Beruflich Dokumente
Kultur Dokumente
ESR Review 21822
Hochgeladen von
polowebOriginalbeschreibung:
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
ESR Review 21822
Hochgeladen von
polowebCopyright:
Verfügbare Formate
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
Reviewof mathematical models of fluid flow,
heat transfer, and mass transfer in electroslag
remelting process
B. Hernandez-Morales and A. Mitchell
n
i
molar ux, mol cm2 s1
P pressure, N m2
The electroslag remelting (ESR) process has been
r radial coordinate, m
used effectively to produce large ingots of high
R
c
heat consumption term, W m3
quality based on the controlled solidification and
R
g
heat generation term, W m3
chemical refining that can be achieved. Despite the
R
N
magnetic Reynolds number, dimensionless
widespread application of industrial facilities, there
t time, s
are still issues that prevent an effective control of
t
e
residence time, s
the process. This is particularly critical considering
T temperature, C
the large ingots produced industrially which makes
T
w
cooling water temperature, C
the traditional trial and error approach prohibitively
v velocity vector, m s1
expensive. Thus, mathematical models of the
v
0
characteristic velocity, m s1
process are a good alternative as a process control
z axial coordinate, m
tool. To predict the relationship between operating
parameters such as power input and type, fill ratio,
m
0
magnetic permeability, 126106 H m1
depth of electrode immersion, and slag chemistry
m
e
eective viscosity, kg m1 s1
and the casting rate, microstructural features, and
g magnetic diusivity, m2 s1
ingot chemical composition, it is then necessary to
r density, kg m3
develop mathematical models based on differential
s
e
electrical conductivity, V1 m1
equations describing the fluid flow, heat transfer,
and mass transfer phenomena that take place
INTRODUCTION
during the process. In the present paper,
Process description
mathematical models of the transport phenomena
The electroslag remelting (ESR) process is a variant of the occurring during ESR are reviewed. Although the
group of consumable electrode remelting processes (ESR, models have evolved to a point where several
VAR, EBR, and PAR). The main feature of this group of features of the process can be predicted and the
processes is the production of ingots of higher quality than dominant transport mechanisms have been
that of the original material by means of controlled elucidated, more effort is required before the
solidication and chemical rening. A schematic of a typical models can be applied to define actual operating
ESR system is shown in Fig. 1. Alternating or direct current conditions. I&S/1402
is passed from a conventionally melted and cast solid
electrode through molten slag to the baseplate, which closes Dr Hernandez-Morales is in the Departamento de Ingenier a
Metalu rgica, Universidad Nacional Auto noma de Me xico, Mexico
the electric circuit. Because of the electrical resistivity of
City, DF 04510, Mexico and Professor Mitchell is in the Department
the slag, Joule heating is generated and the slag transfers
of Metals and Materials Engineering, University of British
this energy to both the ingot and crucible surfaces and to
Columbia, Vancouver, BC, Canada V6T 1Z4. Manuscript received
the melting electrode tip. The molten metal produced in 1 September 1998; accepted 26 February 1999.
the form of droplets or a continuous stream (depending
1999 IoM Communications Ltd.
on the melting rate) passes through the slag and builds up
a solid ingot with a degree of directional solidication,
which depends on the precise form of the heat balance.
The slag and the ingot are contained in a water cooled
LIST OF SYMBOLS
copper crucible and the baseplate is also water cooled.
B magnetic ux density vector, Wb m2
Thus, a heat ow regime is imposed that gives controlled
C
p
heat capacity, J kg1 K1
solidication, which produces the improved as cast structure
D diusion coecient, cm2 s1
characteristic of ESR ingots. Another interesting feature of
E electric eld vector, V m1
the ESR process is the formation of a skin of solidied
F
b
body force vector per unit volume, N m3
slag, which provides electrical insulation to the mould
F
buoy
buoyancy body force vector per unit volume,
and produces smooth ingot surfaces. Also, the shrinkage
N m3
accompanying ingot solidication generates an air gap
F
em
electromagnetic body force vector per unit
between the solidied slag skin and the mould; the width
volume, N m3
of this gap varies with the distance from the metal
h heat transfer coecient, W m2 K1
pool/solid ingot interface. All of these features must be
H magnetic eld intensity vector, A m1
taken into account in any process model. Comprehensive
[i ] concentration of species i, mol cm3
descriptions of this process and its variants are available in
j current density vector, A m2
the literature.15
k thermal conductivity, W m1 K1
k
atomic
atomic thermal conductivity, W m1 K1
Reasons for modelling
k
eff
eective thermal conductivity, W m1 K1
k
i
mass transfer coecient, cm s1 From the point of view of the production of ingots of high
quality by the ESR route, it is of primary interest to be L
0
characteristic length, m
ISSN 03019233 Ironmaking and Steelmaking 1999 Vol. 26 No. 6 423
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
424 Hernandez-Morales and Mitchell Review of mathematical models for ESR
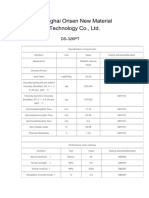
2 Computed local solidification time as function of
melting rate for 300 mm diameter ESR Inconel 718
ingot (from Ref. 6)
The establishment of the relationship between operational
parameters and the resulting structure and chemical
composition cannot reasonably be assessed by trial and
1 Schematic representation of ESR system (from Ref. 8)
error because of the high costs associated with the large
ingot sizes currently produced; also, the diculty of
able to predict the way in which the operational parameters obtaining precise measurements in a high temperature
aect the structure and chemical composition of the nal environment containing a liquid slag should not be
product. Regarding the structure, it is generally thought underestimated. Consequently, the alternative of using
that a shallow pool prole (which is related to a more mathematical models in order to understand and ultimately
unidirectional solidication) would produce a better ingot control the ESR operation is a valuable tool and has
structure, and hence, since the pool prole is a direct gained more and more attention since the rst attempts
function of the melting rate, it would be possible to control were initiated around 1970. Conversely, the complexity of
the structure through the latter only. However, Ballantyne6 the process necessitates a large number of experiments
demonstrated that the ingot structure is controlled by the before the boundary conditions and the generation terms
local solidication time (LST) rather than by the pool of the conservation equations can be characterised correctly.
prole and that the LST is not a linear function of the
Also, the requirement for correct values of the thermo-
melting rate. In fact, his results show the existence of a
physical properties of special alloys and slags at high
minimum value for the curve of LST versus melting rate
temperatures implies their experimental determination.
for a given ingot diameter (Fig. 2). If one could establish
In this work a review is given of the present state of
the maximum permissible value of LST required for a
mathematical modelling of momentum and heat and mass
specic alloy and application, the computation of curves
transfer in the ESR process. Although, strictly speaking,
showing the variation in LST with melting rate for several
the equations of momentum and heat transfer should be
ingot diameters would give us a design tool for the coupled, models involving this feature have been split into
optimum melting rate and ingot diameter combination. their momentum and heat transfer parts. Because of similar
Unfortunately, the denition of the maximum permissible characteristics of many of the dierent models, a general
LST required for a given application is not always very presentation of the particular transport phenomenon is
well dened and in any event only related to that fraction given in the introduction of each section before discussing
of the remelted ingot which lies in the solidication each particular model.
parameter range giving a columnardendritic as cast The experimental validation is an important step in
structure.7 mathematical modelling development, and therefore com-
Although the microstructure of the solidied columnar parisons with actual experimental values have been included
ingot can be dened in terms of the LST, the occurrence where possible. Also, comments on the numerical techniques
of segregation defects is related to solidication contraction, employed in the solution of the dierent models are made.
density driven convection in the liquidsolid zone, and also
to convective ow in the fully liquid metal.8 The latter is
FLUID FLOW
the result of buoyancy driven ow owing to temperature
Introduction
dierences and electromagnetically driven ow resulting
from interaction between the electric and magnetic elds. Although there is no direct interest in the uid ow
problem, since neither the values of the velocity nor the It should be pointed out that the presence of freckles
(channel-like segregation defects) can in addition be related stream function in the ESR domains can be directly related
to either the structure or the chemical composition of the to gas evolution.9
With respect to the chemical rening, one of the main nal ingot, the inuence of the uid ow pattern on the
temperature distribution and mass transfer process is of concerns during ESR operations is the loss of reactive
elements. It has been common practice to try to shift the primary importance. The toroidal ow pattern that occurs
in the slag has a strong mixing eect, which tends to chemical reactions by adding oxides of the most reactive
elements to the slag. Fraser10 has shown that this practice homogenise the temperature eld.12 In contrast, the liquid
pool is not under such strong agitation, which prevents does not have a rational basis since the loss of the species
is associated with the overall oxidation potential of the fragmentation of the structure, as often occurs in vacuum
arc remelting ( VAR),13 leading to the characteristic colum- slag, rather than with simple individual species equili-
bration. The control of uorine volatilisation is also of nar structure found in ESR ingots. The convective ow
into the liquid pool is important since it is at least partially great importance because of the environmental importance
of this species.11 responsible for the presence of segregation defects and also
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
Hernandez-Morales and Mitchell Review of mathematical models for ESR 425
controls the thermal eld leading to the gradient/rate The electromagnetic body force is calculated from
parameters which determine the solidication structure.
F
em
=jB . . . . . . . . . . . . . . . (1)
With regard to the chemical reactions in the system, the
ow patterns as well as the temperature elds have a
and thus the need to solve the electromagnetic force eld
marked inuence on the values of the mass transfer
equations is readily apparent.
coecients and diusivities of the dierent species involved.
