Das könnte Ihnen auch gefallen
- Prana and PranayamaDokument369 SeitenPrana and Pranayamanytebe100% (10)
- Bad Actor Defect EliminationDokument28 SeitenBad Actor Defect EliminationMunazar HussainNoch keine Bewertungen
- Eliminating Defects Through Equipment ReliabilityDokument6 SeitenEliminating Defects Through Equipment ReliabilityAriefNoch keine Bewertungen
- 4 Maintenance Strategies For Asset Management FiixDokument11 Seiten4 Maintenance Strategies For Asset Management FiixLeo UrbančićNoch keine Bewertungen
- CRE TrainingDokument6 SeitenCRE Trainingnack89Noch keine Bewertungen
- SD-7586 SMRP 2020 Candidate Handbook v13Dokument52 SeitenSD-7586 SMRP 2020 Candidate Handbook v13Rizwan Bangash100% (1)
- Controls Instrumentation Detail EngineeringDokument24 SeitenControls Instrumentation Detail EngineeringTimotius Ichan HariadiNoch keine Bewertungen
- RCM Process RCM ProcessDokument58 SeitenRCM Process RCM Processgoldu18100% (2)
- Applied Reliability Centered MaintenanceDokument526 SeitenApplied Reliability Centered MaintenanceRifki Rizal Derrian100% (5)
- The Sea of MercyDokument124 SeitenThe Sea of MercyMohammed Abdul Hafeez, B.Com., Hyderabad, India100% (1)
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingVon EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingNoch keine Bewertungen
- Karma and ReincarnationDokument96 SeitenKarma and ReincarnationNityaNiranjan PedroNoch keine Bewertungen
- 5 Tips For Healing Emotional PainDokument6 Seiten5 Tips For Healing Emotional PainDefault User100% (2)
- Equipment CriticalityDokument14 SeitenEquipment Criticalitytohema100% (2)
- Criticality Analysis Maintenance ProceduresDokument4 SeitenCriticality Analysis Maintenance ProceduresjfejfeNoch keine Bewertungen
- RCM FmecaDokument58 SeitenRCM Fmecapmzab100% (11)
- Asset Integrity ManagementDokument9 SeitenAsset Integrity ManagementSaqib AliNoch keine Bewertungen
- White Paper Asset Reliability and IntegrityDokument20 SeitenWhite Paper Asset Reliability and IntegrityGeert Henk Wijnants100% (1)
- VBA Code To List Objects in Access DatabaseDokument5 SeitenVBA Code To List Objects in Access Databaseprsiva2420034066Noch keine Bewertungen
- VBA Code To List Objects in Access DatabaseDokument5 SeitenVBA Code To List Objects in Access Databaseprsiva2420034066Noch keine Bewertungen
- VBA Code To List Objects in Access DatabaseDokument5 SeitenVBA Code To List Objects in Access Databaseprsiva2420034066Noch keine Bewertungen
- RCM Process For Client UnderstandingDokument14 SeitenRCM Process For Client Understandingshahbaz akram100% (1)
- Bok CMRPDokument56 SeitenBok CMRPjaviermvs100% (6)
- RE-HMRM2121 Remedial Exam ResultsDokument4 SeitenRE-HMRM2121 Remedial Exam ResultsAlmirah Makalunas0% (1)
- RCM ProcedureDokument11 SeitenRCM ProcedureMuneéb IrfanNoch keine Bewertungen
- Fmeca ProcedureDokument11 SeitenFmeca Procedurewarigiyatno100% (1)
- Accenture Asset Reliability Maintenance ManagementDokument8 SeitenAccenture Asset Reliability Maintenance ManagementSundar Kumar Vasantha GovindarajuluNoch keine Bewertungen
- Shell Downstream Manufacturing SM-1510002-SP-30 Management of Injection Points and Mix Points1Dokument17 SeitenShell Downstream Manufacturing SM-1510002-SP-30 Management of Injection Points and Mix Points1Gail Holt75% (4)
- RCM TrainingDokument123 SeitenRCM Trainingdodi alexander100% (1)
- SAP Plant Maintenance - NotesDokument6 SeitenSAP Plant Maintenance - Notesprsiva2420034066Noch keine Bewertungen
