Das könnte Ihnen auch gefallen
- Catalogo CRVL D S&P 211020Dokument26 SeitenCatalogo CRVL D S&P 211020Eduardo Ceja100% (1)
- TP 10Dokument26 SeitenTP 10Maxi Salas Correa LopezNoch keine Bewertungen
- Catalogo AlcarduplexDokument35 SeitenCatalogo AlcarduplexminamiNoch keine Bewertungen
- Diseño de Una Caja Mecánica de Cuatro Velocidades y RetrocesoDokument66 SeitenDiseño de Una Caja Mecánica de Cuatro Velocidades y RetrocesoDanniel ViLlamiizarNoch keine Bewertungen
- Calculo en Las Uniones SoldadasDokument11 SeitenCalculo en Las Uniones SoldadasJuan Esteban Arango ArangoNoch keine Bewertungen
- Geometria de PrimariaDokument353 SeitenGeometria de PrimariaJorge Reyes100% (1)
- Monitoreo de Cargas en Maquinas. JUAN FELIPE URIBE C.1824420Dokument4 SeitenMonitoreo de Cargas en Maquinas. JUAN FELIPE URIBE C.1824420JUAN FELIPE URIBE CIFUENTESNoch keine Bewertungen
- Manual de Instalacion TurbiDokument14 SeitenManual de Instalacion TurbimrmonzonmNoch keine Bewertungen
- Normas para TuberíasDokument9 SeitenNormas para TuberíasÁngeles GabrielNoch keine Bewertungen
- 1 - Componentes Principales de Sistema de RefrigeracionDokument21 Seiten1 - Componentes Principales de Sistema de RefrigeracionfreddcastNoch keine Bewertungen
- RodamientosDokument39 SeitenRodamientosMirian CastilloNoch keine Bewertungen
- Guia de TornillosDokument11 SeitenGuia de TornillosCesar Estiven VargasNoch keine Bewertungen
- Normas NMXDokument8 SeitenNormas NMXDaniel R. VolksNoch keine Bewertungen
- Laboratorio 4 - Bomba Desplazamiento PositivoDokument22 SeitenLaboratorio 4 - Bomba Desplazamiento PositivoJohan F. MonroyNoch keine Bewertungen
- Ajuste de BancoDokument4 SeitenAjuste de BancoEdgar GeremiasNoch keine Bewertungen
- HELVEXDokument12 SeitenHELVEXWilmer G Valdivia MaytaNoch keine Bewertungen
- Mantenimiento de Sellos MecánicosDokument7 SeitenMantenimiento de Sellos MecánicosSergio Garcia GualdronNoch keine Bewertungen
- Inventario de Calderas El SalvadorDokument30 SeitenInventario de Calderas El SalvadorGustavo PosadaNoch keine Bewertungen
- Información Técnica Re-30 B Temp Hasta 560°cDokument2 SeitenInformación Técnica Re-30 B Temp Hasta 560°calexis morales espinozaNoch keine Bewertungen
- Uniones de SoldaduraDokument3 SeitenUniones de SoldadurafabiolaNoch keine Bewertungen
- FTensado Medición 5453 BrowningDokument2 SeitenFTensado Medición 5453 BrowningSupervisor100% (1)
- Caracteristicas de Aceite Lubricante T 9Dokument1 SeiteCaracteristicas de Aceite Lubricante T 9Hector MagallonNoch keine Bewertungen
- 01-2t Uniones FijasDokument21 Seiten01-2t Uniones FijasRicardo García HernandezNoch keine Bewertungen
- Generador Vapor ULSX SeriesDokument19 SeitenGenerador Vapor ULSX SeriesMarcelo Jaña del PinoNoch keine Bewertungen
- Mario Rossi - Máquinas, Herramientas Modernas (Vol. 1)Dokument630 SeitenMario Rossi - Máquinas, Herramientas Modernas (Vol. 1)Felipe Alfredo Apresa GonzalezNoch keine Bewertungen
- ScrubberDokument4 SeitenScrubberFrancisco MunguíaNoch keine Bewertungen
- RodamientosDokument21 SeitenRodamientosJesusNoch keine Bewertungen
- Alineacion Colineal y ParalelaDokument8 SeitenAlineacion Colineal y ParalelaRodrigo SotoNoch keine Bewertungen
- 6-Precalentadores de AireDokument15 Seiten6-Precalentadores de AirekokeinNoch keine Bewertungen
- Control de Temperatura para Un Tanque de CalentamientoDokument22 SeitenControl de Temperatura para Un Tanque de CalentamientoVíctor Renato Díaz CajasNoch keine Bewertungen
- Fundamentos de La CombustiónDokument49 SeitenFundamentos de La CombustiónwilkiprcNoch keine Bewertungen