The general transport equation for the electromagnetic
A rigorous model based on fundamental principles
eld is
should start from a momentum balance in each of the ESR
regions of interest for uid ow calculations: the slag, the
H
t
=VvH+gV2H . . . . . . . . . . . (2)
metal pool, and the mushy zone (see Fig. 1). This can be
done either by considering a dierential volume element
where
and performing a shell balance or by reducing the
continuity and general momentum conservation equations
g=1/s
e
m
0
. . . . . . . . . . . . . . . (3)
to an appropriate form. Thus, the following items need to
In equation (2) the rst term on the right hand side
be dened.
accounts for the magnetic convection, while the second
describes the magnetic diusion. A parameter that can be
Coordinate system A large portion of the ESR machines
used to evaluate the relative predominance of one mechan-
work with cylindrical moulds, and therefore the equation
ism of magnetic eld transport over the other is the
of motion can be written for cylindrical symmetry, trans-
magnetic Reynolds number (magnetic equivalent of the
forming the general three-dimensional problem into a two-
ordinary Reynolds number) which is dened as
dimensional one in the rz plane. Strictly, there is another
loop of circulating ow around the z axis because of the
R
N
=v
0
L
0
s
e
m
0
. . . . . . . . . . . . . (4)
asymmetry of the magnetic eld generated by the ow of
If R
N
is less than one, then the diusion term dominates. current, but it can be ignored since it is weak in comparison
Dilawari and Szekely19 estimated the magnetic Reynolds with the movement in the rz plane. Note that consideration
number as 804102 and 445102 for the slag and of this ow pattern would transform the problem into a
metal phases, respectively. Thus, the magnetic eld in three-dimensional one.
ESR is mainly transported by diusion and equation (2)
reduces to Flow regime Choudhary and Szekely12 reported a value
of 5900 for the Reynolds number in the slag for industrial
scale ESR systems. This value implies that the ow occurs
H
t
=gV2H . . . . . . . . . . . . . . (5)
in a turbulent regime. As a conrmation, the ratios of
eective thermal conductivity to molecular conductivity in
Thus, the transport of the magnetic eld is not dependent
the slag that were found by the same authors range from
on the velocity distribution and consequently the two
327 up to 872, which is in agreement with the concept
transport equations can be solved independently.
that the ow is turbulent. Other investigators1415 have
The current density distribution can be calculated
used values of 24 as a multiplier for the liquid metal
through Ohms law
thermal conductivity to account for the liquid movement
j =s
e
(E+vB) . . . . . . . . . . . . . (6) in the metal pool, i.e. assuming that this region is also
under turbulent conditions.
where the electric and magnetic elds are evaluated from
Maxwells equations20
Body forces Early work with low temperature analogue
physical models13,16 showed that the slag movement can
VB=0 . . . . . . . . . . . . . . . . (7)
be related to the electromagnetic eld. The presence of
such a eld in ESR operations is due to the passage of the
VE=
B
t
. . . . . . . . . . . . . (8)
current from the electrode through the slag, generating an
electromagnetic eld which in turn interacts with the
VH=j . . . . . . . . . . . . . . . (9)
electric eld produced by the machine current conductors
and crucible, resulting in the force eld responsible for
with
the counterclockwise ow pattern commonly found in ESR
B=m
0
H . . . . . . . . . . . . . . . (10)
machines.
Early attempts to model the mass transfer phenomenon
From these equations it can be recognised that knowledge
considered the ESR process to be an isothermal reactor;17
of the magnetic eld intensity distribution leads to calcu-
however, this assumption is not valid. Campbell13 pointed
lation of the current intensity eld.
out the presence of two cool boundary layers: one just
below the electrode tip which tends to move the uid in
Pressure gradient All the uid ow models related to ESR
the same direction ( by buoyancy forces) as does the
use the equation of motion written in terms of the vorticity
electromagnetic eld, and the other in the slag, above the
and the stream function, which simplies the numerical
slag/metal interface. The presence of this boundary layer
solution because with this treatment the equation of
can be attributed to heat extraction at the electrode tip in
continuity is implicitly satised. The method for trans-
order to heat and melt the electrode, and to the solidication
forming from the velocity to the vorticity and stream
process at the slag/metal interface. According to this
function involves cross-dierentiation of the r and z
picture, another boundary layer at the slag/mould interface
components of the equation of motion, and therefore the
can be expected owing to the high heat extraction through
term related to pressure gradients vanishes.
the cooling water (~50% with respect to the total process
Based on the previous discussion, the continuity equation
heat losses has been reported at this interface).18 Thus, a
and the equation of motion may be written in cylindrical
buoyancy force is present in the uid, driving it along with
coordinates for two dimensions (plane rz) and a turbulent
the motion due to electromagnetic eects below the
regime, and the electromagnetic and buoyancy terms must
electrode tip and against it at the slag/mould interface.
be included in the body force. The general statement of the
Therefore, the electromagnetic and buoyancy body forces
continuity equation for an incompressible uid is
must be considered in solving the uid ow problem in the
ESR process. Vv=0 . . . . . . . . . . . . . . . (11)
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
426 Hernandez-Morales and Mitchell Review of mathematical models for ESR
while the equation of motion for a stationary control
volume is
r(vV)v=VP+Vm
e
Vv+F
b
. . . . . . . (12)
where
F
b
=F
em
+F
buoy
. . . . . . . . . . . . (13)
is the sum of the electromagnetic body force F
em
and
buoyancy body force F
buoy
.
The variation in the physical properties is incorporated
through the numerical techniques applied to solve the
equations. Note that separate equations for the relevant
ESR domains, i.e. the slag and the metal pool, need to
be solved.
The following section deals with the specic models
developed for uid ow in ESR. A summary of the main
features of each model is given in Table 1.
Reviewof models on fluid flow phenomena 3 Computed streamline pattern for industrial scale ESR
system operating at 18 kA: simulations assumed
The rst attempt to develop a model on uid ow using
solidified slag layer covering vertical surface of
basic principles, i.e. the continuity equation and the
electrode (from Ref. 19)
equation of motion, was carried out by Dilawari and
Szekely.19 This model was developed for dc operation and,
For the metal pool:
although the authors mention that the buoyancy body
(i) continuity of shear stress at the slag/pool interface
force should be included, considers only the electromagnetic
(ii) no slip at the metal pool/solid ingot and metal
term of the body force in the equation of motion. Since the
pool/mould boundaries
buoyancy force arises from thermal gradients within the
(iii) symmetry at the centreline.
bulk of the uid, it follows that, in order to model
It should be noted that all of the above boundary conditions
the process in the absence of this force, the uid must be
are expressions of general physical facts and do not involve
considered as isothermal and a certain metal pool prole
any kind of practical measurement. This is the general trend
must be assumed because, under these conditions, it cannot
in the subsequently developed uid ow models for ESR.
be calculated. In this case the authors assumed a at prole
In solving the electromagnetic eld, the boundary
which, although not completely unrealistic, is not represen-
conditions were:
tative of the actual normal paraboloid prole.
(i) symmetry along the centreline for both the slag and
A further assumption in the model is that the eect of
the metal pool
the falling metal droplets is negligible compared with the
(ii) Amperes law is applied at the slag/mould and
electromagnetically driven ow, which is in contradiction
pool/mould boundaries as well as at the slag/
to a previous suggestion based on a physical model.13 Also,
atmosphere boundary
the eect of the electromagnetic eld in damping the
(iii) there is no current ow in the z direction across the
turbulent uctuations is neglected ( because of lack of
slag/atmosphere interface
information, according to the authors). The eective
(iv) continuity of the electric eld at the slag/pool
viscosity is calculated through the kW model of turbu-
boundary.
lence.21 In solving the magnetic eld intensity equation, a
Also, the authors allowed for the formation of a solidied
steady state and only magnetic diusion ( low magnetic
slag crust on the vertical surface of the portion of the
Reynolds number) were assumed.
electrode immersed in the slag. Since this layer has a very
The boundary conditions for the momentum transport
low electrical conductivity, the consideration of continuity
in the slag were:
of the electric eld at the electrode can be substituted by
(i) zero shear stress at the slag/atmosphere interface
Amperes law. Another consequence of the presence of this
(owing to the much lower viscosity of the gas phase)
slag crust is that the current density in the z direction is
(ii ) continuity of the shear stress and a zero z component
much greater than that in the r direction, which can be
of velocity; the former occurs at all liquid/liquid
neglected. In normal industrial practice, this feature is not
interfaces, while the second expresses the fact that
an issue since the electrode tip is usually quite at and
the slag does not penetrate into the liquid pool
positioned very close to the top surface of the slag. Finally,
(iii ) the r and z components of velocity are zero at the
at the metal pool/ingot surface it is assumed that the
slag/electrode and slag/mould interfaces, i.e. zero
current ow is almost unidirectional, i.e. the z component
velocity (maximum shear stress) at the solid bound-
of the current density dominates at this point. The model
aries; this condition is often referred to as the no
was solved through an iterative procedure for the equations
slip condition
written in their nite dierence form. Since the electromag-
(iv) symmetry at the centreline.
netic body force appears in the equation of motion, the
Table 1 Features of fluid flow models reviewed in electromagnetic eld equation must be solved rst.
present work Results predicted with the model show that the velocity
in the slag is much higher than that in the metal pool
Electromagnetic Bouyancy Calculation Model of
(Figs. 3 and 4). Also, the computed slag velocities are
term included term included of pool turbulence
higher when the slag crust covering the electrode is
Ref. in body force in body force profile applied
considered, although, as indicated above, this feature may
19 Yes No No kW
be an artefact of the model rather than a representation of
22 Yes Yes No kW
typical ESR operation. This latter eect can be attributed
24 Yes Yes No kW
to a less uniform current density owing to the current 25 Yes Yes Yes ke
26 Yes Yes Yes ke+wall
concentration around the exposed portion of the electrode.
functions
The computed ratios of turbulent viscosity to molecular
27 Yes No Yes ke
viscosity have maximum values of 26 and 105 in the slag
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
Hernandez-Morales and Mitchell Review of mathematical models for ESR 427
4 Computed velocity field in laboratory scale ESR unit
operating at 18 kA: simulations assumed solidified
slag layer covering vertical surface of electrode (from
Ref. 19)
and metal pool respectively, which demonstrates that the
ow regime is turbulent. Finally, an almost linear relation-
5 Computed (CC) and measured ($, from Ref. 42)
ship was found between the current and the maximum
variation in casting rate with power (from Ref. 25)
velocity in the slag region, which is consistent with previous
observations.13
The model discussed above was extended by the same The boundary conditions are the same as those used in
the previous model,23 except that at the slag/pool interface authors to the ac mode of operation,22 in which case the
magnetic eld and the current density can be represented both r and z components of velocity are considered to be
zero. This condition is based on the fact that the actual as complex functions that express the sinusoidal variation
in these quantities with time. A further improvement of velocity components at this boundary have very small
values owing to the opposing movement of the metal pool this model considers the presence of both the electromag-
netic and the buoyancy terms of the body force in the with respect to the slag, which tends to create an almost
stationary intermediate plane. The reported results are equation of motion.23 The pool prole is still assumed to
be given as a at surface and any eect of the electro- consistent with early observations22 regarding the inuence
of the current and ll ratio on the electromagnetically magnetic eld in damping the turbulence is neglected. The
boundary conditions were essentially the same as those driven ow, and the variation in casting rate with power is
correctly predicted (Fig. 5). The computed results show presented above, except that the corresponding values for
the ac mode were considered. It should be noted that the that the variation in the depth of electrode immersion has
a signicant eect on the casting rate but not on the other incorporation of the buoyancy body force implies the
simultaneous solution of the momentum and energy con- variables.
