Beruflich Dokumente
Kultur Dokumente
Comparación Entre Los Diferentes Métodos de Cálculo de Los Engranajes Plásticos A La Fractura Del Diente para COMEC 2012
Hochgeladen von
jorgemoyarOriginaltitel
Copyright
Verfügbare Formate
Dieses Dokument teilen
Dokument teilen oder einbetten
Stufen Sie dieses Dokument als nützlich ein?
Sind diese Inhalte unangemessen?
Dieses Dokument meldenCopyright:
Verfügbare Formate
Comparación Entre Los Diferentes Métodos de Cálculo de Los Engranajes Plásticos A La Fractura Del Diente para COMEC 2012
Hochgeladen von
jorgemoyarCopyright:
Verfügbare Formate
1
Comparacin entre los diferentes mtodos de clculo de los engranajes plsticos a la fractura
del diente.
Autores:
Dr. Jorge L. Moya Rodrguez
I
Dr. Jos Alberto Velsquez Prez
II
Dr. Ana Mara Becerra Ferreiro
III
Dr. ngel S. Machado Rodrguez
I
I
Universidad Central Marta Abreu de Las Villas. Facultad de Ingeniera Mecnica. Carretera a
Camajuan km 5.5, Santa Clara 54830, Villa Clara, Cuba. Telfono: (53-42)-281630. Jorge L.
Moya Rodrguez (Email: jorgemr@uclv.edu.cu); ngel S. Machado Rodrguez (Email
angelmr@uclv.edu.cu)
II
Universidad Veracruzana. Sede Xalapa, Xalapa. Veracruz. Mxico. Jos A. Velzquez Prez.
(Email: javp521222@hotmail.com)
III
Universidad Autnoma de Zacatecas. Zacatecas. Mxico. Ana Mara Becerra Ferreiro. (Email:
aferreiro11@yahoo.com.mx).
Resumen
Los engranajes plsticos han ido jugando cada vez ms un papel decisivo no solamente en
aplicaciones de baja potencia, sino tambin en aplicaciones de mediana potencia. Existe una gran
cantidad de materiales polimricos que pueden ser aplicados en transmisiones por engranajes y de
hecho se utilizan para la fabricacin de ruedas dentadas de caractersticas muy disimiles. En la
literatura cientfica existe muy poca informacin disponible sobre las fallas de engranajes plsticos,
mtodos de clculo a resistencia y posibles materiales a emplear con sus respectivas propiedades
mecnicas. En el presente trabajo se hace un anlisis comparativo de los diferentes mtodos de
clculo a la fractura del diente de los engranajes plsticos cilndricos de dientes rectos, describiendo
las caractersticas de los mismos y proponiendo un nuevo mtodo.
Palabras clave: Engranajes, plsticos, fractura
Abstract
Plastic gears have been playing more and more a decisive role not only in applications of low power,
but also in applications of median power. A great amount of polymeric materials exists that can be
applied in gear transmissions and in fact they are used for manufacturing gears of very dissimilar
characteristics. In scientific Literature there are not enough information available about plastic gear
failures, calculation methods and possible materials to use with their mechanical properties. In this
paper a comparative analysis among the different calculation methods to prevent tooth fracture in
plastic gears is carried out, describing their characteristics and proposing a new method.
Key words: Gears, plastics, fracture
Introduccin:
Para los ingenieros mecnicos el uso de engranajes plsticos hoy en da es insoslayable debido al
bajo costo, el bajo peso, la reduccin de ruido y otros parmetros de vital importancia en las
aplicaciones con engranajes.
