OperationsDokument6 SeitenExplosion Occurance in CFBC Boiler and Necessary OperationsAnudeep ChittluriNoch keine Bewertungen
- Potentiometric TitrationDokument12 SeitenPotentiometric TitrationTien Haminh100% (1)
- Comparison-R407c and R410aDokument5 SeitenComparison-R407c and R410aKartik PrabhakarNoch keine Bewertungen
- Design and Thermal Analysis of CFB and Simple BoilersDokument89 SeitenDesign and Thermal Analysis of CFB and Simple Boilersbharathkumar0310Noch keine Bewertungen
- GA 33 KV VCB HT Panel - Siddharth Nagar Project. UPDokument17 SeitenGA 33 KV VCB HT Panel - Siddharth Nagar Project. UPaayushNoch keine Bewertungen
- Boiler EfficiencyDokument28 SeitenBoiler EfficiencyRintu BiswasNoch keine Bewertungen
- Measurement of Bearing Clearance - Turbomachinery MagazineDokument3 SeitenMeasurement of Bearing Clearance - Turbomachinery MagazineNath BoyapatiNoch keine Bewertungen
- Fluidized Bed Boilers: Design and ApplicationVon EverandFluidized Bed Boilers: Design and ApplicationBewertung: 4.5 von 5 Sternen4.5/5 (4)
- OHS Policies and Guidelines (TESDA CSS NC2 COC1)Dokument1 SeiteOHS Policies and Guidelines (TESDA CSS NC2 COC1)Anonymous fvY2BzPQVx100% (2)
- B&W IR-CFB: Operating Experience and New Development: Technical PaperDokument8 SeitenB&W IR-CFB: Operating Experience and New Development: Technical PaperS. P.Noch keine Bewertungen
- Components of Coal AshDokument4 SeitenComponents of Coal AshDulguun BayNoch keine Bewertungen
- Innovation For Boiler TubeDokument2 SeitenInnovation For Boiler TubemasgrahaNoch keine Bewertungen
- Advanced Pulverized Coal Injection Technology and Blast Furnace OperationVon EverandAdvanced Pulverized Coal Injection Technology and Blast Furnace OperationK. IshiiNoch keine Bewertungen
- C&I in CFBC-1Dokument25 SeitenC&I in CFBC-1Prudhvi RajNoch keine Bewertungen
- Heat Rate of Thermal Power PlantDokument15 SeitenHeat Rate of Thermal Power Plantsameer betal100% (1)
- Combustion Engineering Issues for Solid Fuel SystemsVon EverandCombustion Engineering Issues for Solid Fuel SystemsNoch keine Bewertungen
- CPP Pocket ManualDokument180 SeitenCPP Pocket ManualdevagiriNoch keine Bewertungen
- Condensate Extraction Pump: GeneralDokument5 SeitenCondensate Extraction Pump: GeneralAnonymous DKv8vpNoch keine Bewertungen
- CFBC & PFBC Technology OverviewDokument18 SeitenCFBC & PFBC Technology OverviewomiitgNoch keine Bewertungen
- Belt ConveyorDokument12 SeitenBelt ConveyorNath Boyapati100% (1)
- Internal Circulation CFB Boiler PDFDokument11 SeitenInternal Circulation CFB Boiler PDFAkhilesh Kumar0% (1)
- Capacitor Bank ProtectionDokument17 SeitenCapacitor Bank ProtectionskisakNoch keine Bewertungen
- Type of BoilersDokument10 SeitenType of BoilersZaheer Ahmad Raza100% (1)
- Presentation On HiTran by CalGavin EnggDokument15 SeitenPresentation On HiTran by CalGavin EnggAnonymous UUO5fV9bPNoch keine Bewertungen