- Diseño de HornosDokument36 SeitenDiseño de HornosIsabelNoch keine Bewertungen
- Ajuste MecánicoDokument6 SeitenAjuste MecánicoAntonio AlvearNoch keine Bewertungen
- Presentacion SubestacionesDokument13 SeitenPresentacion SubestacionesJulio Cesar Vargas BedonNoch keine Bewertungen
- Cadenas y Catarinas ExpoDokument31 SeitenCadenas y Catarinas ExpoRicardo RamirezNoch keine Bewertungen
- Acumuladores HidraulicosDokument6 SeitenAcumuladores HidraulicosJosé Andrés Ventura TorresNoch keine Bewertungen
- Reductores BiogniDokument60 SeitenReductores Biogniingvic1Noch keine Bewertungen
- Alineamiento de BombasDokument30 SeitenAlineamiento de BombasMiguel Angel100% (1)
- Cables MetálicosDokument26 SeitenCables MetálicosGabriel ColinaNoch keine Bewertungen
- Instructivo de Instalacion Bombas Sentinel CentrifugasDokument10 SeitenInstructivo de Instalacion Bombas Sentinel CentrifugasAlfredo Hernandez VegaNoch keine Bewertungen
- Radiografia IndustrialDokument15 SeitenRadiografia IndustrialJorge PuertaNoch keine Bewertungen
- Normalización de Aceros, Soldaduras y Uniones HVDokument125 SeitenNormalización de Aceros, Soldaduras y Uniones HVElian MorantNoch keine Bewertungen
- Ensayo Completo de Una Bomba CentrifugaDokument11 SeitenEnsayo Completo de Una Bomba CentrifugaLuis Miguel LnNoch keine Bewertungen
- Soldadura AluminioDokument14 SeitenSoldadura AluminiolumaavNoch keine Bewertungen
- Chumaceras BipartidasDokument71 SeitenChumaceras BipartidasJhonFerneyBohorquezSaldarriagaNoch keine Bewertungen
- Semana 04 - CADENAS DE TRANSMISION DE POTENCIADokument40 SeitenSemana 04 - CADENAS DE TRANSMISION DE POTENCIAWIL JOHAN SALAZAR RICALDINoch keine Bewertungen
- Golpe de ArieteDokument22 SeitenGolpe de ArieteAndy SimbañaNoch keine Bewertungen
- Síntesis Generadoras de Vapor y CalderasDokument2 SeitenSíntesis Generadoras de Vapor y Calderasisaac reyesNoch keine Bewertungen
- Transmisión Por CablesDokument24 SeitenTransmisión Por CablesBrandon Daniel Vidales GutierrezNoch keine Bewertungen
- Neumatica e HidraulicaDokument37 SeitenNeumatica e HidraulicaINGEMECMENDEZNoch keine Bewertungen
- ZF-180-300 - IOM - Rev PDFDokument58 SeitenZF-180-300 - IOM - Rev PDFSilvia RuizNoch keine Bewertungen
- Reporte de Práctica 1 Identificación de Pares Tribológicos y Cargas de TrabajoDokument12 SeitenReporte de Práctica 1 Identificación de Pares Tribológicos y Cargas de TrabajoBrayan Ruben CorreaNoch keine Bewertungen
- Mecanica de Fluidos Sexta Edicion Robert L. Mott Pearson (Solucionario)Dokument298 SeitenMecanica de Fluidos Sexta Edicion Robert L. Mott Pearson (Solucionario)Jose Miguel Valdes PerezNoch keine Bewertungen
- Exposicion de HoracioDokument23 SeitenExposicion de HoracioHector RoblesNoch keine Bewertungen
- Tuberias Fuerza MotrizDokument155 SeitenTuberias Fuerza MotrizManuel Gallegos CalderónNoch keine Bewertungen
- Uniones FijasDokument45 SeitenUniones FijasDrámeterNoch keine Bewertungen
- Especificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209Von EverandEspecificaciones técnicas en procesos de mecanizado por corte y conformado. FMEH0209Noch keine Bewertungen
- Soldadura HeterogeneaDokument26 SeitenSoldadura HeterogeneaFranko Pacheco PerezNoch keine Bewertungen
- Tarea de Soldadura Blanda y Capilaridad PDFDokument3 SeitenTarea de Soldadura Blanda y Capilaridad PDFJesus Ruiz Castillo100% (1)
- Protocolo para Soldadura FuerteDokument10 SeitenProtocolo para Soldadura FuerteVanesaRuizNoch keine Bewertungen
- Guia de Soldadura BlandaDokument8 SeitenGuia de Soldadura BlandaH Rey GuzmanNoch keine Bewertungen
- Acta de Pactacion de PreciosDokument4 SeitenActa de Pactacion de PreciosAnonymous UmrfmlKsOnNoch keine Bewertungen