This model was tested later for industrial scale con- servation equations.
Kreyenberg and Schwerdtfeger24 modelled the uid ow ditions.12 With respect to the uid ow part of the model,
the only modication was the use of wall functions in order in the slag as an isolated body through the solution of the
equation of motion, taking into account the eects of the to rene the model predictions in the neighbourhood of
the boundaries (slag/electrode, slag/mould, and slag/pool buoyancy and electromagnetic body forces. The electrode
was not immersed in the slag and was assumed to be interfaces). Also, the electrode tip is now located at the
surface of the slag. The main nding arising from the stationary. The operation considered is the ac mode and
the turbulent viscosity is calculated from the kW model. computed results is that the buoyancy force becomes more
important for industrial scale systems, an expected result Regarding the electromagnetic eld, the boundary con-
ditions are written in terms of the eective current density since in these systems the current density is a decreasing
function of scale. arising from the ac conditions, i.e. a time average of
its uctuating value, and the analytical solution for one- Ferng et al.27 also developed an integrated model of uid
ow and heat transfer where Maxwell equations are dimensional ow of current in cylinders is used at the
electrode tip/slag and slag/pool interfaces. Computed results employed for the electromagnetic eld of either ac or dc
power supply. The model calculates the pool prole using show that the ow regime in the slag is turbulent, with a
maximum value for the ratio of turbulent to molecular an iterative process. The authors estimated a change in the
melting rate of only 3% for an input current of 45 kA viscosity of 18. This value is smaller than that reported by
Dilawari and Szekely23 for similar conditions, which is when the buoyancy term is included in the calculation of
the body force; based on this estimate, their calculations expected since Kreyenberg and Schwerdtfeger do not take
into account the presence of a slag crust at the vertical neglected this contribution to the total body force. By
setting the value of the dc current equal to the rms value surface of the electrode, thus predicting a more uniform
current density. of the ac current it is possible to compare the eect of
power supply type. The calculated velocity distribution in Choudhary and Szekely25 expanded Dilawaris model,
incorporating the calculation of the pool prole instead of the slag was similar for both cases, but in the metal pool
there exists a secondary strong recirculation zone near the using a predened one, which constitutes a key step in the
progress of ESR modelling eorts. Allowance is made for slag/metal interface, directly under the electrode, when ac
power is applied (Fig. 6). The authors suggest that this the variation in the electrical conductivity of the slag with
temperature, which is mainly useful for laboratory scale dierence in ow pattern stems from the imaginary part of
the electromagnetic eld which is weak in the slag but furnaces where temperature gradients are larger.26 A further
improvement on the previous work is the use of the ke strong in the metal pool. As a consequence of the secondary
recirculation zone in the metal pool, the calculated eective instead of the kW model of turbulence.
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
428 Hernandez-Morales and Mitchell Review of mathematical models for ESR
7 Computed interdendritic flow velocities in simulated
Sn15Pb ESR ingot: measured vertical pool velocity is
also shown (from Ref. 28)
6 Computed flow fields in liquid metal pool for a dc and
b ac input current (from Ref. 27)
turbulent viscosity distribution shows higher values in the
metal pool for the ac mode, which means that the turbulent
mixing is more eective for this case.
Ridder et al.28 reported a model for the interdendritic
uid ow in the mushy zone of the solidifying ingot. This
model does not include the liquid movement in the metal
pool and considers the mushy zone as a porous bed.
Through mass balances the model is transformed into a
segregation model, but its importance regarding global
ESR modelling eorts is that this is the rst attempt to
link the occurrence of segregation defects with uid ow
phenomena (Figs. 7 and 8).
It has been indicated above that the conditions commonly
8 Segregation profiles in simulated Sn15Pb ESR ingot:
found in ESR furnaces ( high temperatures, molten slag, computed values were calculated using interdendritic
flow velocities shown in Fig. 7 (from Ref. 28) non-transparent uids) make the direct measurement of the
variables of interest dicult. When dealing with uid ow
variables this diculty is even more severe. In light of the the ingot as the neutral point of the circuit. A mathematical
diculties related to direct measurements, physical model- analysis of the three phase system has been carried out by
ling appears to be a valuable tool for checking the validity Novikov31 on the basis of an analytical solution of the
of a mathematical model. Several studies have been NavierStokes and Maxwell equations, and applied to a
published on this topic. The rst13 has been referred to mercury pool at room temperature. The results indicate
extensively through the present work and is based on a that in such a system the velocity eld is driven electro-
transparent model with LiClKCl eutectic simulating the magnetically and not by buoyancy forces as would be
slag and with lead, zinc, aluminium, and copper as the anticipated.
consumable electrode. A second investigation was carried Moreover, direct measurements of the uid movement
out under controlled conditions in order to keep the
at the free surface of the slag (the only point at which
electromagnetically driven ow as the predominant eect.29
movement can be estimated) by cine photography have
It uses mercury for modelling of the slag. The liquid
been reported.32 In view of the very dierent velocity elds
mercury is contained in a horizontally placed half cylinder
predicted by the models, and the changes that can be
which allows observation of the ow pattern in the centre
observed in commercial ESR furnaces as melting parameters
plane. Several reports have appeared in the Ukrainian
are varied, it is surprising that more research using similar
literature on ESR, devoted to low temperature transparent
optical techniques has not been carried out.
analogues of the process, particularly in the cases of an
unusual electrode conguration such as the bilar system
HEAT TRANSFER
or the three phase version of the furnace.30 The principal
Introduction
conclusion of these studies is to suggest a three-dimensional
form of the current paths in the slag, which in the cases As stated above, the particular ingot structure produced
by the ESR process (and by consumable electrode remelting indicated is essentially entirely between the electrodes, with
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
Hernandez-Morales and Mitchell Review of mathematical models for ESR 429
processes in general ) is achieved through controlled indicates that although the liquids are diathermanous and
do transmit some energy by radiation, the process is only solidication, and this is the primary purpose of the
operation. Thus, knowledge of the eect produced by of signicance to heat transfer very close to the system
boundaries and cannot be responsible for the rather at changes in the operational variables (current density,
electrode depth, ll ratio) on the thermal history of the temperature proles observed in the bulk liquid.
remelted ingot is of principal importance.
The most important parameter regarding microstructure Flow regime This question has been considered above (see
introduction to the uid ow section), and it has been predictions is the local solidication time (LST) as dened
by Ballantyne.6 Most of the studies reviewed validate their stated that the ow regime is turbulent. This condition
leads to the use of a time averaged velocity in the convective models through comparisons with pool proles, which is a
less useful parameter than LST from the point of view of term and an eective thermal conductivity in the conductive
term. The latter has been usually introduced as a constant microstructural predictions but is the simplest observation
that can be obtained experimentally (although there has tted parameter, although results of fundamental work23
and tting attempts35 show that the eective thermal always been discussion concerning precisely which isotherm
in the ingot the pool prole represents). Since the LST is conductivity varies into the bulk of the liquid phases.
dened as the residence time of the metal between the
liquidus and solidus isotherms, the relevance of the V iscous eVect Since the velocities involved in the ESR
operation are low and the viscosities are not very large, computation of the ingot thermal eld to predict micro-
structure is readily apparent. the viscous eect can be neglected. Further, it has been
shown31 that slags with typical ESR compositions are The most important heat sink in a steady state ESR
conguration is located at the slag/mould interface,18 and Newtonian liquids and that viscosity is not a function of
shear stress in the range of stress gradients experienced in therefore this is the critical region in mould design. It is
interesting to note that, in general, the heat transfer models the ESR system.
have been developed around the pool shape and LST
calculations without considering any extension to mould Compressibility eVect Because it is liquid slag and metal
phases that are of concern, the compressibility eect can design.33
The importance of the computation of the thermal eld also be neglected.
can also be assessed if it is realised that the transport
coecients involved in mass transfer calculations (mass Generation term The generation term has received much
attention in ESR process research. In the slag phase it is transfer coecient, diusivity) and the thermodynamic
information (equilibrium constants, activity coecients) are essentially equal to the Joule eect due to the passage of
the current through an electrical resistance (the slag). In all temperature dependent parameters. In several indus-
trially important instances, reactions at the electrode/slag the mushy zone it is accounted for by the common practice
of introducing a modied heat capacity based on linear interface may actually be reversed at the ingot/slag interface
owing solely to temperature dierences.10 variation in the solid fraction with temperature. This
method can be readily elaborated to be nearer actual In the analysis of heat transfer phenomena it is possible
to follow either of the two approaches mentioned in the practice by substituting the heat releasetemperature
relationship generated by either dierential thermal analysis preceding section, i.e. to perform a shell balance on a
volume element or to reduce the general equation of energy (DTA) or dierential scanning calorimetry (DSC) labora-
tory experiments on the alloy concerned. In the metal pool according to the conditions of the problem. As previously,
the following items need to be dened: and the solid electrode there is a negligible amount of heat
generated (owing to the relatively low electrical resistivity),
except for the case of very large section systems operating Coordinate system As in the uid ow problem (see
introduction to the uid ow section), an axisymmetrical at >50 Hz, where the dispersion of the current density by
self-induction can create some surface related heat gener- cylindrical coordinate system is usually chosen, although
the practical ESR system is not conned to this geometry; ation. In general, however, this eect is not signicant in
the overall modelling structure, although it can be used to the modelling of, for example, slab section ingots can be
accomplished in precisely the same manner switching to modify, for example, the cooling rate at the base of a large
section ingot. Cartesian coordinates. The actual uid ow pattern during
casting in round moulds may not be perfectly symmetrical,
but the small variations in the predicted temperature eld Consumption term In addition to the heat generated by
the Joule eect in the slag, it is also necessary to consider do not warrant the extended computational time required
for a full three-dimensional model. the heat extracted by the droplets, which involves the
accurate determination of parameters such as drop size
and droplet residence time in the slag, and information Convective heat transfer in bulk of uid The fact that
almost uniform temperature elds in the bulk of the slag regarding droplet formation at the electrode tip (whether it
can be considered as formation of single droplets or a have been found in industrial scale operations26 implies a
good mixing condition resulting from the electromagnetic continuous stream).
