Das könnte Ihnen auch gefallen
- Efficient Process for Preparing Acetic Anhydride from AcetoneDokument3 SeitenEfficient Process for Preparing Acetic Anhydride from AcetoneMary Grace VelitarioNoch keine Bewertungen
- Preparation of Ketene From Glacial Acetic Acid.Dokument16 SeitenPreparation of Ketene From Glacial Acetic Acid.TIm SnyderNoch keine Bewertungen
- OPTIMUM CONDITIONS FOR THE PREPARATION OF KETENE FROM ACETONE - J. Am. Chem. Soc., 1925, 47 (5), PP 1427-1430Dokument4 SeitenOPTIMUM CONDITIONS FOR THE PREPARATION OF KETENE FROM ACETONE - J. Am. Chem. Soc., 1925, 47 (5), PP 1427-1430muopioidreceptor100% (1)
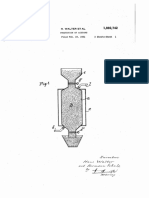
- Jan. 3, 1933. H. Walter Et Al: Filed Feb. 19, 1931 2 Sheets-Sheet 1Dokument5 SeitenJan. 3, 1933. H. Walter Et Al: Filed Feb. 19, 1931 2 Sheets-Sheet 1Rzn LaviNoch keine Bewertungen
- Us 3642838 PatentDokument3 SeitenUs 3642838 PatentElsie XiaoNoch keine Bewertungen
- FF PDFDokument19 SeitenFF PDFSyed Shamsul ArefinNoch keine Bewertungen
- 1-s20-S0021925817415018-main_230907_085914Dokument8 Seiten1-s20-S0021925817415018-main_230907_085914TahaNoch keine Bewertungen
- Determination of Osmium by Atomic Absorption SpectrophotometryDokument4 SeitenDetermination of Osmium by Atomic Absorption SpectrophotometryNataliaEstefaníaSolarteImbachiNoch keine Bewertungen
- SCWO Process Destroys Industrial Waste EffluentsDokument9 SeitenSCWO Process Destroys Industrial Waste Effluentsjakalae5263Noch keine Bewertungen
- Design of An Plant For Manufacturing of AcetaldehydeDokument4 SeitenDesign of An Plant For Manufacturing of AcetaldehydeClaudio Martinez BernalNoch keine Bewertungen
- Vle of Hcl-WaterDokument6 SeitenVle of Hcl-WaterYaqoob Ali0% (1)
- OS Coll. Vol. 2 P389-PhenylacetoneDokument5 SeitenOS Coll. Vol. 2 P389-Phenylacetonesunil_vaman_joshi100% (2)
- Raney Ni PurificationDokument5 SeitenRaney Ni Purificationanjireddy1612Noch keine Bewertungen
- By Harry D. Baernstein (From Industrial: The Hygiene Laboratory, National Institute of Health, Bethesda, Maryland)Dokument9 SeitenBy Harry D. Baernstein (From Industrial: The Hygiene Laboratory, National Institute of Health, Bethesda, Maryland)IsakayogaNoch keine Bewertungen
- Producing Methyl Ethyl Ketone from n-ButeneDokument6 SeitenProducing Methyl Ethyl Ketone from n-ButeneAgustina VaiNoch keine Bewertungen
- Sciencedirect: of MM CoDokument5 SeitenSciencedirect: of MM CoSutan PauloNoch keine Bewertungen
- Vapour-Liquid Equilibria of Nitric Acid-Water-Sulphuric Acid MixturesDokument9 SeitenVapour-Liquid Equilibria of Nitric Acid-Water-Sulphuric Acid MixturesAlejandro Duvan Lopez RojasNoch keine Bewertungen
- NASA TN D-4136: Rotating Boiler Heat Transfer CoefficientsDokument43 SeitenNASA TN D-4136: Rotating Boiler Heat Transfer CoefficientsRassid BorhanudinNoch keine Bewertungen
- Purification of Nitric Acid at Trace Metal LevelsDokument2 SeitenPurification of Nitric Acid at Trace Metal LevelsBo-Shian WangNoch keine Bewertungen
- Automatic Absolute Determination of Total Sulfur by Combustion and Coulometric TitrationDokument9 SeitenAutomatic Absolute Determination of Total Sulfur by Combustion and Coulometric TitrationPedro AluaNoch keine Bewertungen