Mientras existe mundialmente una gran experiencia en el diseo de engranajes metlicos que data de
cientos de aos, los engranajes plsticos son tema de estudio de los Ingenieros Mecnicos de hace
solo unas pocas dcadas. Producto del desconocimiento cuando un engranaje plstico falla
inmediatamente se tiende a culpar a la pobre calidad de estos materiales siendo en realidad de los
proyectistas y constructores que realmente no dominan la teora y practica de los engranajes
plsticos. La primera intencin de todo ingeniero es tratar de reemplazar los materiales metlicos con
materiales plsticos usando el mismo diseo, pero lamentablemente esto no es posible, ya que
2
existen enormes diferencias entre las propiedades mecnicas, mtodos de fabricacin, geometra y
clculo de los engranajes plsticos y los engranajes metlicos. De hecho existe una mayor libertad en
cuanto a forma y modificaciones del diente en los engranajes plsticos.
Caractersticas generales
Los engranajes plsticos se usan fundamentalmente en mecanismos de precisin donde se trasmite
una baja potencia sin embargo hoy en da se puede llegar a potencias de alrededor de 50 Kw. Este
nmero se ha ido incrementando a medida que han surgido nuevos materiales. Entre las ventajas de
estos engranajes se pueden citar las siguientes: bajo peso e inercia, no es necesario la lubricacin,
bajo ruido, compatibilidad con medios hostiles a los engranajes metlicos, posibilidad del uso del
cdigo de colores, lo que reduce errores de ensamblaje y bajo costo. Sin embargo estos engranajes
tambin tienen sus desventajas tales como ineficiencia a elevadas temperaturas, intolerancia a
agentes qumicos en el ambiente y baja resistencia. Existen dos mtodos esenciales para fabricar
engranajes plsticos a travs de moldes de inyeccin y a travs de maquinado. Los engranajes que
se fabrican a travs de moldes de inyeccin generalmente tienen pequeas dimensiones debido a
que los plsticos se contraen mucho a medida que se enfran. Sin embargo los engranajes hechos
por moldes tienen ventajas sobre los maquinados ya que tienen superficies ms duras y ms lisas.
Por otra parte es posible reforzarlos con fibra de vidrio y echarles algunos adhesivos anti friccin. Los
engranajes maquinados pueden tener mayores dimensiones.
Materiales.
Existe una gran cantidad de materiales para fabricar engranajes plsticos, sin embargo se pueden
agrupar en dos grandes grupos: termo plsticos y termo estables. Esta clasificacin depende
esencialmente de las cadenas de polmeros. Si la cadena de polmeros permanece linear y separaba
despus del moldeo que estamos en presencia de un termo plstico, y si la cadena se convierte en
una cadena tridimensional reticulada estamos en presencia de un termoestable. Para seleccionar el
material en el caso particular de los engranajes plsticos hay que basarse en factores tales como:
Absorcin de humedad, resistencia al impacto, resistencia a la traccin y costos.
Dentro de los materiales termoplsticos los ms comnmente usados son:
ABS (Acrylonitrile butadiene styrene) Polycarbonato
Acetal Polyester
Acrylic Polystyreno
Cellulosics Polyurethane
Fluoroplastics Polyvinyl Chloryde.
Nylon
Polyamide imide
Dentro de los termoestables los ms comunes son:
Alkyd Phenolic
Allyl Polyester
Amino Polyurethane
Epoxy
En los ltimos aos tiene una gran aplicacin las resinas Alphatic polyketone (PK) [6] que es lo ltimo
en el desarrollo de polmeros y ofrecen un balance nico de cualidades mecnicas, tribolgicas
qumicas y de moldeabilidad.
No obstante las propiedades mecnicas de los engranajes plsticos difieren de los metlicos, a
manera de ejemplo en la tabla se muestran las propiedades mecnicas del Nylon con un 25% de fibra
de vidrio.
Los materiales termoestables pueden ser usados a temperaturas de operacin ms altas que los
termoplsticos, sin embrago los engranajes hechos de materiales termoplsticos tienen mejor
comportamiento a la fatiga. Actualmente los termoplsticos estn encontrando su mayor aplicacin en
engranajes lubricados con relativamente alta potencia [7].
