Das könnte Ihnen auch gefallen
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEVon EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENoch keine Bewertungen
- Programa de Hipertrofia Feminina GRATIS Nivel 1 MescladoDokument11 SeitenPrograma de Hipertrofia Feminina GRATIS Nivel 1 MescladoCasa na VilaNoch keine Bewertungen
- Inspeção de TanquesDokument3 SeitenInspeção de TanquesAnonymous uL3JlWfhNoch keine Bewertungen
- Api 598 Teste de Valvulas de BloqueioDokument21 SeitenApi 598 Teste de Valvulas de BloqueioMarcelo Rodrigues100% (2)
- Requisitos de Inspeção para Valvula de Segurança E-Ou Alivio-Rev1Dokument12 SeitenRequisitos de Inspeção para Valvula de Segurança E-Ou Alivio-Rev1GoldsteynNoch keine Bewertungen
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasVon EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNoch keine Bewertungen
- N-0076 - G - Materiais TubulaçãoDokument152 SeitenN-0076 - G - Materiais Tubulaçãofagner dutra100% (1)
- Manual Vitale Plus VPNDokument38 SeitenManual Vitale Plus VPNGustavo Bium DonadonNoch keine Bewertungen
- Manual Projeto Mecanico Vasos de Pressao ASME VIII 1Dokument41 SeitenManual Projeto Mecanico Vasos de Pressao ASME VIII 1Luiz ClaudioNoch keine Bewertungen
- API 650 - Roteiro para Inspeção - RESUMODokument3 SeitenAPI 650 - Roteiro para Inspeção - RESUMORaimundo Alves da Costa Neto100% (1)
- Módulo 13 Qualificação de Procedimentos de SoldadoresDokument30 SeitenMódulo 13 Qualificação de Procedimentos de SoldadoresMárcio Ferreira100% (1)
- N-2269 89 Verificação, Calibração e Teste de Válvula de Segurança e Ou AlívioDokument13 SeitenN-2269 89 Verificação, Calibração e Teste de Válvula de Segurança e Ou AlívioLaureanogardiNoch keine Bewertungen
- Permissão de TrabalhoDokument5 SeitenPermissão de TrabalhoFRANCISCO PEREIRANoch keine Bewertungen
- Norma API 598 TraduzidaDokument8 SeitenNorma API 598 TraduzidaDaniel Trombim67% (3)
- Valvulas Industriais Padronizadas e Especiais 1Dokument53 SeitenValvulas Industriais Padronizadas e Especiais 1LDM Man. e Mont. Ind. EIRELINoch keine Bewertungen
- NTS 220 (Vávula Borboleta)Dokument22 SeitenNTS 220 (Vávula Borboleta)Paulo Quiodeto0% (1)
- Roteiro para Inspeção de Tanques Aéreos de CombustívelDokument4 SeitenRoteiro para Inspeção de Tanques Aéreos de CombustívelofagottiNoch keine Bewertungen
- N-0269 e Montagem de Vasos de PresãoDokument44 SeitenN-0269 e Montagem de Vasos de PresãogelreNoch keine Bewertungen
- Check List BPFDokument11 SeitenCheck List BPFcassilda_carvalho@hotmail.comNoch keine Bewertungen
- 02 - Princípios Da RadioterapiaDokument6 Seiten02 - Princípios Da RadioterapiaForwomenNoch keine Bewertungen
- Procedimento: Rev. C SET / 98Dokument23 SeitenProcedimento: Rev. C SET / 98aloliveira7811Noch keine Bewertungen
- N 2668Dokument256 SeitenN 2668Ricardo CurioniNoch keine Bewertungen
- Prova Teorica NR 06Dokument2 SeitenProva Teorica NR 06Lih AssisNoch keine Bewertungen
- Vasos de BarroDokument5 SeitenVasos de BarroDaniel Sipriano NetoNoch keine Bewertungen
- NBR 11854 - 1992 - Bastao Isolante para Trabalho em Redes Energizadas de DistribuicaoDokument14 SeitenNBR 11854 - 1992 - Bastao Isolante para Trabalho em Redes Energizadas de DistribuicaoMurilo Rodrigues100% (1)
- Moldes - Chapeu de MarinheiroDokument3 SeitenMoldes - Chapeu de Marinheiroph mixNoch keine Bewertungen
- N-2619 Insp Vasos de PressãoDokument11 SeitenN-2619 Insp Vasos de PressãocatalogosmecanicaNoch keine Bewertungen
- NBR ISO 4705 Norma para CilindrosDokument21 SeitenNBR ISO 4705 Norma para CilindrosDouglas Kind100% (6)
- BS 1873Dokument31 SeitenBS 1873thiagorep17Noch keine Bewertungen