- Industrial Waste Fuel Options and Steam Generator Design ConsiderationsDokument21 SeitenIndustrial Waste Fuel Options and Steam Generator Design ConsiderationsSathish PaulNoch keine Bewertungen
- Performance Evaluation of Air PreheaterDokument8 SeitenPerformance Evaluation of Air PreheaterAndria MatthewsNoch keine Bewertungen
- Circulating Fluidized Bed Technology: Proceedings of the First International Conference on Circulating Fluidized Beds, Halifax, Nova Scotia, Canada, November 18-20, 1985Von EverandCirculating Fluidized Bed Technology: Proceedings of the First International Conference on Circulating Fluidized Beds, Halifax, Nova Scotia, Canada, November 18-20, 1985P. BasuBewertung: 5 von 5 Sternen5/5 (1)
- Implementing Intelligent Sootblowing ControlDokument6 SeitenImplementing Intelligent Sootblowing ControlenjineringNoch keine Bewertungen
- Operation of 300MW CFBC BoilerDokument6 SeitenOperation of 300MW CFBC BoilerSoodamany Ponnu PandianNoch keine Bewertungen
- 3 Benefites of CFB Boiler Over Pc-Fired BoilerDokument9 Seiten3 Benefites of CFB Boiler Over Pc-Fired BoilersunitbhaumikNoch keine Bewertungen
- 27 Nakshatra PadasDokument13 Seiten27 Nakshatra PadasAstrologer in Dubai Call 0586846501Noch keine Bewertungen
- Improving Air Preheater PerformanceDokument11 SeitenImproving Air Preheater PerformancejaveddvcNoch keine Bewertungen
- Components of Circulating Fluidized Bed BoilersDokument20 SeitenComponents of Circulating Fluidized Bed BoilersTyrelle Joseph ManitiNoch keine Bewertungen
- Fluidized Bed CombustionDokument32 SeitenFluidized Bed CombustionAbdul AhadNoch keine Bewertungen
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasVon EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNoch keine Bewertungen
- CFBC BoilerDokument26 SeitenCFBC BoilerJustin TaylorNoch keine Bewertungen
- Babcock and Wilcox Boiler.Dokument9 SeitenBabcock and Wilcox Boiler.Sajid RazaNoch keine Bewertungen
- Training ReportPDF PDFDokument42 SeitenTraining ReportPDF PDFAman RajNoch keine Bewertungen
- Boiler Types and ClassificationsDokument26 SeitenBoiler Types and ClassificationshardikNoch keine Bewertungen
- Fluidized Bed BoilerDokument4 SeitenFluidized Bed BoilerbobyNoch keine Bewertungen
- Bed MAterial ChemistryDokument9 SeitenBed MAterial Chemistryyogeshmangal1317Noch keine Bewertungen
- Boiler Furnace PDFDokument8 SeitenBoiler Furnace PDFசுந்தர மூர்த்தி சேப்பிளையார்Noch keine Bewertungen
- Energy Performance Assessment of Boiler at P.S.S.K. LTDDokument12 SeitenEnergy Performance Assessment of Boiler at P.S.S.K. LTDPajooheshNoch keine Bewertungen
- Bps-06 NOx ControlDokument4 SeitenBps-06 NOx ControlLTE002Noch keine Bewertungen
- Firing of DolaCharDokument14 SeitenFiring of DolaCharS V NAGESHNoch keine Bewertungen
- Byproduct Operations and ProcessDokument8 SeitenByproduct Operations and ProcessAbhaySnghNoch keine Bewertungen
- Training Material for Efficient CFB Boiler OperationsDokument110 SeitenTraining Material for Efficient CFB Boiler OperationsgkswaroopNoch keine Bewertungen