and buoyancy body forces. Then, a convective term due to
motion in the bulk of the uid has to be introduced into Reference system Depending on the reference system, i.e.
whether a stationary or a moving reference frame is the energy equation. It should be realised that this fact
links the energy equation with the equation of motion. An selected, a term related to the motion of entire phases can
be introduced. Here it must be recognised that the slag and alternative explanation for the uniform temperature eld
could be that the slag is in fact transparent to the radiation ingot rates of rise are equal, while for the electrode the
speed of travel is dierent. The speed associated with slag spectrum generated at these temperatures, which would
not only account for the temperature proles observed but and ingot movement is always equivalent to the melting rate.
Finally, with further regard to the radiant uxes involved, would also put into question the techniques of measuring
temperature in the slag, as has been discussed for glass it is always assumed that the furnace atmosphere is
transparent to thermal radiation, which, bearing in mind melting furnaces. However, studies on calcium uoride
based liquids34 (and parallel studies on similar cryolite that in a large number of ESR machines this atmosphere
is essentially based on argon, is a good assumption, and based liquids) have shown that the optical thickness at the
wavelengths concerned is of the order of 1 mm. This nding that the electrode and slag surfaces behave as grey bodies,
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
430 Hernandez-Morales and Mitchell Review of mathematical models for ESR
which is a common consideration in dealing with radiation Models that couple heat and momentum transfer through
adjustable effective thermal conductivity problems.
Thus, the energy equation for the ESR system becomes Elliot and Maulvault15 proposed a model for description
of the thermal eld in ESR ingots, assuming a steady state.
In view of the fact that a quasi-steady state is reached
rC
p
T
t
=VkVT +R
g
+R
c
. . . . . . . . . (14)
in some part of the process, this assumption seriously
constrains the applicability of the model. Russian workers
where the term on the left hand side represents the change
have given extensive consideration to this latter point
in energy (in terms of temperature) and the terms on the
through the use of dimensionless number analysis29,30 and
right hand side correspond to energy transported by
have shown that although the precise L /D ratio at which
conduction and energy generated and consumed,
the system may be considered to be in a quasi-steady state
respectively.
varies slightly with ingot diameter and, of course, with
The assumption of axisymmetrical ow allows the use
melting rate, the assumption is reasonable for the normal
of symmetry around the vertical axis as the boundary
range of industrial melting parameters. In the model, the
condition at r=0. In most of the models reviewed, the
latent heat associated with ingot solidication is released
boundary condition at the outer surface is based on an
uniformly into the mushy zone, and the Joule heating is
overall heat transfer coecient h between the slag or ingot
calculated using a temperature dependent slag electrical
surface and the cooling water
resistivity. The most critical assumption is that which
applies at the ingot top surface boundary, where an
k
T
r
=h(T T
w
) . . . . . . . . . . . (15)
assumed predened temperature distribution is used. This
model was employed to simulate the remelting of medium
where h is usually considered to be a function of the axial
carbon steels, and it was found, as expected from the above
coordinate in order to simulate the presence of an air
discussion, that a vertical distance 25 times the ingot
gap. At the base of the ESR machine, the heat ow is
diameter is necessary in order for the ingot to reach the
characterised in a similar fashion but adopting a constant
quasi-steady state.
value of the heat transfer coecient.
As part of a study of heat ow and solidication
In light of the above discussion, the models on heat
parameters, Basaran et al.36 developed a two-dimensional
transfer in ESR are reviewed in the next section. A summary
heat ow model to simulate thermal events in a remelted
of this review is presented in Table 2.
ingot. Again, a prescribed ingot top temperature and an
adiabatic condition are used in this time dependent model.
Reviewof models on heat transfer phenomena The position of the liquid metal/slag interface is calculated
from experimental determination of the melting rate. Also, Of the various models reported on this topic there are two
it is assumed that a region of innite convection, which main approaches. The rst couples the heat transfer and
implies complete mixing and therefore uniform temperature, uid ow phenomena through an eective thermal conduct-
exists in the metal near the slag/metal interface; thus, the ivity (usually taken as twice the corresponding atomic
temperature in this region is taken as constant and equal
value, although some tting exercises have used a position
to that of the slag. The results for isotherm velocities,
dependent multiplier in order to account for observed pool
temperature gradients, liquid metal pool depth, size of the
proles), while the second solves the energy equation and
mushy zone, and local solidication time are in good
the equation of motion simultaneously. The present review
agreement for both low and high melting rates (07 and
rst discusses the non-rigorous and later the rigorous
5 cm3 min1) when compared with experimental measure-
models.
ments made in a particular ESR machine specially designed
Table 2 Features of heat transfer models reviewed in
to enhance axial heat ow. Unfortunately, the model is of
present work
very reduced applicability because of the large amount of
experimental measurement it requires. However, the adop- Does
Treatment of model
tion of an unsteady state model is a signicant step in
latent heat couple
model development.
ESR Steady/ associated heat and
Carvajal and Geiger37 developed a quasi-steady state
domains unsteady with Ratio fluid flow
model with a predened temperature at the top of Ref. considered state solidification k
eff
/k
atomic
equations?
the ingot. The temperature at the base of the ingot was
15 Ingot Quasi- Modified C
p
3 No
assumed to be essentially equal to that of the cooling water,
steady
i.e. the heat ow resistance in the axial direction was
36 Ingot Unsteady Modified C
p
. . . No
contained in the ingot itself. The alternating direct implicit 37 Ingot Quasi- Modified C
p
. . . No
steady (ADI) method was used to solve the model equations. The
38 Ingot Unsteady Enthalpy . . . No
authors show computed results for an Al45Cu (wt-%)
increment
alloy but do not provide any experimental comparison. A
39 Ingot Unsteady Modified C
p
3 No
value of L /D=1 was required to reach quasi-steady state +Scheils
model conditions.
40 Ingot Unsteady Modified C
p
3 No
The model developed by Takahama and El Gammal38
28 All Unsteady Moving . . . No
replaces the latent heat release with an increment in the
boundary
heat content of the steel and does not employ a correction
14 All Unsteady Modified C
p
2 No
(ingot) to the thermal conductivity. It is thought that these two
Steady
assumptions are very far from the actual conditions. Also,
(slag)
it takes no account of the heat carried by the droplets of
41 All Unsteady Uniform 2 No
liquid metal. The computational procedure was based on
heat source
23 All Unsteady Modified C
p
. . . Yes the RungeKutta integration scheme of a non-dimensional
24 Slag Unsteady . . . Computed Yes
form of the governing equation.
25 All Unsteady Modified C
p
Computed Yes
Jeanls et al.39 rened the treatment of the latent heat
26 All Unsteady Modified C
p
Computed Yes
release by using the Scheil solidication model for describ- 27 All Unsteady Based on Computed Yes
melting rate
ing the solid fraction into the mushy zone. The eective
43 Electrode Steady . . . . . . . . .
thermal conductivity of the liquid metal was taken to be
44 Electrode Steady . . . . . . . . .
constant and 3 times its atomic value.
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
Hernandez-Morales and Mitchell Review of mathematical models for ESR 431
Medovar et al.40 presented a model for the computation
of three-dimensional heat ow into slab ingots, applying a
prescribed ingot top temperature and taking into account
the droplet contribution. The enthalpy associated with
the change of phase is calculated from the variation in
the liquid fraction into the mushy zone. The chosen ratio
of eective to atomic thermal conductivity was 3.
Unfortunately, the calculation of the Joule eect is not
clearly dened. Computed results obtained through an
alternating direction nite dierence technique for 520
2500 mm cross-section ESR ingots are in good agreement
with experimental values.
Up to this point, models regarding only one of the ESR
domains (i.e. the ingot) have been considered. In the
following, models describing more than one ESR region
9 Secondary dendrite arm spacings for ESR U700 ingot are presented. Ridder et al.28 assumed steady state con-
(melting rate 2043 kg h1 (from Ref. 6))
ditions in the slag. From this consideration they performed
a balance over the whole slag in order to obtain the
amount of heat entering the metal pool from the slag. The
to measure, and is probably a signicant variable in actual
Joule eect is responsible for the generation term, while
practice through variations in electrode immersion and slag
heat transferred by convection to the electrode tip, radiation
ow across the electrode tip. Computed results obtained
to the atmosphere, convection to the cooling water, and
by the alternating direction implicit nite dierence tech-
the heat leaving the slag at the slag/pool interface are the
nique show good agreement with experimental results for
heat losses. In making these calculations it is assumed that
several alloys and ingot sizes. Moreover, the model allows
a mean heat transfer coecient, associated with a mean
prediction of the LST and optimisation of the melting slag bath temperature, can be used, and it is calculated
cycles, although it will not predict operating parameters from a heat balance for the electrode, considering that the
such as voltage and current. The model is also able to heat input by convection and radiation from the slag and
predict microstructural features (see Fig. 9). that generated by the Joule eect into the electrode itself
Sanchez et al.41 modelled the thermal phenomena in all are equal to the total energy required to melt the electrode,
the ESR domains using a model based on the nite element i.e. an overall heat balance in which the variable is the
method. The heat transfer between the electrode and the equilibrium temperature. The temperature distribution in
mould is assumed to be accomplished by conduction only, the ingot is calculated from the solution of the unsteady
and a variable heat transfer coecient at the ingot/mould state equation, introducing a moving boundary associated
interface is used for simulating the air gap expansion with with the metal pool to describe the solidication problem.
ingot cooling. The solution is carried out with a Crank Unfortunately, the authors do not specify the boundary
Nicholson nite dierence scheme for the time variation, conditions. As in the case of Basarans model, this work
solving the resulting matrix of algebraic equations by also requires a large amount of experimental data in order
means of a predictorcorrector succession technique. to obtain a particular solution. The results for Ni27Mo
Results are presented for a 200 mm diameter ingot of the and Sn15Pb alloys are in good agreement with experi-
same nickel base alloy used by Ridder et al.28 mental values.