- IBAMA Inspeção em Tanques AéreosDokument3 SeitenIBAMA Inspeção em Tanques AéreoseudesxtNoch keine Bewertungen
- VASOS DE PRESSÃO Rev 1 PDFDokument125 SeitenVASOS DE PRESSÃO Rev 1 PDFandrepbtNoch keine Bewertungen
- Proced Criar NOVA CONTA No FusionSolar MONODokument4 SeitenProced Criar NOVA CONTA No FusionSolar MONOCharles CardosoNoch keine Bewertungen
- N 2247Dokument16 SeitenN 2247corerioNoch keine Bewertungen
- Doq Cgcre 6 - 00Dokument21 SeitenDoq Cgcre 6 - 00Hélio Goncalves Da SilvaNoch keine Bewertungen
- Especificação Técnica de Serviços de Recuperação de Válvulas IndustriaisDokument7 SeitenEspecificação Técnica de Serviços de Recuperação de Válvulas Industriaisluciano_ferreira_80Noch keine Bewertungen
- Inspeção de Terceiros para Válvulas - ProcedimentoDokument6 SeitenInspeção de Terceiros para Válvulas - ProcedimentoGordinhorsNoch keine Bewertungen
- Inspeção de FabricaçãoDokument5 SeitenInspeção de FabricaçãoAdriano Dorneles de OliveiraNoch keine Bewertungen
- Válvula de Segurança 1Dokument14 SeitenVálvula de Segurança 1Hélder PascoalNoch keine Bewertungen
- Inspeção de Válvulas de Segurança de PressãoDokument4 SeitenInspeção de Válvulas de Segurança de PressãoGordinhorsNoch keine Bewertungen
- NTS298 - Tubos de FoFoDokument7 SeitenNTS298 - Tubos de FoFoDanielle M.Noch keine Bewertungen
- NBR12952 - 1993 - Inspecao de ValvulasDokument6 SeitenNBR12952 - 1993 - Inspecao de ValvulasCleiton Bernardo100% (1)
- Especificação: Requisito Mandatório: Prescrição Estabelecida Como A Mais Adequada e Que Deve SerDokument12 SeitenEspecificação: Requisito Mandatório: Prescrição Estabelecida Como A Mais Adequada e Que Deve SerLazaro CoutinhoNoch keine Bewertungen
- Resolução INMETRO N°186-2003Dokument13 SeitenResolução INMETRO N°186-2003TalitaNoch keine Bewertungen
- N-1888 - Fabricação de Tanque Atmosférico PDFDokument12 SeitenN-1888 - Fabricação de Tanque Atmosférico PDFThiagoDaflonNoch keine Bewertungen
- Fci 70-2-2003Dokument4 SeitenFci 70-2-2003Pedro DutraNoch keine Bewertungen
- Abnt Iso 5208-2000Dokument4 SeitenAbnt Iso 5208-2000Jorge FlóridoNoch keine Bewertungen
- Teste de Vazamento em Válvulas de Controle-1Dokument12 SeitenTeste de Vazamento em Válvulas de Controle-1Evando Pereira dos SantosNoch keine Bewertungen
- NBR 12952Dokument6 SeitenNBR 12952Daniel Barni HulbertNoch keine Bewertungen
- Especificações Válvula BorboletaDokument6 SeitenEspecificações Válvula BorboletaEwerton TiagoNoch keine Bewertungen
- Aula 1 de - Generalidades - Normas de TubulaçõesDokument28 SeitenAula 1 de - Generalidades - Normas de TubulaçõesPedro PauloNoch keine Bewertungen
- N 0076Dokument358 SeitenN 0076Ronison Dos SantosNoch keine Bewertungen
- Reunião PSQ 02 09 2015 IBELQDokument30 SeitenReunião PSQ 02 09 2015 IBELQqualidadealumi3Noch keine Bewertungen
- N-1859 Consumivel de Soldagem Com Propriedade AsseguradaDokument12 SeitenN-1859 Consumivel de Soldagem Com Propriedade AsseguradaMárcio FerreiraNoch keine Bewertungen
- N 466Dokument32 SeitenN 466FernandochiaroNoch keine Bewertungen
- NBR 13532-Elaboração de Projetos de Edificações-ArquiteturaDokument60 SeitenNBR 13532-Elaboração de Projetos de Edificações-ArquiteturaLeandro Tadeu AlmeidaNoch keine Bewertungen
- N-0134C - Chumbadores para ConcretoDokument33 SeitenN-0134C - Chumbadores para ConcretoAna Carolina TrindadeNoch keine Bewertungen
- Modulo 11 PreparadoDokument27 SeitenModulo 11 PreparadoGilberto BadeNoch keine Bewertungen
- BS 6755 Part 2Dokument19 SeitenBS 6755 Part 2norman1968Noch keine Bewertungen
- Nor NBR-10160 (1987) Tampao Circular de Ferro FundidoDokument3 SeitenNor NBR-10160 (1987) Tampao Circular de Ferro FundidoRôneison Leite0% (1)