- Boiler Bed Height Formula - NirmaDokument1 SeiteBoiler Bed Height Formula - NirmaRaj KumarNoch keine Bewertungen
- Syed Ammal Engineering College Power Plant Engineering Question BankDokument16 SeitenSyed Ammal Engineering College Power Plant Engineering Question BankNizam MANoch keine Bewertungen
- ME 231 Lecture Material (26!01!2018)Dokument64 SeitenME 231 Lecture Material (26!01!2018)ernest amponsahNoch keine Bewertungen
- Co-Injection of Coal and Gas in Blast Furnaces Are There Hidden BenefitsDokument19 SeitenCo-Injection of Coal and Gas in Blast Furnaces Are There Hidden Benefitsqun niuNoch keine Bewertungen
- Cornish BoilerDokument2 SeitenCornish Boileranmolkasera100% (1)
- Beater Wheel MillsDokument11 SeitenBeater Wheel MillsParmasamy SubramaniNoch keine Bewertungen
- Once Through and Drum Type Boiler Designs ComparedDokument3 SeitenOnce Through and Drum Type Boiler Designs ComparedagusfaizinNoch keine Bewertungen
- Continuum Mechanics For EngineersDokument53 SeitenContinuum Mechanics For Engineersshushant kumarNoch keine Bewertungen
- Fluidized Bed CombustionDokument23 SeitenFluidized Bed CombustionHawk EyeNoch keine Bewertungen
- Boilers Basic Components (Att. VIII)Dokument28 SeitenBoilers Basic Components (Att. VIII)Vijay RajNoch keine Bewertungen
- MH BOE 2016 Paper 2 SolutionDokument9 SeitenMH BOE 2016 Paper 2 SolutionKamleshNoch keine Bewertungen
- The Indian Boilers Act 1923Dokument16 SeitenThe Indian Boilers Act 1923Anand Swami100% (1)
- Circulating Fluidized Bed BoilersDokument86 SeitenCirculating Fluidized Bed BoilersNguyen Quyet ThangNoch keine Bewertungen
- Air Monitoring Combustion Air Power BoilersDokument189 SeitenAir Monitoring Combustion Air Power BoilersAnonymous zdCUbW8HfNoch keine Bewertungen
- Unburned Carbon Measurement for Improved CombustionDokument23 SeitenUnburned Carbon Measurement for Improved CombustionSantosh KumarNoch keine Bewertungen
- Boiler and Its Efficiency-1Dokument38 SeitenBoiler and Its Efficiency-1Madhu KamshettyNoch keine Bewertungen
- Rice Mill Husk and Coal PDFDokument15 SeitenRice Mill Husk and Coal PDFPavan Kumar NarendraNoch keine Bewertungen
- Chlorine: International Thermodynamic Tables of the Fluid StateVon EverandChlorine: International Thermodynamic Tables of the Fluid StateNoch keine Bewertungen
- 1la8 SeimennDokument8 Seiten1la8 SeimennNath BoyapatiNoch keine Bewertungen
- Motor Spare 2Dokument2 SeitenMotor Spare 2Nath BoyapatiNoch keine Bewertungen
- Fastener Handouts (Screw)Dokument34 SeitenFastener Handouts (Screw)cluchavezNoch keine Bewertungen
- CFBCDokument1 SeiteCFBCNath BoyapatiNoch keine Bewertungen
- 6000 en 06 SRBDokument84 Seiten6000 en 06 SRBSuphi YükselNoch keine Bewertungen
- BRGDokument2 SeitenBRGNath BoyapatiNoch keine Bewertungen
- Second Amendment On CSS OrderDokument2 SeitenSecond Amendment On CSS OrderNath BoyapatiNoch keine Bewertungen
- Instruction ScreenDokument1 SeiteInstruction ScreenNath BoyapatiNoch keine Bewertungen
- Supp Screen (IC)Dokument2 SeitenSupp Screen (IC)Nath BoyapatiNoch keine Bewertungen
