Das könnte Ihnen auch gefallen
- Work MeasurementDokument15 SeitenWork MeasurementBalaji BabuNoch keine Bewertungen
- Overview of Predetermined Motion Time SystemDokument35 SeitenOverview of Predetermined Motion Time SystemRizza SangcoNoch keine Bewertungen
- Avr GeneralDokument67 SeitenAvr GeneralRukma Goud Shakkari100% (2)
- Practical Guide To Work Study [Revised Edition]Von EverandPractical Guide To Work Study [Revised Edition]Bewertung: 4 von 5 Sternen4/5 (1)
- Work Measurement ReportDokument16 SeitenWork Measurement ReportAnamika Nigam0% (1)
- Application of Industrial Engineering (IE) Techniques in Garment IndustryDokument9 SeitenApplication of Industrial Engineering (IE) Techniques in Garment IndustryMohammed Atiqul Hoque ChowdhuryNoch keine Bewertungen
- Air SeperatorDokument35 SeitenAir SeperatorhasanNoch keine Bewertungen
- MD2 Exam PDFDokument319 SeitenMD2 Exam PDFSiN XNoch keine Bewertungen
- 2476748Dokument120 Seiten2476748mehmoodNoch keine Bewertungen
- 5 Direct Time StudyDokument22 Seiten5 Direct Time StudyOwl BezariusNoch keine Bewertungen
- Industrial Engineering in GMTDokument13 SeitenIndustrial Engineering in GMTAnonymous wA6NGuyklDNoch keine Bewertungen
- Time Study TechniquesDokument70 SeitenTime Study TechniquesEmdad Apm100% (1)
- Fluidized Bed CombustionDokument600 SeitenFluidized Bed Combustionvikasnar100% (7)
- Takt Time: A Guide to the Very Basic Lean CalculationVon EverandTakt Time: A Guide to the Very Basic Lean CalculationBewertung: 5 von 5 Sternen5/5 (2)
- Work Study FundamentalsDokument27 SeitenWork Study Fundamentalsismael opondoNoch keine Bewertungen
- Soluionmanualmetricch 13Dokument16 SeitenSoluionmanualmetricch 13Samir Nathu80% (5)
- Work Measurement PDFDokument6 SeitenWork Measurement PDFarunkadveNoch keine Bewertungen
- Takt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsVon EverandTakt Time - Understanding the Core Principle of Lean Manufacturing: Toyota Production System ConceptsBewertung: 5 von 5 Sternen5/5 (1)
- Time Study ProcedureDokument12 SeitenTime Study ProcedureAmal AmranNoch keine Bewertungen
- Work measurement techniquesDokument7 SeitenWork measurement techniquessamgeorgemaxNoch keine Bewertungen
- APUNTESDokument28 SeitenAPUNTESIsabelNoch keine Bewertungen
- Wage AdministrationDokument8 SeitenWage AdministrationRahul KalathilNoch keine Bewertungen
- Work MeasurementDokument4 SeitenWork MeasurementMiguel HernandezNoch keine Bewertungen
- Work Measurement: UsageDokument6 SeitenWork Measurement: UsageVictor FarfanNoch keine Bewertungen
- Week 6 - Direct Time StudyDokument54 SeitenWeek 6 - Direct Time StudyAysenur ErdoganNoch keine Bewertungen
- Time Study Procedures and ElementsDokument7 SeitenTime Study Procedures and ElementsRajat YadavNoch keine Bewertungen
- IEDokument103 SeitenIEmchiranthan3Noch keine Bewertungen
- Maie Work MeasurementDokument6 SeitenMaie Work MeasurementLa GraciahNoch keine Bewertungen
- Week 5 Intro Time Study - Apr 3Dokument57 SeitenWeek 5 Intro Time Study - Apr 3Aysenur ErdoganNoch keine Bewertungen
- Steps in Making Time StudyDokument12 SeitenSteps in Making Time StudyR Màhá LâkshmîNoch keine Bewertungen
- Work MeasurementDokument45 SeitenWork MeasurementSanket GangalNoch keine Bewertungen
- Work Centre Cumulative LoadDokument42 SeitenWork Centre Cumulative LoadMalvika KapoorNoch keine Bewertungen