- Catalytic Reduction of Carboxylic Acids to Aldehydes using Formic Acid under PressureDokument3 SeitenCatalytic Reduction of Carboxylic Acids to Aldehydes using Formic Acid under Pressurebanjo010% (1)
- Laboratory: (Contribution FromDokument4 SeitenLaboratory: (Contribution FromHarmanNoch keine Bewertungen
- 1995-Circulating Fluidized Bed As A Catalytic Reactor - Experimental Study-OuyangDokument9 Seiten1995-Circulating Fluidized Bed As A Catalytic Reactor - Experimental Study-OuyangHasanNoch keine Bewertungen
- Aspen 3 Design of PFR EdtDokument8 SeitenAspen 3 Design of PFR EdtethanNoch keine Bewertungen
- Potassium hydrogen phthalate properties and use as standard in volumetric analysisDokument4 SeitenPotassium hydrogen phthalate properties and use as standard in volumetric analysisAdriana Flores DepazNoch keine Bewertungen
- A Micromethod For The Determination of Uronic AcidDokument11 SeitenA Micromethod For The Determination of Uronic AcidlortizudecNoch keine Bewertungen
- United States Patent (19) : Hu Et AlDokument4 SeitenUnited States Patent (19) : Hu Et AlSepti WidyaNoch keine Bewertungen
- Iec 16 1125 1924Dokument1 SeiteIec 16 1125 1924Jeff ZabolotneyNoch keine Bewertungen
- Teal. A 2.É.: Aug. 7, 1945. W. J. Cotton 2,381,210Dokument4 SeitenTeal. A 2.É.: Aug. 7, 1945. W. J. Cotton 2,381,210juzmailmaNoch keine Bewertungen
- TriacetinDokument11 SeitenTriacetinAzhari Gajah100% (1)
- New Laboratory Stirrer Design for Thick MixturesDokument1 SeiteNew Laboratory Stirrer Design for Thick MixturesKybernetikumNoch keine Bewertungen
- Feed Saturator PaperDokument21 SeitenFeed Saturator PaperaliNoch keine Bewertungen
- United States Patent (191: Z2 20) Woter - I 18JDokument7 SeitenUnited States Patent (191: Z2 20) Woter - I 18JZulfi ZumalaNoch keine Bewertungen
- Manufacture of Ethyl Benzene Using Zeolite CatalystDokument8 SeitenManufacture of Ethyl Benzene Using Zeolite CatalystMario VensfiseCrewNoch keine Bewertungen
- OF TO: Oxidation Acetaldehyde Acetic Acid In1 A Sparger ReactorDokument8 SeitenOF TO: Oxidation Acetaldehyde Acetic Acid In1 A Sparger Reactorarpit gargNoch keine Bewertungen
- Maximizing Rhodium Recovery in the Methyl Acetate Carbonylation ProcessDokument19 SeitenMaximizing Rhodium Recovery in the Methyl Acetate Carbonylation ProcessJohn Patrick DagleNoch keine Bewertungen
- The Oxidation of Tantalum at 50-3oo°cDokument6 SeitenThe Oxidation of Tantalum at 50-3oo°cGiselle GalloNoch keine Bewertungen
- Zinc Electrowinning & Zinc CathodesDokument19 SeitenZinc Electrowinning & Zinc CathodesfarhadNoch keine Bewertungen
- ISOBUTYLENE SYNTHESIS FROM SLURRY AND TRICKLE BED REACTORSDokument5 SeitenISOBUTYLENE SYNTHESIS FROM SLURRY AND TRICKLE BED REACTORSDHe Vic'zNoch keine Bewertungen
- Vinyl AcetateDokument2 SeitenVinyl AcetateMohit YaduwanshiNoch keine Bewertungen
- Reactor Design 1Dokument8 SeitenReactor Design 1Daneyal BabarNoch keine Bewertungen
- United States Patent Office: Patented Feb. 6, 1951Dokument3 SeitenUnited States Patent Office: Patented Feb. 6, 1951karmilaNoch keine Bewertungen
- United States Patent (19) : (52) U.S. C.260/583 KDokument5 SeitenUnited States Patent (19) : (52) U.S. C.260/583 KkurniawanNoch keine Bewertungen