- Dunlop Technical ManualDokument41 SeitenDunlop Technical ManualGonzalo AriasNoch keine Bewertungen
- Moody's Friction Factor Chart Represented by Cole Brook EquationDokument1 SeiteMoody's Friction Factor Chart Represented by Cole Brook EquationNath BoyapatiNoch keine Bewertungen
- ADokument1 SeiteANath BoyapatiNoch keine Bewertungen
- Inspect and Repair Desuperheater Nozzle AssemblyDokument1 SeiteInspect and Repair Desuperheater Nozzle AssemblyNath BoyapatiNoch keine Bewertungen
- STD UploadDokument1 SeiteSTD UploadNath BoyapatiNoch keine Bewertungen
- 155-MW Natural-Gas-Fired Gas Turbine Featuring A Dry Low NO Combustor (Power)Dokument1 Seite155-MW Natural-Gas-Fired Gas Turbine Featuring A Dry Low NO Combustor (Power)Nath BoyapatiNoch keine Bewertungen
- Ideal Gas-Turbine Cycle T-S Diagram With The Same Processes As in Fig. 6 Complete-Cycle Gas Turbine Shown Below The T-S DiagramDokument1 SeiteIdeal Gas-Turbine Cycle T-S Diagram With The Same Processes As in Fig. 6 Complete-Cycle Gas Turbine Shown Below The T-S DiagramNath BoyapatiNoch keine Bewertungen
- Energy Loss When Moving Water Between Copper TubesDokument1 SeiteEnergy Loss When Moving Water Between Copper TubesNath BoyapatiNoch keine Bewertungen
- Ì Iêv Êãõ Ià I Ìiàê Vviàãê Ià Ì Êv Iý L Ìþê 'Ê V Ê I Ê Àiûi Ìê' ) Iêì Êãõ Ià I ÌiàêìõliãDokument1 SeiteÌ Iêv Êãõ Ià I Ìiàê Vviàãê Ià Ì Êv Iý L Ìþê 'Ê V Ê I Ê Àiûi Ìê' ) Iêì Êãõ Ià I ÌiàêìõliãNath BoyapatiNoch keine Bewertungen
- Gas PowerDokument1 SeiteGas PowerNath BoyapatiNoch keine Bewertungen
- NOTIS - Basic Theory: Basic Types of ScalesDokument1 SeiteNOTIS - Basic Theory: Basic Types of ScalesNath BoyapatiNoch keine Bewertungen
- Claim FormDokument3 SeitenClaim FormMorgan ThomasNoch keine Bewertungen
- Sources of Textile Fibers: Solar Energy Is The Basis of LifeDokument1 SeiteSources of Textile Fibers: Solar Energy Is The Basis of LifeNath BoyapatiNoch keine Bewertungen
- Abbreviations Abbreviations Abbreviations Abbreviations AbbreviationsDokument3 SeitenAbbreviations Abbreviations Abbreviations Abbreviations AbbreviationsNath BoyapatiNoch keine Bewertungen
- Recommended Fluid Velocities in Piping: Determine The Pipe Schedule NumberDokument1 SeiteRecommended Fluid Velocities in Piping: Determine The Pipe Schedule NumberNath BoyapatiNoch keine Bewertungen
- PPG Loss CalDokument1 SeitePPG Loss CalNath BoyapatiNoch keine Bewertungen
- MTBF and MTTR For Metal-Enclosed Capacitor Banks and Harmonic Filter SystemsDokument4 SeitenMTBF and MTTR For Metal-Enclosed Capacitor Banks and Harmonic Filter SystemsbansalrNoch keine Bewertungen
- Frequently Asked Questions (Faq) FOR New Unifi Mobile Prepaid #BebasDokument1 SeiteFrequently Asked Questions (Faq) FOR New Unifi Mobile Prepaid #BebasNgHanSeongNoch keine Bewertungen
- Vspa 50Dokument5 SeitenVspa 50elfo111Noch keine Bewertungen
- Exercise 7 - The Avian EggDokument5 SeitenExercise 7 - The Avian EggSebastian SmytheNoch keine Bewertungen