Ballantyne and Mitchell14 considered an unsteady state
problem in the ingot coupled with steady state conditions Models that couple heat and momentum conservation
equations in the slag. The link between the thermal events taking
place in the two phases is made by means of a prescribed Dilawari and Szekely23 proposed a model considering
unsteady state conditions which can be transformed temperature prole at the top of the ingot. The solidication
problem is solved through a linear increase in the heat into a steady state problem if a moving reference frame is
used. They studied the ac mode case. With respect to the capacity, and movement into the liquid pool is simulated
through an adjustable thermal conductivity. For the slag, slag, the Joule eect is considered to be responsible for
the temperature increment and the heat absorbed by the the heat generated by the Joule eect is calculated after the
voltage and electrical resistance distributions are evaluated droplets is taken into account on the assumption that
the slag motion does not alter signicantly the vertical and made self-consistent. The heat extracted by the droplets
while travelling through the slag is calculated from the heat trajectory of the droplet. It is further assumed that heat is
uniformly extracted by the droplets, the formation of metal balance between a single droplet and a volume element of
the slag, thus giving the droplet temperature assuming droplets occurs at discrete locations at the tip of the
electrode, the residence time can be calculated through a Newtonian heating, i.e. no thermal gradients in the droplet
itself. This assumption is quite reasonable given the small dimensionless drag coecient (assumed as constant over
the distance travelled by the droplets), and the shape of the value of the droplet radius (12 mm). The residence time
of the droplet in a certain volume element is calculated droplet is spherical. Among all of these assumptions only
the latter seems to be not entirely reasonable. In addition, from an equation given by Fraser.10 In the calculation of
the heat absorbed by the droplets it was also assumed the droplet terminal velocity is calculated from an empirical
correlation. Heat losses at the electrode and slag surfaces that the electrode melts o uniformly, forming individual
droplets (which in fact is the case for the melting rates are considered, while an overall heat transfer coecient is
used at the mould boundary. In the ingot, heat input due commonly found in ESR operations for smaller sizes, but
large systems are considered to form multiple drop sites on to droplet addition is included on the assumption that the
heat transmission is uniform along the droplet trajectory the electrode surface).
The way in which this heat is calculated (i.e. considering into the metal pool. The main drawback of this model, as
indicated in the uid ow section, is the assumption of a each node in the slag) constitutes an improvement over the
earlier approximations where the heat absorption was predened at surface at the metal pool/ingot interface.
Also, the heat released by solidication is neglected. assumed to be uniform over the slag length. The heat
transfer at the slag/electrode tip is characterised by means Kreyenberg and Schwerdtfeger24 presented a similar
model but considered only the slag. A predened probability of a heat transfer coecient which is a dicult parameter
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
432 Hernandez-Morales and Mitchell Review of mathematical models for ESR
$ experimentally determined temperature profile reported in
Ref. 42; CC computed temperature profile applying casting rate
calculated using model for (I) uniform electrical conductivity in slag
and (II) temperature dependent electrical conductivity in slag;
D D D computed temperature profile when experimentally measured
value of casting rate (074 m h1) is applied (from Ref. 25)
10 Measured and computed axial temperature profiles
in ingot 15 at r=25 cm for rms current of 17 kA
function is used to dene the boundary condition at the
slag/pool interface and the electrode tip is assumed to be
at the top of the slag bath. The wall temperature is taken
as constant and its value is set equal to the melting
temperature of the slag. In reality, this condition should be
applied at a denite distance from the mould wall because
of the existence of the solidied slag skin.
Choudhary and Szekely25 improved on previous work23
by incorporating the possibility of calculating the pool
# experimental sulphur print reported in Ref. 42; CC computed
prole from the heat and momentum conservation equa-
temperature profile applying casting rate calculated using model
tions. In the mushy zone the heat evolved from the metal
for (I) uniform electrical conductivity in slag and (II) temperature
solidication is taken into account as a heat generation
dependent electrical conductivity in slag; D D D computed
temperature profile when experimentally measured value of casting term written as a function of the solid fraction in the mushy
rate (074 m h1) is applied (from Ref. 25)
zone. The eective thermal conductivity in the metal pool
11 Experimental and computed liquidus and solidus
is calculated from the value in the slag and hence is not an
isotherms of ingot 15 for rms current of 17 kA
adjustable parameter. Also, a variation of the electrode
immersion in the slag is allowed. Results obtained from
this model agree with experimental values reported by alloys sensitive to thermal shock). An important feature of
this model is the calculation of the melting rate. The model Mellberg42 for laboratory scale conditions (Figs. 10 and
11). Computed isotherms in the slag show the importance was used to predict the behaviour of industrial scale
machines and the computed results were found to be of adopting a temperature dependent slag electrical con-
ductivity (Fig. 12). The turbulent nature of the ow can be in good agreement with the actual values. The numerical
technique employed was based on successive over and assessed through the variation in the ratio of eective to
atomic thermal conductivity throughout the slag (Fig. 13). under relaxation.
The model developed by Ferng et al.27 couples the uid A further renement of the same model12 includes the
use of wall functions for describing the phenomena in ow and thermal elds for both dc and ac modes. The
pool prole is calculated rather than assumed. The the vicinity of the solid surfaces, i.e. the slag/electrode,
slag/mould, and slag/metal pool interfaces. The melting tip numerical solution is obtained by solving the nite
dierence equations resulting from a control volume of the electrode is assumed to be at the surface of the slag,
which implies that the temperature at this interface can approach. The computed pool prole compares favourably
with experimental and calculated values reported previously now be specied as the melting temperature of the electrode,
and therefore the need to solve for the thermal history in (Fig. 14). Among the variables studied, only the casting
rate and current amplitude were found to modify the pool the electrode is obviated. Instead of representing the heat
transfer at the mould wall in terms of the melting prole signicantly. For the ingot size considered, the
convective contribution to the heat transfer in the metal temperature of the slag skin, this boundary condition is
written with reference to the slag or ingot temperatures pool was found to be negligible; thus, the authors suggest
that the pool prole may be calculated considering only and uses an overall heat transfer coecient which varies
with the axial position. It is not clear from the published heat conduction in the metal pool.
Two models dealing with the temperature eld calculation work whether or not the authors include the skin thermal
resistance, but analysis of the results indicates that they do of the electrode itself have been reported. The rst43
incorporates a dierential heat balance over the surface of not. Also, at the bottom of the machine, heat transfer by
convection and radiation between the slag skin covering the electrode as a boundary condition and assumes that
the thermophysical properties of the electrode material are the ingot and a refractory collar installed outside the mould
is considered (simulating the conditions sometimes applied not temperature dependent and that conductive heat
transfer through the cold end of the electrode is negligible. industrially for moving mould practice, common with
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
Hernandez-Morales and Mitchell Review of mathematical models for ESR 433
CC uniform electrical conductivity in slag; D D D temperature
13 Computed contours of ratio of effective thermal dependent electrical conductivity in slag
conductivity to atomic thermal conductivity in slag
12 Computed isotherms in slag for rms current of 17 kA
for rms current of 17 kA (from Ref. 25)
(from Ref. 25)
The calculation is carried out for steady state conditions
and does not take into account the skin eect at moderate
ac frequencies. The assumptions of constant thermophysical
properties and steady state are oversimplications but
allow the use of an analytical solution. The results compare
favourably with experimental values for laboratory scale
units.
The other model44 also considers the steady state, but
the thermophysical properties are now a function of
temperature. The main feature of this model is that it
calculates the shape of the electrode tip as the melt
progresses. A slag crust is considered in the electrode
immersion region of the vertical slag/electrode interface. In
calculating the heat losses to the atmosphere, both radiation
and convection are taken into account. Furthermore, the
atmosphere temperature is not assumed to be constant but
a function of the distance from the slag, which implicitly
introduces the heat interchange between the free surface of
the slag and the atmosphere. The method of solution is
based on an iterative process with a heat balance at the
electrode tip as the convergence criterion. The model was
found to predict correctly the behaviour of laboratory
ESR furnaces.
Kcalculated, from Ref. 12; 6 test 1, data from Ref. 12; MASS TRANSFER
% test 2, data from Ref. 12; CC present study
Introduction
14 Computed and measured pool profiles (from Ref. 27):
Although the main feature of the ESR process is the
previously computed pool profile (from Ref. 12) is
controlled solidication that can be achieved, the presence
also shown
of the slag provides a rening medium which constitutes
the fundamental dierence between ESR and the alterna- Considering the large ingot sizes that are now commonly
found in industrial ESR operations it is evident that trial tives of vacuum remelting such as VAR.45 On the other
hand, one disadvantage associated with the ESR practice and error practices are prohibitively expensive and the use
of a mathematical model for predicting the alloy losses as is the limitations placed by the slag composition on the
analytical control of the reactive alloy elements such as Al well as designing new slag compositions is, therefore, an
invaluable tool.47 Of the three transport phenomena, i.e. and Ti, or the rare earths.46
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
434 Hernandez-Morales and Mitchell Review of mathematical models for ESR
momentum, heat, and mass transport, it is the latter
that has suered a lower level of development regarding
mathematical modelling. Moreover, early models developed
for predicting alloy losses ignored the mass transfer eects,
as has been pointed out by Fraser.10 He classied these
models as:
(i) equilibrium models, which are clearly unrealistic
owing to the necessity of assuming isothermal
conditions in the reaction system of ESR
(ii ) single stage reactor models, which introduce the
mass transfer eect through a lumped mass transfer
coecient and are, therefore, also oversimplied.
