Das könnte Ihnen auch gefallen
- Bible Black MusicDokument236 SeitenBible Black MusicJhonatanVasquez100% (1)
- Seth Laws of The Inner Universe LongDokument64 SeitenSeth Laws of The Inner Universe LongSakshi Mishra100% (1)
- Falling Open in A World Falling Apart (Final Version)Dokument138 SeitenFalling Open in A World Falling Apart (Final Version)Izac Souza100% (1)
- Switch WordsDokument2 SeitenSwitch Wordsshrinidhik@gmailcomNoch keine Bewertungen
- How to Scale-Up a Wet Granulation End Point ScientificallyVon EverandHow to Scale-Up a Wet Granulation End Point ScientificallyBewertung: 4 von 5 Sternen4/5 (1)
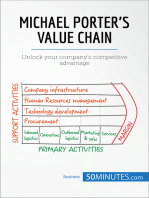
- Michael Porter's Value Chain: Unlock your company's competitive advantageVon EverandMichael Porter's Value Chain: Unlock your company's competitive advantageBewertung: 4 von 5 Sternen4/5 (1)
- Trasparency of Things Contemplating The Nature of Experience Rupert Spira PDFDokument271 SeitenTrasparency of Things Contemplating The Nature of Experience Rupert Spira PDFRitesh ShahNoch keine Bewertungen
- Introduction C359 v12011Dokument18 SeitenIntroduction C359 v12011Chumba MusekeNoch keine Bewertungen
- How to Manage Future Costs and Risks Using Costing and MethodsVon EverandHow to Manage Future Costs and Risks Using Costing and MethodsNoch keine Bewertungen
- Worldview ComponentsDokument37 SeitenWorldview ComponentsHarish KamalanathanNoch keine Bewertungen
- Graeme Smith-A Short History of SecularismDokument233 SeitenGraeme Smith-A Short History of SecularismJimmy ThomasNoch keine Bewertungen
- Portfolio Management With Heuristic Optimization MaringerDokument237 SeitenPortfolio Management With Heuristic Optimization MaringerArushSinghNoch keine Bewertungen
- Rethinking Kraljic:: Towards A Purchasing Portfolio Model, Based On Mutual Buyer-Supplier DependenceDokument12 SeitenRethinking Kraljic:: Towards A Purchasing Portfolio Model, Based On Mutual Buyer-Supplier DependencePrem Kumar Nambiar100% (2)
- Cost Management in Supply Chains - Different ReseaDokument12 SeitenCost Management in Supply Chains - Different ReseaJACOB K RAJANNoch keine Bewertungen
- 10 Commandments of Inventory ManagementDokument6 Seiten10 Commandments of Inventory ManagementJayesh BaldotaNoch keine Bewertungen
- 6840.inventory ManagementDokument17 Seiten6840.inventory ManagementIbrahim El SharNoch keine Bewertungen
- Strategic Direction Through Purchasing Portfolio Management - A Case StudyDokument13 SeitenStrategic Direction Through Purchasing Portfolio Management - A Case StudyAhmad TabassumNoch keine Bewertungen
- Georges Duby Pauline Schmitt Pantel (Ed.) - History of Women in The West. Vol.1Dokument604 SeitenGeorges Duby Pauline Schmitt Pantel (Ed.) - History of Women in The West. Vol.1Rodolfo Nogueira CruzNoch keine Bewertungen
- Secrets of Statistical Data Analysis and Management Science!Von EverandSecrets of Statistical Data Analysis and Management Science!Noch keine Bewertungen
- Name: Bamidele Toluwalope CelestinaDokument8 SeitenName: Bamidele Toluwalope CelestinaToluwalope BamideleNoch keine Bewertungen
- European Journal of Operational Research: Anderson J. Brito, Adiel T. de AlmeidaDokument11 SeitenEuropean Journal of Operational Research: Anderson J. Brito, Adiel T. de AlmeidaMustafa FarragNoch keine Bewertungen
- Case Answer Just-In-Time at Jimmy'sDokument7 SeitenCase Answer Just-In-Time at Jimmy'snotes.mcpuNoch keine Bewertungen
- Review of LiteratureDokument6 SeitenReview of LiteratureselbalNoch keine Bewertungen
- Ijiec 2020 25Dokument14 SeitenIjiec 2020 25ajid kosNoch keine Bewertungen
- Meaning and Definition of Operation Research:: DefinitionsDokument5 SeitenMeaning and Definition of Operation Research:: Definitionsshibashish PandaNoch keine Bewertungen
- Msom InventInventory Pooling To Deliver Differentiated Serviceory Pooling InformalDokument30 SeitenMsom InventInventory Pooling To Deliver Differentiated Serviceory Pooling InformalmarcelojscostaNoch keine Bewertungen
- Ch-1 IntroductionDokument10 SeitenCh-1 Introductionras dawitNoch keine Bewertungen
- EOQ and EPQ Production-Inventory Models With Variable Holding Cost: State-of-the-Art ReviewDokument39 SeitenEOQ and EPQ Production-Inventory Models With Variable Holding Cost: State-of-the-Art ReviewConsumer DigitalProductNoch keine Bewertungen