- 2d3d Opal Card Vending Machine ManualDokument40 Seiten2d3d Opal Card Vending Machine ManualbsimonopalNoch keine Bewertungen
- English 9 - Q2 - M5Dokument16 SeitenEnglish 9 - Q2 - M5myraNoch keine Bewertungen
- Hyponymy and Hypernymy: Jump To Navigationjump To SearchDokument8 SeitenHyponymy and Hypernymy: Jump To Navigationjump To SearchSteven HamNoch keine Bewertungen
- The Monkey's PawThe Lady of The Barge and Others, Part 2. by Jacobs, W. W., 1863-1943Dokument20 SeitenThe Monkey's PawThe Lady of The Barge and Others, Part 2. by Jacobs, W. W., 1863-1943Gutenberg.orgNoch keine Bewertungen
- Personal Data Form: World English Placement Test Package Photocopiable © 2011 Heinle, Cengage LearningDokument2 SeitenPersonal Data Form: World English Placement Test Package Photocopiable © 2011 Heinle, Cengage Learningadri shimizuNoch keine Bewertungen
- 330 Computer Reset AddendumDokument75 Seiten330 Computer Reset AddendumA WongNoch keine Bewertungen
- NASA: 2202main COL Debris Boeing 030121Dokument9 SeitenNASA: 2202main COL Debris Boeing 030121NASAdocumentsNoch keine Bewertungen
- M & E Eyerusalem TesfayeDokument12 SeitenM & E Eyerusalem Tesfayeeyerusalem tesfayeNoch keine Bewertungen
- Kadvani Forge Limitennnd3Dokument133 SeitenKadvani Forge Limitennnd3Kristen RollinsNoch keine Bewertungen
- Speech Language Impairment - Eduu 511Dokument15 SeitenSpeech Language Impairment - Eduu 511api-549169454Noch keine Bewertungen
- BW1114-B2 Bendix Brake CatalogDokument116 SeitenBW1114-B2 Bendix Brake Cataloggearhead1100% (1)
- To Signals and SystemsDokument57 SeitenTo Signals and SystemsMUHAMMAD HAFIZUDDINNoch keine Bewertungen
- A Thesis 123Dokument77 SeitenA Thesis 123Meli SafiraNoch keine Bewertungen
- Laptop Chip Level CourseDokument2 SeitenLaptop Chip Level CourselghmshariNoch keine Bewertungen
- Maintenance Manual - Booms: S Booms Z BoomsDokument185 SeitenMaintenance Manual - Booms: S Booms Z BoomsRafael Vieira De AssisNoch keine Bewertungen
- ED 107 162 Author Morphology. Pub Date Aug 69 Note Austin Edrs Price MF-$O.76 DescriptorsDokument75 SeitenED 107 162 Author Morphology. Pub Date Aug 69 Note Austin Edrs Price MF-$O.76 DescriptorsTalha KhanNoch keine Bewertungen
- Mouse Molecular Genetics Student Activity 2Dokument7 SeitenMouse Molecular Genetics Student Activity 2Jonathan ZhouNoch keine Bewertungen
- Residual Stresses of Plate With Holes by ANSYS Analysis - Hani Aziz AmeenDokument14 SeitenResidual Stresses of Plate With Holes by ANSYS Analysis - Hani Aziz AmeenHani Aziz AmeenNoch keine Bewertungen
- Quote: Quotation Prepared By: Sloan SellersDokument2 SeitenQuote: Quotation Prepared By: Sloan SellersRubén CastañoNoch keine Bewertungen
- Adolescent InterviewDokument9 SeitenAdolescent Interviewapi-532448305Noch keine Bewertungen
- Filters in GeneralDokument3 SeitenFilters in GeneralJoseGarciaRuizNoch keine Bewertungen
- Muhammad Zahrandhika Bastian-3Dokument2 SeitenMuhammad Zahrandhika Bastian-3dhika zahrandhikaNoch keine Bewertungen