This latter type of model has nonetheless been extensively
developed for optimisation of a given industrial practice.
Knights and Perkins48 used data on laboratory equilibria
to develop a model for chemical changes in which each of
the elements concerned was taken to have its own
characteristic process temperature which corresponded to
the computed equilibrium temperature of the individual
reaction. In any given process these temperatures were
dierent, depending on the details of the melting operation.
By what is then essentially an exercise in curve tting, a
given ESR slagmetal system in a xed size and at a xed
melting rate can be optimised. Similar models in varying
degrees of complexity have been proposed subsequently by,
for example, Korousic et al.,49 Svajger et al.,50 and Sergeev
et al.,51 rening the approach through more detailed
considerations of solution thermochemistry, but still con-
sidering the system to be isothermal and at equilibrium.
The general trend in dealing with mass transfer in ESR
is to make mass balances for each region of interest (slag/
electrode lm, slag/droplet, and slag/metal interfaces),
15 Variation in Mn2+ concentration in slag for imposed
considering that mass transfer is the rate controlling step
Fe2+ potential derived from runs 30 and 31: relative
and then relating the interfacial concentrations through the
contributions of each site are also given (fromRef. 46)
assumption of local chemical equilibrium at the interface;
also, complete mixing is assumed in the bulk of the phases
sequential fashion, i.e. the control volume travels through
involved. The rst assumption implies a fast chemical
the system while the global process is considered to occur
reaction at the interfaces, which is reasonable considering
in the steady state. The model neglects any losses at the
the high temperatures associated with the domains men-
slag/gas interface. Since it is assumed that the oxidation
tioned above. Very few instances have been cited in the
of the alloy elements is due to the oxidation potential
literature of high temperature chemical reactions that are
of the slag, the Fe2+ concentration is a key parameter.
chemically controlled (as opposed to mass transfer con-
Unfortunately, there is not enough information in their
trolled), and none of these is relevant to the ESR system.
study to evaluate this parameter and therefore it has to be
The third assumption is reasonable given the uid ow
tted. It is also assumed that the concentrations of Fe2+
patterns discussed previously. The molar uxes towards
and Mn2+ are the same at all reaction sites at any time.
and away from the interface are described by phenomeno-
The numerical solution of the mathematical model is based
logical equations involving mass transfer coecients
on the application of a third order RungeKutta technique
n
i
=k
i
D[i ] . . . . . . . . . . . . . . (16) for solving the non-linear ordinary dierential equation
that arises from the molar balance.
where the driving force, i.e. the dierence between the
An important contribution of Frasers work is the
interfacial and bulk concentrations of species i, D[i ], is
calculation of all the mass transfer coecients at all the
always written as a positive number.
reaction sites. From estimates of the residence times it was
It should be pointed out that all the mass transfer models
established that the penetration theory (short residence
are solved independently from the heat transfer and uid
times) holds at all interfaces. Thus, the mass transfer
ow models, but critical parameters such as the equilibrium
coecients can be calculated from
constant are considered to be temperature dependent. The
temperatures at the phase boundaries are all dierent but
may be considered to be in a quasi-steady state; they are k
i
=2
S
D
pt
e
. . . . . . . . . . . . . (17)
all input into the models and need to be estimated
independently.
Predicted results for the reaction
Because of the nature and the stage of development of
(Mn2+) +Fe=[Mn]+(Fe2+)
the dierent approaches used in mass transfer description,
it is considered that a tabular comparison of model
show good agreement with experimental values obtained
characteristics presented in a similar fashion to those
in a laboratory scale ESR furnace (Figs. 15 and 16).
presented for the momentum and heat transfer models
Because of the environmental problems associated with
would not be informative, and therefore it is not incorpor-
the volatilisation of species containing uorine, prediction
ated in this study.
of these reactions is desirable. Schwerdtfeger and Kline52
have investigated the factors inuencing the evolution of
Reviewof models on mass transfer phenomena
uorine, considering two mechanisms: formation of gaseous
silicon tetrauoride from the reaction between calcium Fraser and Mitchell45,46 modelled the mass transfer phen-
omena occurring in the ESR process by establishing a uoride and silica, and formation of gaseous hydrogen
chloride from the reaction of calcium uoride with moisture. molar balance for each species at each reaction site in a
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
Hernandez-Morales and Mitchell Review of mathematical models for ESR 435
17 Computed (CC) and measured (#, $) titanium
concentrations in electrode c
E
, ingot c
I
, drops c
D
,
and slag c
S
as function of height in remelted ingot
(from Ref. 54)
a slag composition v. time profile; b ingot composition v. time profile
16 Variation in Mn2+ concentration in slag and in [Mn]
in ingot for imposed Fe2+ potential derived from
experiment: relative contributions of each site are
also given (from Ref. 46)
Diusion in the gas phase is considered to be the main
mass transport mechanism, which seems to be reasonable
considering the small concentrations involved. Numerical
predictions showed reasonable agreement with measure-
ments conducted in a diusion cell for 80% calcium
uoride and 15% silica, and 9% calcium uoride, 36%
lime, and 55% silica slags reacted with dry and moistened
helium and nitrogen containing atmospheres at 1600C
and atmospheric pressure. It is concluded that uorine
volatilisation by HF formation is increasingly promoted by
increasing the moisture content of the slag; a result which
is borne out by practical experience.
18 Fitted values of equilibrium constant K and measured
Schwerdtfeger53 presented a model for the changes in
slag temperatures: # and $ show trend (from
composition of the minority components ( hydrogen, sul-
Ref. 53)
phur, and titanium), based on a mass balance that includes
additions to the system at the electrode/atmosphere and
slag/atmosphere interfaces. It uses two adjustable para- (iv) the concentrations in the electrode, the pool, and
the slag are assumed to be uniform, while an average meters: a lumped mass transfer coecient and the equi-
librium constant, both of which are evaluated by curve concentration for the ingot and slag skin is used.
Three minor constituents are analysed: hydrogen, sulphur, tting. Also, the iron concentration in the slag is given as
an external parameter. In contrast with Frasers model, the and titanium. For hydrogen, it is assumed that it is picked
up from the atmosphere and hence two limiting cases overall mass balance is established at a given time for all
regions of interest. In performing this mass balance the are studied:
(i) rate control in the gas phase following assumptions are made:
(i) the masses of the liquid lm and droplets are small (ii) rate control in the slag.
For sulphur, it is considered to be lost at the slag/ enough for the rate of change in mass of species i in
these regions to be negligible atmosphere interface as sulphur dioxide, while for titanium
it is assumed that there is no addition or loss at the free (ii) the sum of the masses of species i in the ingot, the
electrode, and the liquid pool remains approximately surfaces. From experimental data, mass transfer coecients
and equilibrium constants were derived by curve tting. constant, which means that the mass lost at the
electrode is gained at the pool and the ingot Essentially the same model discussed above was used for
investigating the titanium and aluminium behaviour in (iii ) the concentration of each species in the ingot and
slag skin does not change after solidication, i.e. all stainless steel.54 Again, only curve tting from experimental
results can be done (Figs. 17 and 18), assuming that the the rening eects occur within the liquid regions
and can be related to the concentrations in the bulk titanium and aluminium mass transfer coecients are equal.
Chi-ho and Mitchell55 proposed a more comprehensive of the pool through an eective distribution coecient
which, for the slag skin, is assumed as equal to one model which takes into account convective and diusive
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
436 Hernandez-Morales and Mitchell Review of mathematical models for ESR
transport for a complex system involving various simul- the results of instabilities in the melting system such as
power interruptions or thermal changes due to interactions taneous reactions. The model performs, as in Frasers
model,45,46 a mass balance at each interface. The basic of control parameters. Regarding the generalities of process
design and operation, mathematical modelling appears to assumptions are:
(i) the metal and slag phases are semi-innite bodies be a very useful tool when compared with the high costs
involved in the trial and error production of ingots as (ii) the chemical reactions reach equilibrium at the
interface heavy as 100 t, but more eort is required before the
models can be used to dene actual operating variables. (iii ) the eective segregation coecient at the liquid
pool/ingot interface is equal to one, i.e. no further Of the three fundamental quantities considered for
modelling purposes, the energy component is the one that chemical rening is achieved after solidication.
The numerical solution involves the determination of the has received more attention. Models based on an eective
thermal conductivity for simulating the uid ow into the concentration prole of each species at each time by solving
Ficks second law; then an integration is performed to metal pool as well as those that couple the thermal and
velocity elds through the simultaneous solution of the obtain the bulk values which in turn are introduced into
the ordinary dierential equation derived from the mass governing equations have been reported and validated
against reasonably large industrial ingots. Fundamental balance. The resulting balance is then integrated by a
RungeKutta technique to obtain the bulk composition as models for the uid ow phenomena, considering buoyancy
and electromagnetic terms in the body force, are also a function of time.
Since the FeO concentration is not known a priori, a available and have been used in solving the thermal eld
eectively. regression analysis is made using experimental data to
obtain equations describing its behaviour as a function of On the other hand, very little work has been done on
the mass transfer eects, possibly because of the general remelting time, which is used as an input for the model. A
valuable contribution of this model is the incorporation industrial trend towards regarding the best ESR process
as one in which the bulk composition does not change; of the activity coecients of the several species involved.