- Unit 2 - Industrial Engineering & Ergonomics - WWW - Rgpvnotes.inDokument15 SeitenUnit 2 - Industrial Engineering & Ergonomics - WWW - Rgpvnotes.inSACHIN HANAGALNoch keine Bewertungen
- Revision NotesDokument5 SeitenRevision NotesIvyNoch keine Bewertungen
- Assignment No.-1: AnswerDokument9 SeitenAssignment No.-1: AnswerUnnat ChuriNoch keine Bewertungen
- SCRIPT TQM Developing Work Methods SDokument3 SeitenSCRIPT TQM Developing Work Methods SNarvasa, Jazper Hart O.Noch keine Bewertungen
- Course Outcomes: Topic Iv: Time StudyDokument11 SeitenCourse Outcomes: Topic Iv: Time StudyAngelo RoqueNoch keine Bewertungen
- 1 - Organização Do Trabalho e Engenharia de MétodosDokument20 Seiten1 - Organização Do Trabalho e Engenharia de MétodosLeonardo LacerdaNoch keine Bewertungen
- Chapter 5: Motion StudyDokument44 SeitenChapter 5: Motion StudyBaleje JeremyNoch keine Bewertungen
- Work StudyDokument17 SeitenWork StudyChandra Shekhar VishnoiNoch keine Bewertungen
- Work MeasurementDokument15 SeitenWork MeasurementNishu ThimmaiahNoch keine Bewertungen
- HW1Dokument4 SeitenHW1J KeplerNoch keine Bewertungen
- VIII SEM I.E.Lab Exp 1Dokument7 SeitenVIII SEM I.E.Lab Exp 1Raghvendra Singh ShaktawatNoch keine Bewertungen
- Standardized WorkDokument5 SeitenStandardized WorkPapeleria vatisNoch keine Bewertungen
- Work Measurement: Presented by-BINDU CHAUHAN Mba-Ii SemDokument20 SeitenWork Measurement: Presented by-BINDU CHAUHAN Mba-Ii SemPRIYANKNoch keine Bewertungen
- Industrial EngineeringDokument63 SeitenIndustrial Engineeringgaurav503050Noch keine Bewertungen
- Time and Motion StudyDokument4 SeitenTime and Motion StudyHanook WalterNoch keine Bewertungen
- Work Study&Ergonomics 3Dokument42 SeitenWork Study&Ergonomics 3YahyaNoch keine Bewertungen
- PR 3Dokument8 SeitenPR 3mech bhabhaNoch keine Bewertungen
- Work MeasurementDokument15 SeitenWork MeasurementDipesh DayamaNoch keine Bewertungen
- Industrial Engineering 9.19 To...Dokument43 SeitenIndustrial Engineering 9.19 To...Muthu KumarNoch keine Bewertungen
- PPCEDokument31 SeitenPPCEbsamantonyNoch keine Bewertungen
- Work StudyDokument5 SeitenWork StudyLovepreet SinghNoch keine Bewertungen
- Standard Time Estimation TechniquesDokument56 SeitenStandard Time Estimation TechniquesRamees KpNoch keine Bewertungen
- Ba 506 Operations Management Narrative Report Job Design and Work Measurement (Part 2)Dokument4 SeitenBa 506 Operations Management Narrative Report Job Design and Work Measurement (Part 2)Ruth Ann DimalaluanNoch keine Bewertungen
- Pre-Planning FunctionDokument10 SeitenPre-Planning FunctionSandeep ChoudharyNoch keine Bewertungen
- Time StudyDokument12 SeitenTime StudyBrandon ParraNoch keine Bewertungen
- Work MeasurementDokument10 SeitenWork Measurementimrannila910Noch keine Bewertungen
- Method StudyDokument5 SeitenMethod StudyKarthik KumarNoch keine Bewertungen
- Chapter 11 Standard Data SystemsDokument27 SeitenChapter 11 Standard Data Systemshenok biruNoch keine Bewertungen
- Work MeasurementDokument23 SeitenWork MeasurementruchikaNoch keine Bewertungen
- Work Study PDFDokument7 SeitenWork Study PDFarunkadveNoch keine Bewertungen
- Work MeasurementDokument2 SeitenWork Measurementtheormnageshr3755Noch keine Bewertungen
- OCS-basic Time StudyDokument3 SeitenOCS-basic Time Studyghosh71Noch keine Bewertungen
- EagleBurgmann Statotherm P Foil 9591 P enDokument1 SeiteEagleBurgmann Statotherm P Foil 9591 P enkeyur1109Noch keine Bewertungen