- End-of-Period vs. Continuous Accounting of Inventory-Related CostsDokument11 SeitenEnd-of-Period vs. Continuous Accounting of Inventory-Related CostsJuan David Arias SuárezNoch keine Bewertungen
- Alexander Pulido Aso de EstudioDokument14 SeitenAlexander Pulido Aso de EstudioCésar Augusto Silva Santisteban CastroNoch keine Bewertungen
- Onthe (1) Lost Sales Inventory Model With Priority Demand ClassesDokument18 SeitenOnthe (1) Lost Sales Inventory Model With Priority Demand ClassesFelipe VargasNoch keine Bewertungen
- Operational Research CourseworkDokument7 SeitenOperational Research Courseworkf5de9mre100% (2)
- Picking Sorting Labeling Packing Loading Units Bill of LadingDokument3 SeitenPicking Sorting Labeling Packing Loading Units Bill of LadingRamanRoutNoch keine Bewertungen
- Integrating DemandDokument9 SeitenIntegrating DemandzygeatNoch keine Bewertungen
- Inventory Management Literature Review ProjectDokument8 SeitenInventory Management Literature Review Projectafmzmajcevielt100% (1)
- An Inventory Control System For Spare Parts at A RefinerDokument32 SeitenAn Inventory Control System For Spare Parts at A RefinerJubzJibz KamonchanokNoch keine Bewertungen
- Operations Reaserch AssignmentDokument28 SeitenOperations Reaserch Assignmentujjwalsingh027Noch keine Bewertungen
- An Improved Demand Forecasting Model Using PDFDokument16 SeitenAn Improved Demand Forecasting Model Using PDFArun KumarNoch keine Bewertungen
- A Multiobjective Optimization Method For Strategic: Sourcing and Inventory ReplenishmentDokument6 SeitenA Multiobjective Optimization Method For Strategic: Sourcing and Inventory ReplenishmentManjiree Ingole JoshiNoch keine Bewertungen
- Integrated Vendor-Buyer Cooperative Inventory Models With Controllable Lead Time and Ordering Cost ReductionDokument15 SeitenIntegrated Vendor-Buyer Cooperative Inventory Models With Controllable Lead Time and Ordering Cost ReductionmohanpusNoch keine Bewertungen
- Inventory Control in Closed Loop Supply Chain Using System DynamicsDokument33 SeitenInventory Control in Closed Loop Supply Chain Using System DynamicsAritra SenNoch keine Bewertungen
- TITLE: The Influence of Technology Integration On Inventory Management of Selected Merchandise Stores in District 2, Quezon CityDokument4 SeitenTITLE: The Influence of Technology Integration On Inventory Management of Selected Merchandise Stores in District 2, Quezon Cityjojo sariaNoch keine Bewertungen
- Study GuideDokument96 SeitenStudy GuideKate Karen AlombroNoch keine Bewertungen
- Part One - Basic Inventory Concepts The Context of Inventory Control The Importance of InventoryDokument14 SeitenPart One - Basic Inventory Concepts The Context of Inventory Control The Importance of Inventorybaviskarvs123Noch keine Bewertungen
- Multiple Criteria ABC AnalysisDokument9 SeitenMultiple Criteria ABC AnalysisRodrigo SantosNoch keine Bewertungen
- The Distribution Free Newsboy Problem: Review and ExtensionsDokument12 SeitenThe Distribution Free Newsboy Problem: Review and Extensions백지원Noch keine Bewertungen
- Back Ground of The StudyDokument6 SeitenBack Ground of The StudyTesfaye KebebawNoch keine Bewertungen
- Raw Report orDokument13 SeitenRaw Report orNguyễn QuỳnhNoch keine Bewertungen
- Replenisment PolicyDokument12 SeitenReplenisment PolicyDicky SudirgaNoch keine Bewertungen
- MB0048 Operations ResearchDokument320 SeitenMB0048 Operations ResearchSiddhant AgrawalNoch keine Bewertungen
- A Joint Economic Production Lot Size Model For A Deteriorating Item With Decreasing Warehouse Rental OvertimeDokument14 SeitenA Joint Economic Production Lot Size Model For A Deteriorating Item With Decreasing Warehouse Rental Overtimerizqi afrizalNoch keine Bewertungen
- Theory Practice and Future ChallengesDokument22 SeitenTheory Practice and Future ChallengesRajesh InsbNoch keine Bewertungen
- Management Approaches, Techniques, and Management ProcessesDokument13 SeitenManagement Approaches, Techniques, and Management Processesapi-3709659Noch keine Bewertungen
- Queueing Theory and Operations ManagementDokument11 SeitenQueueing Theory and Operations ManagementMarthandeNoch keine Bewertungen
- Unit - 1Dokument10 SeitenUnit - 1Prashant SinghNoch keine Bewertungen