These activity coecients are calculated as a function of rening with respect to sulphur, for example, being better
done in a previous process step such as ladle rening. temperature. It is to be noted from this model structure
that, as in Frasers model, the key parameter in determining The primary objective of modelling then becomes that of
predicting ingot structure from a thermal model. The the course of almost all of the important ESR chemical
reactions is the FeO content of the slag. This quantity is existing mass transfer models incorporate the uid ow
and thermal elds through the convective mass transfer usually quite small in industrial practice (0105 wt-%)
and is generally not analysed accurately or controlled in a coecients, and no attempt has been made at a coupled
solution of the fundamental equations. The lack of methodical manner. Since it is the single most important
chemical variable in the system, at least in the melting thermodynamic data at high temperatures is also an
important obstacle. of iron base alloys, it represents a very signicant point
of control for industrial operations. As pointed out by Model validation is a key step in model development
since it oers the possibility of comparing computed results Carmona and Mitchell,56 deoxidation practices and their
control are not well understood in this regard, and the with actual system behaviour. Modelling eorts on ESR
have been tested against laboratory and industrial scale modern practice of operating the ESR furnace under an
argon atmosphere must also be taken into consideration, measurements. With respect to the computed values for
the velocity elds, it should be recalled that the model as must the essentially electrochemical nature of the
production of Fe2+ in the slag.4851,56 The computed results validation stage has to be carried out against physical
models. Good agreement is generally observed and the obtained with the model are in good agreement with
experimental data and give important information on the computed trends are also comparable with those reported
for experimental observations.13 Regarding heat transfer relative roles of the three reaction sites.
It is found in all of the mass transfer models that the predictions, the results expressed either as pool prole or
LST are also in good agreement with experimental values owing lm of liquid on the electrode surface promotes
reaction, so that, in spite of the high surface/volume ratio for laboratory and industrial scale systems. Furthermore,
these results have been used for the design of melting of the metal droplets, the former is a more signicant
reaction site. The principal function of droplet formation cycles,14 in spite of the reservations indicated above.
Changes in composition have only been reported in in relation to the operation of the ESR process appears to
be to raise the liquid metal to the temperature of the slag, relation to mass transfer modelling for laboratory scale
units. The models appear adequately to predict the transferring enthalpy to the liquid metal pool through a
very ecient heat transfer process, rather than the often experimental results, but some experimental information
must be generated before the models can be used for quoted advantage of exposing a large surface area of the
metal for reaction with the slag. predictions of a particular system. In other cases the
equilibrium models have been used only for obtaining
operating parameters through curve tting of measurements
CONCLUSIONS
conducted on industrial installations.
From the computed results, then, it is clear that the The ESR process allows the production of remelted ingots
of higher quality than that produced by conventional description of the heat transfer and uid ow phenomena
occurring in ESR units are well understood. On the other methods through a controlled solidication process and
reaction with a rening slag. Although industrial practice hand, mass transfer models are far from being well
developed. Consequently, future work should be directed is now well established, there are still some questions
related to the fundamental principles involved in the towards a more comprehensive description of the mass
transfer phenomena, which would involve the generation process. The answers to these questions would make it
possible to establish the link between the operational of more information in the thermodynamic properties of
the systems of interest, denition of reaction mechanisms, parameters and the resulting structural and chemical eects,
which would represent a fundamental step towards optimis- and a more fundamental approach linking the uid ow
and heat transfer results with the mass transfer events. ation and control of the process. The present state of the
modelling process is one in which it is still impossible to The heat transfer and uid ow models have reached a
stage that allows the generation of information of practical predict important operating details of the process such as
the eects of electrode immersion and, more importantly, interest. Mould and melting practice design may now be
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
Hernandez-Morales and Mitchell Review of mathematical models for ESR 437
23. :. n. nii:v:i and . szrxrix: Metall. T rans. B, March 1978,
considered as well as the prediction of macrosegregation
9B, (1), 7787.
defects. The analysis may also be extended to more complex
24. . xrxrNnrc and x. scnvrn1rrcr: Arch. Eisenhuttenwes.,
congurations, i.e. bilar electroslag rening,57 or to new
1979, 50, (1), 16.
variants, i.e. electroslag hot topping,58 BEST,59 MHKW,60
25. x. cnoinn:x and . szrxrix: Metall. T rans. B, 1980, 11B,
and TREST61 processes.
( 3), 439453.
The benecial eect of an externally imposed electromag-
26. x. cnoinn:x and . szrxrix: Metall. T rans. B, 1981, 12B,
netic eld has been studied for a number of metallurgical
( 2), 418421.
systems. Since the electromagnetically driven ow found in 27. x. x. rrNc, c. c. cnirNc, and cniN i:N: Numer. Heat T ransfer
A, 1989, 16, 429449. ESR units is almost entirely conned to the slag, it seems
28. s. n. innr, r. c. rxrs, s. cn:x:v:1x, . xrn:ni:N, reasonable that the application of an external eld could
. n. N:ix:N, . n. cnrN, and n. . xiriN: Metall. T rans. B,
be helpful in improving the nal structure. Experimental
1978, 9B, ( 3), 415425.
results62,63 have shown that this is the case, and theoretical
29. x. cnoinn:x, . szrxrix, n. i. xrnov:, and
work has been initiated in that direction.64 Clearly, this is
xu. c. rxrix:NrNxo: Metall. T rans. B, 1982, 13B, (1), 3543.
another eld that requires more work.
30. n. r. i:1oN and n. i. xrnov:: Electroslag process, 255; 1976,
Finally, it is worthwhile comparing the present state of
Kiev, Naukova Dumka.
ESR modelling with the stage of its development some
31. v. v. Novixov, n. r. i:1oN, and i. rxrix:NrNxo: Electroslag
years ago. In a paper presented in 1973, Mitchell et al.65
Processes, 1982, 8, 169.
32. . szrxrix, x. cnoinn:x, and s. voonirr: Proc. 39th pointed out the need to have models capable of predicting
Electric Furnace Conf., Houston, 811 December 1981, Electric
the melting rate and pool depth from a given power source
Furnace Division, Iron and Steel Society of AIME, 7282.
and desired ingot size, and the problems related to the
33. . x. s:1n:xr: MSc thesis, University of British Columbia,
characterisation of the heat uxes at the boundaries. Mass
1983, 7.
transfer modelling was at a primitive stage of development,
34. :. xi1cnrii and .-r. v:nir: Can. Metall. Q., 1981, 20, (4),
and there was no information on the eect of the current
373385.
ow on the slag movement and chemical and electrochemi-
35. :. xi1cnrii, . o. :cxsoN, and :. s. n:ii:N1xNr: Proc. 4th
cal reactions. These shortcomings have now been solved
Int. Symp. on Electroslag remelting processes, Tokyo, 78
satisfactorily and therefore it is possible to have condence June 1973, The Iron and Steel Institute of Japan, 112.
36. x. n:s::N, . xrn:ni:N, 1. z. x:11:xis, and x. c. rirxiNcs: that the present lack of information will be corrected
A study of the heat and uid ow in electroslag remelting, through more work on well directed mathematical
Report CTR 7436, Army Materials and Mechanics Research
modelling.
Center, April 1974.
37. i. r. c:v::i and c. r. cricr: Metall. T rans., August 1971,
REFERENCES
2, (8), 20872092.
38. x. 1:x:n:x: and 1. ri c:xx:i: Proc. 6th Int. Vacuum 1. c. noxir: Electroslag processes; 1983, London, Applied
Science Publishers. Metallurgy Conf. on Special melting, San Diego, CA, 2327
April 1979, Vacuum Metallurgy Division, American Vacuum 2. The electroslag melting process, Bulletin 669, US Bureau of
Mines, 1976. Society, 556568.
39. c. i. r:Nriis, n. n. cnrN, and n. . xiriN: Proc. Symp. on 3. r. iiocxiNcr: J. Iron Steel Inst., 1973, 211, (8), 533541.
4. n. . xiriN, n. n. osor, c. i. r:Nriis, and . n. cnrN: in Modelling of casting and welding processes, New Hampshire,
38 August 1980, The Metallurgical Society of AIME, 313332. Metallurgical treatises; 1981, Warrendale, PA, The
Metallurgical Society of AIME. 40. n. i. xrnov:, v. r. nrxcnrNxo, :. c. noc:cnrNxo,
N. i. 1::srvicn, and xu. i. sn1:Nxo: Proc. 5th Int. Conf. on 5. Electroslag remelting and plasma arc melting, Report of
Committee on Electroslag Remelting and Plasma Arc Melting, Vacuum metallurgy and electroslag remelting processes,
Munich, 1115 October 1976, Leybold-Heraus GmbH, National Academy of Sciences, Washington, DC, 1976.
6. :. s. n:ii:N1xNr: PhD thesis, The University of British 153156.
41. c. s:Ncnrz s:xirN1o, r. vicrN1r, and :. irx1: Proc. 2nd Int. Columbia, 1978.
7. :. xi1cnrii and . x. sx:iir: Int. Met. Rev., 1979, 24, Conf. on Numerical methods in thermal problems, Venice,
Italy, 710 July 1981, Pineridge Press, 697711. (56), 232.
8. s. n. innr and . xrn:ni:N: Proc. Symp. on Modelling of 42. i. o. xriinrc: Proc. 4th Int. Symp. on Electroslag remelting
processes, Tokyo, 78 June 1973, The Iron and Steel Institute casting and welding processes, New Hampshire, 38 August
1980, The Metallurgical Society of AIME, 261284. of Japan, 288301.
43. :. xi1cnrii, s. osni, and . c:xroN: Metall. T rans., 1971, 2, 9. :. xi1cnrii: Ironmaking Steelmaking, 1975, 2, (3), 198204.
10. x. r. r:sr: PhD thesis, The University of British Columbia, ( 2), 561567.
44. . 1:cxr and x. scnvrn1rrcr: Arch. Eisenhuttenwes., 1981, 1974.
11. x. scnvrn1rrcr, . irs, and c. nicxx:N: Proc. 7th Int. 52, (4), 137142.
45. x. r. r:sr and :. xi1cnrii: Ironmaking Steelmaking, 1976, Conf. on Vacuum metallurgy, Tokyo, 2630 November 1982,
The Iron and Steel Institute of Japan, Japan Institute of 3, (5), 279287.
46. x. r. r:sr and :. xi1cnrii: Ironmaking Steelmaking, 1976, Metals, and Vacuum Society of Japan, 12041221.