- Studies On Production of Acetylene From Methane: I-Cracking Under Vacuum1Dokument6 SeitenStudies On Production of Acetylene From Methane: I-Cracking Under Vacuum1Sultana EstéreoNoch keine Bewertungen
- Brit. J. Anaesth. (1964), 36, 53: C. Bishop, D. S. Robertson, and S. R. WilliamsDokument5 SeitenBrit. J. Anaesth. (1964), 36, 53: C. Bishop, D. S. Robertson, and S. R. WilliamsJosé Manuel SilvaNoch keine Bewertungen
- Team 3Dokument20 SeitenTeam 3Anonymous EsZwKlnBNoch keine Bewertungen
- ArticleDokument7 SeitenArticleInsyirah IntanNoch keine Bewertungen
- TEC WaterDokument8 SeitenTEC Waterfazrul76Noch keine Bewertungen
- Acetylene Reduction AssayDokument2 SeitenAcetylene Reduction AssayGregorius Baskara Aji Nugraha50% (2)
- 5.4.1. Packer Fluids: Wang Et Al., 2005 Vollmer Et Al. (2004)Dokument3 Seiten5.4.1. Packer Fluids: Wang Et Al., 2005 Vollmer Et Al. (2004)musaveerNoch keine Bewertungen
- Bagan Dan Penjelasan PDFDokument3 SeitenBagan Dan Penjelasan PDFYonatan AdiNoch keine Bewertungen
- United States Patent: Patented June 15, 1971Dokument3 SeitenUnited States Patent: Patented June 15, 1971cantikNoch keine Bewertungen
- 1993 Delayed Ettringite Formation A Microstructural and Microanalytical StudyDokument8 Seiten1993 Delayed Ettringite Formation A Microstructural and Microanalytical StudyDigo MeloNoch keine Bewertungen
- ' United States - Patent Office: Patented Nov. 15, 1949Dokument7 Seiten' United States - Patent Office: Patented Nov. 15, 1949nazanin timasiNoch keine Bewertungen
- Det. Humedad en TaponesDokument5 SeitenDet. Humedad en TaponesdatinjacabeNoch keine Bewertungen
- Scientific American Supplement, No. 365, December 30, 1882Von EverandScientific American Supplement, No. 365, December 30, 1882Noch keine Bewertungen
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersVon EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNoch keine Bewertungen
- Scientific American Supplement, No. 388, June 9, 1883Von EverandScientific American Supplement, No. 388, June 9, 1883Noch keine Bewertungen
- Scientific American Supplement, No. 611, September 17, 1887Von EverandScientific American Supplement, No. 611, September 17, 1887Noch keine Bewertungen
- This Is A DocumentstttttttttttttttttttttttttttttDokument1 SeiteThis Is A Documentstttttttttttttttttttttttttttttspedhome1Noch keine Bewertungen
- OTC Shell Version MumblesDokument7 SeitenOTC Shell Version Mumblesspedhome1Noch keine Bewertungen
- Wikipedia Cheat Sheet GuideDokument1 SeiteWikipedia Cheat Sheet Guidespedhome1Noch keine Bewertungen
- AluminumDokument1 SeiteAluminumPhileasNoch keine Bewertungen
- Workbook AdolDokument76 SeitenWorkbook Adolspedhome1Noch keine Bewertungen
- Using Regular Expressions With PHP V413HAVDokument10 SeitenUsing Regular Expressions With PHP V413HAVspedhome1Noch keine Bewertungen
- JqueryDokument1 SeiteJquerySamit TandukarNoch keine Bewertungen
- Nutritional Data from 12345678975Dokument1.268 SeitenNutritional Data from 12345678975spedhome1Noch keine Bewertungen
- 25 Point Website Usability ChecklistDokument1 Seite25 Point Website Usability ChecklistTechGuyOnlineNoch keine Bewertungen