- Yacimientos de Minerales Polimetálicos en El PerúDokument10 SeitenYacimientos de Minerales Polimetálicos en El PerúAnibal Berrospi ChacaNoch keine Bewertungen
- 4-1-1 Definicion y Representacion de Ejes y ArbolesDokument74 Seiten4-1-1 Definicion y Representacion de Ejes y ArbolesRicardo García HernandezNoch keine Bewertungen
- Procesos Extractivos II 2010Dokument151 SeitenProcesos Extractivos II 2010Darj Sajor100% (1)
- Aplicacion de Procesos de SoldaduraDokument10 SeitenAplicacion de Procesos de SoldaduraReynaldo Carrillo Martinez50% (4)
- TRATAMIENTO TERMOQUICO Borurado y SulfunizacionDokument19 SeitenTRATAMIENTO TERMOQUICO Borurado y SulfunizacionCardenas Donay KinNoch keine Bewertungen
- RPT Ringfeder Locking Assembly Rfn7012 enDokument2 SeitenRPT Ringfeder Locking Assembly Rfn7012 enEder Danilo LopezNoch keine Bewertungen
- OERLIKON - Catálogo General.Dokument510 SeitenOERLIKON - Catálogo General.Victor Quispe Cosme100% (1)
- Horno Siemens MartinDokument5 SeitenHorno Siemens MartinMau SbNoch keine Bewertungen
- PorfidosDokument4 SeitenPorfidosBryan RomainaNoch keine Bewertungen
- Unicanal PDFDokument21 SeitenUnicanal PDFJosue R. Cejudo OlmosNoch keine Bewertungen
- Aluminio 5182Dokument2 SeitenAluminio 5182Josselyn CristinaNoch keine Bewertungen
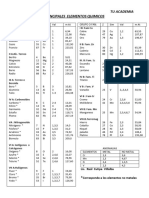
- Tabla de Valencias FaDokument2 SeitenTabla de Valencias Fajose mareNoch keine Bewertungen
- Restaurante Lucia ItalianoDokument4 SeitenRestaurante Lucia Italianofranklin nicolaldeNoch keine Bewertungen
- Planos Mecánicos - Resumen Modulo 2Dokument25 SeitenPlanos Mecánicos - Resumen Modulo 2fabianmanosalvaNoch keine Bewertungen
- Metalurgia Secundaria Jose Luis Enríquez Berciano, Enrique Tremps Guerra PDFDokument168 SeitenMetalurgia Secundaria Jose Luis Enríquez Berciano, Enrique Tremps Guerra PDFFreddy AmadoNoch keine Bewertungen
- Valvulas Bray ControlsDokument15 SeitenValvulas Bray ControlsLuizNoch keine Bewertungen
- Ball Mill Liner DesignDokument11 SeitenBall Mill Liner DesignHector BolañosNoch keine Bewertungen
- 3 - Mecanismos CorrosionDokument37 Seiten3 - Mecanismos CorrosionCarla Alejandra Apaza RojasNoch keine Bewertungen
- Soldadura Por Arco de Metal y Gas (Gmaw)Dokument10 SeitenSoldadura Por Arco de Metal y Gas (Gmaw)Jackeline Mary Macedo CondoriNoch keine Bewertungen
- Generador Cisterna (Acero)Dokument20 SeitenGenerador Cisterna (Acero)sergioNoch keine Bewertungen
- Tablas TornillosDokument9 SeitenTablas TornillosRichard PiedraNoch keine Bewertungen
- Examen para Ingeniero de CampoDokument11 SeitenExamen para Ingeniero de Campoing.matus14Noch keine Bewertungen
- Tabla Diferencias Entre Tuberia Flexible (RTP) y Tuberia de Acero Al CarbonDokument1 SeiteTabla Diferencias Entre Tuberia Flexible (RTP) y Tuberia de Acero Al CarbonOscar MoraNoch keine Bewertungen
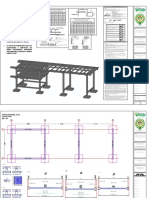
- ESTR - Garita La Popa PDFDokument8 SeitenESTR - Garita La Popa PDFING. CIVIL CAMILO ANDRES CASTILLANoch keine Bewertungen
- Ficha Tecnica Fusibles Tipo SR Borne Removible Solido (15 38 KV) WebDokument1 SeiteFicha Tecnica Fusibles Tipo SR Borne Removible Solido (15 38 KV) WebAlí León100% (1)
- Ficha Tecnica Acero Galvanizado PDFDokument3 SeitenFicha Tecnica Acero Galvanizado PDFElvis BurgosNoch keine Bewertungen
- Estudio Influencia Microaleantes Bronce PDFDokument20 SeitenEstudio Influencia Microaleantes Bronce PDFDavicho Cisterna AguayoNoch keine Bewertungen
- Certificación de SoldadoresDokument4 SeitenCertificación de SoldadoresJonathan AlmeidaNoch keine Bewertungen