- List of Competencies For HRDokument18 SeitenList of Competencies For HRTanu Arumugam50% (2)
- Screen - Volume 23 Issue 3-4Dokument161 SeitenScreen - Volume 23 Issue 3-4krishnqaisNoch keine Bewertungen
- Maintenance Planning and SchedullingDokument3 SeitenMaintenance Planning and SchedullingAnnisa MarlinNoch keine Bewertungen
- Benchmarking Guide for Higher Music Education InstitutionsDokument36 SeitenBenchmarking Guide for Higher Music Education Institutionserast_dudeNoch keine Bewertungen
- Equipment Criticality Determination GuidelineDokument13 SeitenEquipment Criticality Determination GuidelineMohammed Zubair100% (2)
- SRCM ApproachDokument28 SeitenSRCM Approachdefian50% (2)
- Reliability Centered Maintenance Guide For Facilities and Collateral EquipmentDokument356 SeitenReliability Centered Maintenance Guide For Facilities and Collateral EquipmentRefkiDespratamaNoch keine Bewertungen
- SMRP Metric 1.5 Total Maintenance Cost As A Percent of Replacement Asset ValueDokument6 SeitenSMRP Metric 1.5 Total Maintenance Cost As A Percent of Replacement Asset Valueeigersumarly100% (2)
- Managing A Condition Monitoring Program: Get The Monitoring Right!Dokument9 SeitenManaging A Condition Monitoring Program: Get The Monitoring Right!Michaelben Michaelben100% (1)
- Reliability Centered Maintenance Process OverviewDokument33 SeitenReliability Centered Maintenance Process OverviewJeflonh Labu100% (2)
- Equipment Criticality TutorialDokument7 SeitenEquipment Criticality TutorialmailboxofmurliNoch keine Bewertungen
- The Monastic LifeDokument7 SeitenThe Monastic Lifesihastriaputnei9630Noch keine Bewertungen
- Technical Report Concerning RCM. by Elisony Edward Mweladzi. Dar Es Salaam Tanzania +255 754321825Dokument14 SeitenTechnical Report Concerning RCM. by Elisony Edward Mweladzi. Dar Es Salaam Tanzania +255 754321825Elisony EdwardNoch keine Bewertungen
- Spare parts management A Clear and Concise ReferenceVon EverandSpare parts management A Clear and Concise ReferenceNoch keine Bewertungen
- RCM ExampleDokument141 SeitenRCM ExampleChristopher Garcia88% (8)
- CMMS and APMDokument20 SeitenCMMS and APMKannan Palanisamy100% (1)
- Equipment Criticality RankingDokument8 SeitenEquipment Criticality RankingJerome Morta100% (1)
- Health Science ResearchDokument328 SeitenHealth Science ResearchJeremiahOmwoyoNoch keine Bewertungen
- Risk Based Maintenance PDFDokument19 SeitenRisk Based Maintenance PDFCarlos Porras100% (1)
- RCM Made EasyDokument55 SeitenRCM Made EasyAlAli EmirZayd Burj Khalifah100% (4)
- Machine Criticality 101Dokument27 SeitenMachine Criticality 101fazzlie100% (5)
- RCM Project Managers Guide 2014Dokument66 SeitenRCM Project Managers Guide 2014Сергей Фандей94% (17)
- 2015 - Poirier E.A. Et Al - Measuring The Impact of BIM On Labor Productivity in A Small Specialty Contracting Enterprise PDFDokument11 Seiten2015 - Poirier E.A. Et Al - Measuring The Impact of BIM On Labor Productivity in A Small Specialty Contracting Enterprise PDFKaueTKNoch keine Bewertungen
- Rbi RBMDokument12 SeitenRbi RBMn73686861Noch keine Bewertungen
- RCM Handbook 2007Dokument105 SeitenRCM Handbook 2007checho_mdzNoch keine Bewertungen
- Benefits of RCM Implementation in Power Generation Asset ManagementDokument20 SeitenBenefits of RCM Implementation in Power Generation Asset ManagementSyedNadeemAhmedNoch keine Bewertungen
- SAE Standard JA1011Dokument1 SeiteSAE Standard JA1011Jose Luis Aguilar GarciaNoch keine Bewertungen