- Testes Físico-químicos Em Derivados De PetróleoVon EverandTestes Físico-químicos Em Derivados De PetróleoNoch keine Bewertungen
- Plano da qualidade de obras – PQO: proposta de elementos para implantação de plano da qualidade de obrasVon EverandPlano da qualidade de obras – PQO: proposta de elementos para implantação de plano da qualidade de obrasNoch keine Bewertungen
- Dealer 34Dokument68 SeitenDealer 34Rafael JonathNoch keine Bewertungen
- Limites de Temperatura de Uso para Os Materiais Conforme Ansy B31.3aDokument12 SeitenLimites de Temperatura de Uso para Os Materiais Conforme Ansy B31.3aRafael JonathNoch keine Bewertungen
- SoldabilidadeDokument27 SeitenSoldabilidadeNayara NeresNoch keine Bewertungen
- Pontos de Içamento para Elevação e Amarração de CargasDokument20 SeitenPontos de Içamento para Elevação e Amarração de CargasRafael JonathNoch keine Bewertungen
- O Planeta Cálcula Os Passos Do ConsumoDokument1 SeiteO Planeta Cálcula Os Passos Do ConsumoRafael JonathNoch keine Bewertungen
- 090-Tabela para Tubos QuadradosDokument1 Seite090-Tabela para Tubos QuadradosRafael JonathNoch keine Bewertungen
- Yago CastroDokument21 SeitenYago CastroYago CastroNoch keine Bewertungen
- Apresentação TCC TamboreadorDokument39 SeitenApresentação TCC TamboreadorAllery SamNoch keine Bewertungen
- Equações DiferenciaisDokument45 SeitenEquações DiferenciaisDarkArkangel2Noch keine Bewertungen
- Lista 1 MruvDokument5 SeitenLista 1 MruvCamilla BuçardNoch keine Bewertungen
- Extensao Counitaria IDokument17 SeitenExtensao Counitaria Idércio nevesNoch keine Bewertungen
- Programação Semic Xxxiv SemicDokument111 SeitenProgramação Semic Xxxiv SemicRitaNoch keine Bewertungen
- Poemas - Pablo NerudaDokument2 SeitenPoemas - Pablo NerudaDenise SiqueiraNoch keine Bewertungen
- RESGATE HISTÓRICO DE UMA COMUNIDADE: Um Olhar Sobre A História e Os Patrimônios Culturais Material e Natural Do Bairro Ponte AltaDokument39 SeitenRESGATE HISTÓRICO DE UMA COMUNIDADE: Um Olhar Sobre A História e Os Patrimônios Culturais Material e Natural Do Bairro Ponte AltaPeterson Mendes PaulinoNoch keine Bewertungen
- Anatomia Do Esqueleto ApendicularDokument45 SeitenAnatomia Do Esqueleto ApendicularVanessa VitoriaNoch keine Bewertungen
- Ramos de Uma Grande Arvore PDFDokument145 SeitenRamos de Uma Grande Arvore PDFRafael OliveiraNoch keine Bewertungen
- Desenvolvimento Da Radiologia IntervencionistaDokument3 SeitenDesenvolvimento Da Radiologia IntervencionistaProf-Alexsandro FerreiraNoch keine Bewertungen
- ANIM-012 - Manual Tosa Cocker SpanielDokument15 SeitenANIM-012 - Manual Tosa Cocker SpanielMarcos CelestinoNoch keine Bewertungen
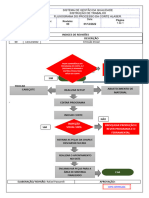
- 10 FLUXO CORTE LASER - Revisado 21-07-2020Dokument1 Seite10 FLUXO CORTE LASER - Revisado 21-07-2020Rafael PassarelliNoch keine Bewertungen
- QuestionarioDokument3 SeitenQuestionarioDhandara LucymillaNoch keine Bewertungen
- Relatório de Levantamento MaterialDokument2 SeitenRelatório de Levantamento MaterialHeltonsubrg SystemNoch keine Bewertungen
- DT266 Alicate Amperímetro DigitalDokument4 SeitenDT266 Alicate Amperímetro DigitaledgardhoNoch keine Bewertungen
- Micro2 MincustoDokument28 SeitenMicro2 MincustoOrlando Francisco NhamussunaNoch keine Bewertungen
- BOVINOCULTURADokument85 SeitenBOVINOCULTURAJuliana MouraNoch keine Bewertungen
- Ficha Rakan (ATUAL)Dokument3 SeitenFicha Rakan (ATUAL)Fiky ColdNoch keine Bewertungen
- Guia Local v1810 - CE Crateus - 06-11-2018Dokument22 SeitenGuia Local v1810 - CE Crateus - 06-11-2018Marcelo ClaroNoch keine Bewertungen
- Aula 6 - Recursos CinesioterapêuticosDokument9 SeitenAula 6 - Recursos CinesioterapêuticosVeronica luz anselmoNoch keine Bewertungen