- 176-fc4731 Fault CodeDokument3 Seiten176-fc4731 Fault CodeHamilton MirandaNoch keine Bewertungen
- Aminpro FK TestDokument9 SeitenAminpro FK TestpeilinlanNoch keine Bewertungen
- Stiffness of Cable-Based Parallel Manipulators With Application To Stability AnalysisDokument8 SeitenStiffness of Cable-Based Parallel Manipulators With Application To Stability AnalysisNhật MinhNoch keine Bewertungen
- 0 Physics SyllabusDokument2 Seiten0 Physics Syllabusiffat fatima patilNoch keine Bewertungen
- PAP NAV Energie Savings in Twin Propellers DesignDokument14 SeitenPAP NAV Energie Savings in Twin Propellers Designyannickjan2005Noch keine Bewertungen
- Final PPT 3rd SemDokument16 SeitenFinal PPT 3rd SemmonuNoch keine Bewertungen
- Company Directive: Standard Technique: Sd8A/3 Relating To Revision of Overhead Line RatingsDokument33 SeitenCompany Directive: Standard Technique: Sd8A/3 Relating To Revision of Overhead Line RatingsSathish KumarNoch keine Bewertungen
- GicDokument155 SeitenGicNikita KadamNoch keine Bewertungen
- McCabe-Thiele Diagrams For Binary DistillationDokument8 SeitenMcCabe-Thiele Diagrams For Binary DistillationwetcoNoch keine Bewertungen
- Wiring DiagramDokument24 SeitenWiring DiagramReji Raju0% (1)
- Led t5 Eco Batten - 93044476 - Lbte 4 5 WW 1ft Eco - 221864 - EmeaDokument3 SeitenLed t5 Eco Batten - 93044476 - Lbte 4 5 WW 1ft Eco - 221864 - EmeaNailza BizerraNoch keine Bewertungen
- Noise Margin Definition ExplainedDokument10 SeitenNoise Margin Definition ExplainedAnil BhardwajNoch keine Bewertungen
- SABIC Innovative Plastics Lexan® 940 PC Data SheetDokument3 SeitenSABIC Innovative Plastics Lexan® 940 PC Data SheetMRC RailNoch keine Bewertungen
- 1981 - Leeper - Wet Cooling Tower - Rule of Thumb Design and SimulationDokument32 Seiten1981 - Leeper - Wet Cooling Tower - Rule of Thumb Design and SimulationGuilherme Venturi RonchiNoch keine Bewertungen
- Folder Airless Auto Serie AlDokument2 SeitenFolder Airless Auto Serie AlErika MaraNoch keine Bewertungen
- Newton's Laws of Motion Worksheet.Dokument2 SeitenNewton's Laws of Motion Worksheet.Llama jennerNoch keine Bewertungen
- 2 B.tech Biotechnology 27 38Dokument38 Seiten2 B.tech Biotechnology 27 38Anju GuptaNoch keine Bewertungen
- ME 555 Stress Analysis Unit 4Dokument57 SeitenME 555 Stress Analysis Unit 4TheoNoch keine Bewertungen
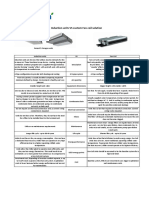
- HotelSolution: Induction Units VS Fan-Coil SolutionDokument1 SeiteHotelSolution: Induction Units VS Fan-Coil SolutionMoriyasu NguyenNoch keine Bewertungen
- Optimum Penstocks For Low Head Microhydro Schemes - Alexander, Giddens - 2008Dokument13 SeitenOptimum Penstocks For Low Head Microhydro Schemes - Alexander, Giddens - 2008cbarajNoch keine Bewertungen
- Ashish PPT 2Dokument9 SeitenAshish PPT 2Ankit JaglanNoch keine Bewertungen
- 079322C Int MR LD Int 1543 0004 3427 01Dokument1 Seite079322C Int MR LD Int 1543 0004 3427 01bolat.kukuzovNoch keine Bewertungen
- Chapter 3 Dynamics of Robotics SystemDokument38 SeitenChapter 3 Dynamics of Robotics SystemAddisuSaafooNoch keine Bewertungen
- Physics SL Paper 3 TZ2Dokument20 SeitenPhysics SL Paper 3 TZ2Dongjean SeoNoch keine Bewertungen
- Atomic absorption spectroscopy analysis of metalsDokument3 SeitenAtomic absorption spectroscopy analysis of metalsVishnu VichuZNoch keine Bewertungen


![Practical Guide To Work Study [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/245836753/149x198/e8597dfaef/1709916910?v=1)