12. x. cnoinn:x and . szrxrix: Ironmaking Steelmaking, 1981, 3, (5), 288301.
47. :. xi1cnrii, r. . c:xoN:, and vri cni-no: Proc. 39th 8, (5), 225231.
13. . c:xinrii: J. Met., July 1970, 2335. Electric Furnace Conference, 811 December 1981, Houston,
Electric Furnace Division, Iron and Steel Society of AIME, 14. :. s. n:ii:N1xNr and :. xi1cnrii: Ironmaking Steelmaking,
1977, 4, (4), 222239. 103107.
48. c. r. xNicn1s and . irxiNs: Proc. Conf. on Electroslag 15. . r. riiio1 and x. x:iiv:ii1: Proc. 4th Int. Symp. on
Electroslag remelting processes, Tokyo, 78 June 1973, The rening, London, 1973, The Iron and Steel Institute, 35.
49. n. xooisic, x. sv:cr, and :. osiN:: Proc. Vacuum Iron and Steel Institute of Japan, 6980.
16. n. i. xrnov:, xu. :. s:xoiiovicn, and xu. c. rxrix:NrNxo: Metallurgy Conf. (ed. A. Mitchell and J. Fernihough); 1994,
New York, AVS. Probl. Spets. Elektrometall., 1985, 1, ( 3), 510.
17. . . n:vxiNs: J. Iron Steel Inst., 1971, 209, (8), 646657. 50. x. sv:cr, n. xooisic, and :. osiN:: Radex Rundsch., 1993,
( 34), 388. 18. :. xi1cnrii and s. osni: Metall. T rans., 1973, 4, (3), 631642.
19. :. n. nii:v:i and . szrxrix: Metall. T rans. B, June 1997, 51. :. n. srcrrv, r. i. scnvrn, and N. :. 1xiiN: Vacuum
metallurgical processes; 1974, Moscow, Metallurgiya. 8B, 227236.
20. v. c. :. rr:o and c. iiixi1oN: An introduction to 52. x. scnvrn1rrcr and x. xiriN: Proc. 4th Int. Symp. on
Electroslag remelting processes, Tokyo, 78 June 1973, The magneto-uid mechanics, 15; 1966, Oxford, Clarendon Press.
21. n. n. si:iniNc: VDI-Forschungsh., 1972, 38, ( 549), 516. Iron and Steel Institute of Japan, 8190.
53. x. scnvrn1rrcr: Proc. 5th Int. Conf. on Vacuum metallurgy 22. . szrxrix and :. n. nii:v:i: Proc. 5th Int. Conf. on Vacuum
metallurgy and electroslag remelting processes, Munich, 1115 and electroslag remelting processes, Munich, 1115 October
1976, Leybold-Heraus GmbH, 133140. October 1976, Leybold-Heraus, GmbH 157161.
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
P
u
b
l
i
s
h
e
d
b
y
M
a
n
e
y
P
u
b
l
i
s
h
i
n
g
(
c
)
I
O
M
C
o
m
m
u
n
i
c
a
t
i
o
n
s
L
t
d
438 Hernandez-Morales and Mitchell Review of mathematical models for ESR
54. x. scnvrn1rrcr, v. vriNr, and c. i:1risxx: Ironmaking CA, 2327 April 1979, Vacuum Metallurgy Division, American
Vacuum Society, 747756. Steelmaking, 1978, 5, ( 3), 135143.
55. v. cni-no and :. xi1cnrii: Proc. 3rd Process Technology 61. s. n:srvi, r. rir11o, and x. scrii: Proc. 6th Int. Vacuum
Metallurgy Conf. on Special melting, San Diego, CA, 2327 Conf., Pittsburgh, PA, 2831 March 1982, The Iron and Steel
Society of AIME, 232254. April 1979, Vacuum Metallurgy Division, American Vacuum
Society, 773784. 56. r. . c:xoN: and :. xi1cnrii: Proc. 8th ICVM: Special
melting/rening and metallurgical coating under vacuum or 62. s. :s:i, x. xix:z:v:, 1. rix:x:, and i. xicni: Proc. Symp. on
Metallurgical applications of magnetohydrodynamics, 610 controlled atmosphere, Linz, Austria, 30 September4 October
1984, Voest-Alpine AG, Vol. 2, 9731013. September 1982, The Metals Society, 224233.
63. :. xi1cnrii and n. nrN:Nnrz-xo:irs: Metall. T rans. B, 57. n. N. iocxiiNc1oN: J. Iron Steel Inst., 1973, 211, (11), 758764.
58. :. xi1cnrii: Ironmaking Steelmaking, 1979, 6, (1), 3237. 1990, 21B, ( 4), 723731.
64. x. xix:z:v:, 1. rix:x:, s. :s:i, i. xicni, x. cnoinn:x, and 59. i. x:cnNr: Proc. 6th Int. Vacuum Metallurgy Conf. on
Special melting, San Diego, CA, 2327 April 1979, Vacuum . szrxrix: T rans. Iron Steel Inst. Jpn, 1985, 25, (5), 386393.
65. :. xi1cnrii, . szrxrix, and . r. riiio11: Proc. Conf. on Metallurgy Division, American Vacuum Society, 757772.
60. v. :is1ri, n. nrxx:N, and ch. x:inoN: Proc. 6th Int. Electroslag rening, Sheeld, 1011 January 1973, The Iron
and Steel Institute, 315. Vacuum Metallurgy Conf. on Special melting, San Diego,
Ironmaking and Steelmaking 1999 Vol. 26 No. 6
Das könnte Ihnen auch gefallen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Two Part Solvent Based Thermoset Adhesive KitDokument2 SeitenTwo Part Solvent Based Thermoset Adhesive KitLightAcolyteNoch keine Bewertungen
- RESULT and DISCUSSIONDokument5 SeitenRESULT and DISCUSSIONnisasoberiNoch keine Bewertungen
- Hydraulics 11Dokument69 SeitenHydraulics 11DRJULIUSJORDANNoch keine Bewertungen
- Refrigeration PipingDokument36 SeitenRefrigeration PipingSERGIO LARANoch keine Bewertungen
- G8 QUARTER 3 - 1 CHEMISTRY FINAL IntegrationDokument47 SeitenG8 QUARTER 3 - 1 CHEMISTRY FINAL Integrationsarah joy velascoNoch keine Bewertungen
- Experiment 3Dokument3 SeitenExperiment 3MaisarahNoch keine Bewertungen
- 8 - The Kinetic Model of MatterDokument21 Seiten8 - The Kinetic Model of MatterEdgardo Leysa100% (1)
- Distillation Tower Internals InstallationDokument10 SeitenDistillation Tower Internals Installationrvkumar61Noch keine Bewertungen
- Optimisation of Carbon Nanotube Ink For Large-Area Transparent Conducting Films Fabricated by Controllable Rod-Coating MethodDokument8 SeitenOptimisation of Carbon Nanotube Ink For Large-Area Transparent Conducting Films Fabricated by Controllable Rod-Coating MethodSyarifahNoch keine Bewertungen
- No 1Dokument10 SeitenNo 1Yvon BaguioNoch keine Bewertungen
- Aspen Plus ThesisDokument7 SeitenAspen Plus Thesisafknmwhjn100% (1)
- Common Temperature Scales: Basis: Freezing Point of WaterDokument16 SeitenCommon Temperature Scales: Basis: Freezing Point of WaterJohnNoch keine Bewertungen
- Duo-Cone Conventional Seals - InstallDokument14 SeitenDuo-Cone Conventional Seals - InstallUmairNoch keine Bewertungen
- Nitofill ws60Dokument4 SeitenNitofill ws60pravi3434Noch keine Bewertungen
- Car Filters 1Dokument34 SeitenCar Filters 1Pulak DebnathNoch keine Bewertungen
- Qapco TestDokument6 SeitenQapco TesttheoNoch keine Bewertungen
- et ReviewerDokument46 Seitenet ReviewerIvy Zarate VinluanNoch keine Bewertungen
- Cap 1 BarnesDokument9 SeitenCap 1 BarnesDouglas Ricardo de AssisNoch keine Bewertungen
- Biology: University of Cambridge International Examinations General Certificate of Education Advanced LevelDokument8 SeitenBiology: University of Cambridge International Examinations General Certificate of Education Advanced LevelwegdanNoch keine Bewertungen
- DS-326PT Resin Data SheetDokument2 SeitenDS-326PT Resin Data SheetmuhannadNoch keine Bewertungen
- Process Vessels Column InternalsDokument21 SeitenProcess Vessels Column InternalsInamullah KhanNoch keine Bewertungen
- Fabrication of Pneumatic Punching and Riveting MachineDokument45 SeitenFabrication of Pneumatic Punching and Riveting MachineElakkiya Karthic100% (7)
- CFX Multiphase 14.5 L07 Interphase Mass TransferDokument116 SeitenCFX Multiphase 14.5 L07 Interphase Mass Transferedersalcedocastro100% (1)
- 900 N. Heritage, Bldg. 93555: Speed, SpeedsDokument7 Seiten900 N. Heritage, Bldg. 93555: Speed, SpeedsDaniel ChiriacNoch keine Bewertungen
- Elimination Terpin Hydrate PDFDokument2 SeitenElimination Terpin Hydrate PDFYoel OhayonNoch keine Bewertungen
- Solids, Liquids and Gases.: - Complete The Spaces in The Table BelowDokument8 SeitenSolids, Liquids and Gases.: - Complete The Spaces in The Table BelowAmelia AuclairNoch keine Bewertungen
- XI Chem Target Paper (Sir Nasim Zulfiqar)Dokument9 SeitenXI Chem Target Paper (Sir Nasim Zulfiqar)MuhammadSultanNoch keine Bewertungen
- Accessories For Pressure GaugesDokument6 SeitenAccessories For Pressure GaugesbeneNoch keine Bewertungen
- Properties of Matter PowerpointDokument19 SeitenProperties of Matter Powerpointapi-368377967Noch keine Bewertungen
- Chem Lab ReportDokument5 SeitenChem Lab Reportjhoana melendrezNoch keine Bewertungen