- Life Cycle Costing and Reliability EnggDokument297 SeitenLife Cycle Costing and Reliability EnggSAMEER ALI KHAN100% (3)
- Criticality-Based MaintenanceDokument6 SeitenCriticality-Based Maintenancecderin2000Noch keine Bewertungen
- CMMS computerized maintenance management system The Ultimate Step-By-Step GuideVon EverandCMMS computerized maintenance management system The Ultimate Step-By-Step GuideNoch keine Bewertungen
- Sabp G 008Dokument78 SeitenSabp G 008Mahesh Kumar100% (1)
- Fundamentals of Asset Integrity Implementation Module 1Dokument5 SeitenFundamentals of Asset Integrity Implementation Module 1SARFRAZ ALINoch keine Bewertungen
- Asset Criticality ToolDokument8 SeitenAsset Criticality Toolpramendra100% (1)
- AIM - Asset Integrity Management EngineeringDokument18 SeitenAIM - Asset Integrity Management EngineeringEyoma Etim75% (4)
- GLQ Queer Studies CapitalismDokument222 SeitenGLQ Queer Studies CapitalismSiddattha Gurung100% (4)
- Questions of Reliability Centered MaintenanceDokument15 SeitenQuestions of Reliability Centered Maintenancemariana100% (1)
- Asset Integrity ManagementDokument5 SeitenAsset Integrity ManagementLuis100% (2)
- Maria MontessoriDokument1 SeiteMaria MontessoriJKen TaiNoch keine Bewertungen
- Introduction To RAMDokument14 SeitenIntroduction To RAMmarcusforteNoch keine Bewertungen
- Reliability Centered MaintenanceDokument27 SeitenReliability Centered MaintenanceKen Arthur67% (3)
- Disease and AstrologyDokument9 SeitenDisease and AstrologyChandrashekhar SharmaNoch keine Bewertungen
- TOEIC Curriculum GuideDokument104 SeitenTOEIC Curriculum GuideMsQuynhNguyenNoch keine Bewertungen
- RCMDokument2 SeitenRCMMohd Idris MohiuddinNoch keine Bewertungen
- ABC Based Equipment CriticalityDokument7 SeitenABC Based Equipment CriticalityHugoCabanillasNoch keine Bewertungen
- Asset Integrity Management A Complete Guide - 2020 EditionVon EverandAsset Integrity Management A Complete Guide - 2020 EditionNoch keine Bewertungen
- Rangarattina Ragasiyam - Tamil PDFDokument66 SeitenRangarattina Ragasiyam - Tamil PDFjainul121Noch keine Bewertungen
- MIT Preventive MaintenanceDokument20 SeitenMIT Preventive MaintenanceDexron3Noch keine Bewertungen
- கொலஸ்ட்ரால் (Cholestrol)Dokument5 Seitenகொலஸ்ட்ரால் (Cholestrol)prsiva2420034066Noch keine Bewertungen
- Senior Asset Integrity Optimization Engineer Jobs in Client of Unihunt Consulting in Qatar - Qatar - NaukrigulfDokument6 SeitenSenior Asset Integrity Optimization Engineer Jobs in Client of Unihunt Consulting in Qatar - Qatar - Naukrigulfprsiva2420034066Noch keine Bewertungen
- Understanding the language of our bodyDokument80 SeitenUnderstanding the language of our bodyrajuhungudkarNoch keine Bewertungen
- List of Valves: Basic TypesDokument1 SeiteList of Valves: Basic Typesprsiva2420034066Noch keine Bewertungen
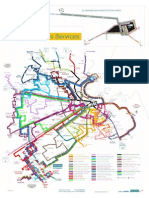
- Karawa Doha Bus Service RouteDokument1 SeiteKarawa Doha Bus Service Routeprsiva2420034066Noch keine Bewertungen
- Countable Uncountable Nouns-2Dokument1 SeiteCountable Uncountable Nouns-2prsiva2420034066Noch keine Bewertungen
- December 2011 NewsletterDokument18 SeitenDecember 2011 Newsletterprsiva2420034066Noch keine Bewertungen
- 12: Data Management: Practical Primer Using Epidata. The Epidata Documentation Project. AvailableDokument3 Seiten12: Data Management: Practical Primer Using Epidata. The Epidata Documentation Project. Availableprsiva2420034066100% (1)
- Karawa Doha Bus Service RouteDokument1 SeiteKarawa Doha Bus Service Routeprsiva2420034066Noch keine Bewertungen