- Unholy Spirits Occultism and New Age Humanism - by Gary NorthDokument516 SeitenUnholy Spirits Occultism and New Age Humanism - by Gary NorthMelissa MoodyNoch keine Bewertungen
- Personality Disorders Over TimeDokument219 SeitenPersonality Disorders Over Timespedhome1Noch keine Bewertungen
- 527 FullDokument9 Seiten527 Fullspedhome1Noch keine Bewertungen
- ASCII Character Codes CheatSheetDokument3 SeitenASCII Character Codes CheatSheetspedhome1Noch keine Bewertungen
- Ebook - How To Look-Up Information On AnyoneDokument3 SeitenEbook - How To Look-Up Information On AnyonegetsomeNoch keine Bewertungen
- LupaDokument35 SeitenLupaMiodrag VuksanovicNoch keine Bewertungen
- ASCII Character Codes CheatSheetDokument3 SeitenASCII Character Codes CheatSheetspedhome1Noch keine Bewertungen
- A Handbook of WerewolfismDokument7 SeitenA Handbook of Werewolfismspedhome1Noch keine Bewertungen
- Ddos Attacks InfoDokument12 SeitenDdos Attacks Infoapi-3828021Noch keine Bewertungen
- Common Fonts To All Versions of Windows & Mac Equivalents (Browser Safe Fonts)Dokument3 SeitenCommon Fonts To All Versions of Windows & Mac Equivalents (Browser Safe Fonts)spedhome1Noch keine Bewertungen
- Firebug Cheatsheet V1.2Dokument2 SeitenFirebug Cheatsheet V1.2Pathompong SangkajitNoch keine Bewertungen
- Apache Quick Reference CardDokument2 SeitenApache Quick Reference Cardksrikanth14Noch keine Bewertungen
- Event Pairs HandleDokument3 SeitenEvent Pairs Handlespedhome1Noch keine Bewertungen
- CSS (Cascading Style Sheets) in One Page - CSS - SuDokument9 SeitenCSS (Cascading Style Sheets) in One Page - CSS - Suspedhome1Noch keine Bewertungen
- Cheat Sheet v.2.0 by Gareth J M Saunders, Based On Help Sheet v.0.3 by Alejandro VasquezDokument1 SeiteCheat Sheet v.2.0 by Gareth J M Saunders, Based On Help Sheet v.0.3 by Alejandro VasquezourpatchNoch keine Bewertungen
- Command Prompt New2Dokument2 SeitenCommand Prompt New2Saurabh KaramchandaniNoch keine Bewertungen
- Regular Expressions Cheat SheetDokument1 SeiteRegular Expressions Cheat Sheetspedhome1Noch keine Bewertungen
- Approximate Conversion From Points To PixelsDokument1 SeiteApproximate Conversion From Points To Pixelsspedhome1Noch keine Bewertungen
- Bof DemystifiedDokument24 SeitenBof Demystifiedspedhome1Noch keine Bewertungen
- Then Go To A Hinge (Picture2) - Picture2Dokument4 SeitenThen Go To A Hinge (Picture2) - Picture2spedhome1Noch keine Bewertungen
- Oxford University Press - Online Resource Centre - Multiple Choice QuestionsDokument14 SeitenOxford University Press - Online Resource Centre - Multiple Choice QuestionsMirza Bilal Mughal50% (2)
- Chapter 5Dokument2 SeitenChapter 5farhansuperfyenNoch keine Bewertungen
- Squash Blossoms As Food ColoringDokument8 SeitenSquash Blossoms As Food ColoringcakepapuNoch keine Bewertungen
- Mohrig Qual ProcDokument54 SeitenMohrig Qual ProcSherlHolmesNoch keine Bewertungen
- Evaluation of Vermifiltration of Cassava Effluent Using EarthwormDokument19 SeitenEvaluation of Vermifiltration of Cassava Effluent Using EarthwormTania MarisolNoch keine Bewertungen
- J. Soc.: Oxygen Adducts of Schiff's Base Complexes Cobalt Prepared in SolutionDokument8 SeitenJ. Soc.: Oxygen Adducts of Schiff's Base Complexes Cobalt Prepared in SolutionAndrea SilvaNoch keine Bewertungen