- Best Toc in SCM VectorDokument13 SeitenBest Toc in SCM VectorChittranjanSwainNoch keine Bewertungen
- Agent-Based Simulation Model of Single Point Inventory SystemDokument7 SeitenAgent-Based Simulation Model of Single Point Inventory SystemHadiBiesNoch keine Bewertungen
- Introduction of Inventory ManagementDokument4 SeitenIntroduction of Inventory ManagementPrathyusha ReddyNoch keine Bewertungen
- Information SciencesDokument21 SeitenInformation SciencesvrushabhsahareNoch keine Bewertungen
- First Order SchedulingDokument45 SeitenFirst Order SchedulingChris VerveridisNoch keine Bewertungen
- Optimization of Apparel Supply Chain Using Deep Reinforcement LearningDokument9 SeitenOptimization of Apparel Supply Chain Using Deep Reinforcement LearningSuyashPratapNoch keine Bewertungen
- Reconstructing Inventory Management Theory: Ijopm 26,9Dokument17 SeitenReconstructing Inventory Management Theory: Ijopm 26,9Emmanuel KumahNoch keine Bewertungen
- Two Echleon by JHa JKDokument9 SeitenTwo Echleon by JHa JKaggarwalankit911Noch keine Bewertungen
- 10 1057@palgrave Jors 2602553Dokument15 Seiten10 1057@palgrave Jors 2602553inesboleixaNoch keine Bewertungen
- Productivity WarehousingDokument29 SeitenProductivity WarehousingTawanda MhuriNoch keine Bewertungen
- Finance for Non-Financiers 2: Professional FinancesVon EverandFinance for Non-Financiers 2: Professional FinancesNoch keine Bewertungen
- Statistical Methods for Overdispersed Count DataVon EverandStatistical Methods for Overdispersed Count DataNoch keine Bewertungen
- Lesson 2.1 Philosophy Power Point 1Dokument15 SeitenLesson 2.1 Philosophy Power Point 1Sanemi ShinazugawaNoch keine Bewertungen
- UNIT 2 PritchardDokument10 SeitenUNIT 2 PritchardRitika ChauhanNoch keine Bewertungen
- Year 10 Autumn Term Assessment 2020 MARKSCHEMEDokument6 SeitenYear 10 Autumn Term Assessment 2020 MARKSCHEMEKAtheDrinkNoch keine Bewertungen
- Sunrise Enabler ExplainedDokument2 SeitenSunrise Enabler ExplainedChona FontanillaNoch keine Bewertungen
- Spiritual Care Champions Webinar 11-2014Dokument44 SeitenSpiritual Care Champions Webinar 11-2014Ayu EndryNoch keine Bewertungen
- BOYLE Transparent Self-KnowledgeDokument19 SeitenBOYLE Transparent Self-KnowledgelectordigitalisNoch keine Bewertungen
- Understanding Culture Society and PoliticsDokument7 SeitenUnderstanding Culture Society and Politicsjared alonzoNoch keine Bewertungen
- Bevir - 2008 - Meta Methodology - Clearing The UnderbrushDokument24 SeitenBevir - 2008 - Meta Methodology - Clearing The UnderbrushhedehodoNoch keine Bewertungen
- Interpreting As InterventionDokument34 SeitenInterpreting As InterventionDavid KatanNoch keine Bewertungen
- Effective Communication in Health and Social CareDokument13 SeitenEffective Communication in Health and Social CareEnggal PinanggihNoch keine Bewertungen
- Misery Relief and Mai-IsmDokument28 SeitenMisery Relief and Mai-Ismapi-421194010Noch keine Bewertungen
- God Is Watching YouDokument305 SeitenGod Is Watching YouendearmintsNoch keine Bewertungen
- What I Learned CartoonDokument3 SeitenWhat I Learned Cartoonapi-528651903Noch keine Bewertungen
- UCSP Code SPU-Ia-2Dokument21 SeitenUCSP Code SPU-Ia-2Everdina GiltendezNoch keine Bewertungen
- Ucsp-Defining Culture and Society From The Perspective ofDokument58 SeitenUcsp-Defining Culture and Society From The Perspective ofAaron Paul Millena LolorNoch keine Bewertungen
- Religious Beliefs Are PersonalDokument2 SeitenReligious Beliefs Are PersonaldaraumangNoch keine Bewertungen
- Indigenous Science Technology in The PhilippinesDokument10 SeitenIndigenous Science Technology in The PhilippinesJonnabel MasinopaNoch keine Bewertungen
- Plato's Greatest Accusation Against Poetry by E. BelfioreDokument25 SeitenPlato's Greatest Accusation Against Poetry by E. BelfioreCnrkstk aNoch keine Bewertungen
- Icoachkids Literature Review Web Version Final Dec 2017Dokument87 SeitenIcoachkids Literature Review Web Version Final Dec 2017Tamas KalmarNoch keine Bewertungen
- Oakeshott - On Being ConservativeDokument19 SeitenOakeshott - On Being Conservativeintern980Noch keine Bewertungen
- Analyzing Arguments: Dr. Sunarsih, M.ADokument10 SeitenAnalyzing Arguments: Dr. Sunarsih, M.AArkan NabawiNoch keine Bewertungen
- Unit 5Dokument6 SeitenUnit 5Subhash SoniNoch keine Bewertungen