- NGL Fractionation Vapor Phase SamplesDokument4 SeitenNGL Fractionation Vapor Phase SamplesAndy PhoenixNoch keine Bewertungen
- Battery Charger PDFDokument1 SeiteBattery Charger PDFprsiva2420034066Noch keine Bewertungen
- Natural Gas in PADokument12 SeitenNatural Gas in PAedisonchoi86Noch keine Bewertungen
- 17 21085Dokument2 Seiten17 21085mathankumar1980Noch keine Bewertungen
- MS Excel 2000-2003 Print GuideDokument2 SeitenMS Excel 2000-2003 Print Guideprsiva2420034066Noch keine Bewertungen
- Datasheet Avaya Phone-1608Dokument29 SeitenDatasheet Avaya Phone-1608jetsoilderNoch keine Bewertungen
- A Quick Microsoft Access 2007 TutorialDokument44 SeitenA Quick Microsoft Access 2007 Tutorialnarinder_sagarNoch keine Bewertungen
- Liquids Pipelines: The Crude Oil Delivery NetworkDokument3 SeitenLiquids Pipelines: The Crude Oil Delivery Networkprsiva2420034066Noch keine Bewertungen
- Pipeline Terms PDFDokument1 SeitePipeline Terms PDFprsiva2420034066Noch keine Bewertungen
- JAG Neway Ball Valves PDFDokument32 SeitenJAG Neway Ball Valves PDFprsiva2420034066Noch keine Bewertungen
- MTL FieldsDokument1 SeiteMTL Fieldsprsiva2420034066Noch keine Bewertungen
- WPC Map Front 2011 (Low Res)Dokument1 SeiteWPC Map Front 2011 (Low Res)prsiva2420034066Noch keine Bewertungen
- Ltu Ex 2012 36549405Dokument153 SeitenLtu Ex 2012 36549405Nighat ImranNoch keine Bewertungen
- Chapter 10 Magnetism Multiple Choice1Dokument7 SeitenChapter 10 Magnetism Multiple Choice1abaid ullah100% (1)
- The Weeds That Curtail The Bhakti CreeperDokument3 SeitenThe Weeds That Curtail The Bhakti Creeperscsmathphilippines - sri nama hatta centerNoch keine Bewertungen
- Journal Review - Philosophical Theories of Truth and NursingDokument3 SeitenJournal Review - Philosophical Theories of Truth and Nursingjulie annNoch keine Bewertungen
- Mimesis in Adorno's AestheticDokument12 SeitenMimesis in Adorno's AestheticPablo RodríguezNoch keine Bewertungen
- Translation of Idioms in Business News ReportsDokument31 SeitenTranslation of Idioms in Business News ReportsDedeh AriskaNoch keine Bewertungen
- Gre Pool Argument Topic AnswersDokument4 SeitenGre Pool Argument Topic Answersmohammad nawab0% (1)
- Mind Map Modul 6 Learning Activity 4 Discussion TextsDokument1 SeiteMind Map Modul 6 Learning Activity 4 Discussion TextsIyut PitrianyNoch keine Bewertungen
- Hendrickson Error Correction 2Dokument16 SeitenHendrickson Error Correction 2Stephanie Victoria Polette Gutiérrez Gutiérrez100% (1)
- Personal Narrative EssayDokument3 SeitenPersonal Narrative EssayMadina AttouNoch keine Bewertungen
- Jurnal Paud Tambusai: Pengaruh Permainan Balok Angka Terhadap Kemampuan Mengenal Lambang Bilangan Pada Anak Usia DiniDokument8 SeitenJurnal Paud Tambusai: Pengaruh Permainan Balok Angka Terhadap Kemampuan Mengenal Lambang Bilangan Pada Anak Usia Diniawaliyatun khasanahNoch keine Bewertungen
- FCGKJ Yksd Lsok VK KSXDokument19 SeitenFCGKJ Yksd Lsok VK KSXRoking RoshanNoch keine Bewertungen
- Secrets of SSBDokument19 SeitenSecrets of SSBAtomyt0% (1)
- Ucsp UPDATEDDokument173 SeitenUcsp UPDATEDLJ PescaliaNoch keine Bewertungen
- Deep Water NotesDokument2 SeitenDeep Water NotesSaksham SinghNoch keine Bewertungen
- Fiji Before The StormDokument217 SeitenFiji Before The StormafollebNoch keine Bewertungen
- Macbeth Sleep Walking SceneDokument2 SeitenMacbeth Sleep Walking Scenebipradip sahaNoch keine Bewertungen
- Traducciones y AnálisisDokument3 SeitenTraducciones y AnálisisLaNación.prNoch keine Bewertungen