- Chemistry of LipidsDokument123 SeitenChemistry of LipidsLyra Get100% (1)
- Estimation of Serum Creatinine by Routine Jaffes Method and by Dry Chemistry in Icteric and Hemolytic Serum SamplesDokument8 SeitenEstimation of Serum Creatinine by Routine Jaffes Method and by Dry Chemistry in Icteric and Hemolytic Serum Samplessyedamasoomazahra9Noch keine Bewertungen
- Guide RNA for Genome EditingDokument9 SeitenGuide RNA for Genome EditinggiacummoNoch keine Bewertungen
- SC3004Dokument4 SeitenSC3004A MahmoodNoch keine Bewertungen
- Contoh Soal UKG Bahasa Inggris READING 2015Dokument4 SeitenContoh Soal UKG Bahasa Inggris READING 2015Mutia ChimoetNoch keine Bewertungen
- Dyuthi T0543Dokument203 SeitenDyuthi T0543Divyaraj JadejaNoch keine Bewertungen
- PG TRB Zoology Revision Test Unit I and XDokument12 SeitenPG TRB Zoology Revision Test Unit I and XRoopa Roopavathy100% (2)
- Crystals 08 00101Dokument38 SeitenCrystals 08 00101Madhu Kiran DhondalayNoch keine Bewertungen
- Midterm-Exam - ReviewerDokument8 SeitenMidterm-Exam - ReviewerCastro, Lorraine Marre C.Noch keine Bewertungen
- Oral FormulationsDokument10 SeitenOral FormulationsSiddhartha MuppallaNoch keine Bewertungen
- Livro - Molybdenum in Agriculture - Umesh C. Gupta PDFDokument286 SeitenLivro - Molybdenum in Agriculture - Umesh C. Gupta PDFchagasidiarnNoch keine Bewertungen
- Difference between empirical and molecular formulasDokument9 SeitenDifference between empirical and molecular formulasCyril BobadillaNoch keine Bewertungen
- An Introduction To Emulsion Basics: APS Distributor Online Training 2020Dokument120 SeitenAn Introduction To Emulsion Basics: APS Distributor Online Training 2020Hồ Nghĩa100% (2)
- 4582 SEPIMAX Zen Slides GB July 2013 PDFDokument42 Seiten4582 SEPIMAX Zen Slides GB July 2013 PDFLinda HamidNoch keine Bewertungen
- Solvent Extraction Process To RecoverDokument12 SeitenSolvent Extraction Process To RecoverJazmiin SoLiis HdzNoch keine Bewertungen
- 2016 RRP Violin VarnishesDokument9 Seiten2016 RRP Violin VarnishesRadost Galonja KrtinićNoch keine Bewertungen
- Production and Quality Evaluation of Margarine From Blends of Melon and Palm Kernel OilsDokument6 SeitenProduction and Quality Evaluation of Margarine From Blends of Melon and Palm Kernel OilsNicolas Benavidez100% (1)
- Cell Handwritten NotesDokument20 SeitenCell Handwritten NotesNavya MehtaNoch keine Bewertungen
- Stainless Steel (Ss316L/En2348) Chemical Compatibility ChartDokument12 SeitenStainless Steel (Ss316L/En2348) Chemical Compatibility ChartEntropay UserNoch keine Bewertungen
- PHT in HorticultureDokument57 SeitenPHT in HorticultureDeepak MewarNoch keine Bewertungen
- Full Download Essential Organic Chemistry 2nd Edition Bruice Test BankDokument35 SeitenFull Download Essential Organic Chemistry 2nd Edition Bruice Test Bankphaethon.meak0ka6o100% (38)
- PageDokument19 SeitenPagePhoebeliza Jane BroñolaNoch keine Bewertungen
- Lemon Juice Improves The ExtractabilityDokument5 SeitenLemon Juice Improves The ExtractabilityIvan LahdoNoch keine Bewertungen
- Chemistry Project On Green Chemistry: Bio-Diesel and Bio-PetrolDokument18 SeitenChemistry Project On Green Chemistry: Bio-Diesel and Bio-PetrolFerry Sofat82% (17)