3
Hoy en da mediante inclusiones de fibra de vidrio se han logrado plsticos con tensiones ltimas a
traccin de 200 a 300 Mpa. A manera de ejemplo en la tabla # 1 se dan las principales propiedades
del Nylon con un 25% de fibra de vidrio
Tabla #1 Propiedades del Nylon con un 25% de fibra de vidrio
Temperatura de uso 40 a 170 C
Tensin de rotura 100 a 160 MPa
Elongacin 3 a 4 %
Resistencia a la flexin 130 a 230 MPa
Dureza Brinell 112 a 122
Coeficiente de expansin trmica lineal 3,5 10
-5
C
Resistencia al impacto 170 J/m
Absorcin de agua en aire hmedo 2,2 a 2,7%
Fallas en los engranajes plsticos:
Los engranajes plsticos tienen diversos modos de fallas, destacndose entre ellos los siguientes [8]
[6]:
Desgaste adhesivo:
Este desgaste se produce debido a las soldaduras intermitentes de pequeas areas de un diente en
el otro diente conjugado, pudiendo en ocasiones desprenderse algunas partculas. Si esta falla ocurre
a un nivel microscpico el resultado es un desgaste pequeo y uniforme. En los plsticos al igual que
en los engranajes metlicos materiales disimiles se comportan mejor al desgaste que materiales
similares. Inclusive en muchas ocasiones es conveniente poner a engranar una rueda plstica con
una metlica. En este caso los dientes de la rueda metlica deben tener un acabado superficial de 0,3
a 0,4 mm. Como se sabe en el desgaste la lubricacin juega un papel importante, ya que mantiene
las superficies separadas e inhibe el mismo. En el caso particular de los engranajes plsticos cuando
engranan dos ruedas plsticas es aconsejable que al menos una de ellas contenga
Politetrafluoroetileno (PTFE), lo cual ayuda mucho a disminuir el desgaste aunque no se usara
lubricacin. Cuando se usa lubricacin en engranajes plsticos con aditivos auto lubricantes no da tan
buenos resultados como en los engranajes metlicos, pero siempre favorece.
Desgaste abrasivo:
Este desgaste tiene lugar cuando partculas de un engranaje o suciedades entran dentro de las
superficies de contacto. El desgaste abrasivo tambin puede ocurrir si uno de los engranajes
(usualmente le metlico, en caso de usarse una rueda metlica) tiene una superficie mas rugosa que
el otro. Las partculas de la superficie mas dura penetran en la superficie de la ms blanda y arrancan
pedazos de material de la superficie. El diseador nunca debe disonar para el desgaste abrasivo, sino
evitarlo.
Picadura:
La picadura es una falla superficial que ocurre cuando se excede el lmite de endurancia del material.
Si las cargas son lo suficientemente altas y los ciclos de tensiones se repiten frecuentemente se
fatigan pociones de la superficie que posteriormente se desprenden. La zona del polo recibe la mayor
tensin y es la ms propensa a la picadura. Esta falla a pesar de ser rara en los engranajes plsticos
puede ocurrir en ocasiones, especialmente si la transmisin est bien lubricada.
Flujo plstico:
La fluencia plstica se produce debido a las altas tensiones de contacto y la accin de rodadura y
deslizamiento que se produce durante el engranamiento. De hecho es una deformacin de la
superficie debido a la fluencia del material de la superficie y de la sub superficie. Debido a que los
plsticos son buenos aislantes y tienen relativamente baja temperatura de fusin tienden a fundirse y
fluir en situaciones donde los engranajes metlicos se comportan bien. El flujo plstico inicial es en la
direccin radial y puede no ser destructivo ya que el mismo puede atenuarse (auto atenuarse).En
casos ms severos el flujo ser en la direccin axial. Luego de la deformacin plstica surge
rpidamente la rotura del diente. El flujo plstico indica que las condiciones de operacin son
4
demasiado severas y la falla es inminente. La auto lubricacin y la lubricacin externa pueden ayudar
a prevenir el flujo plstico, disminuyendo la cantidad de calor generado por la friccin.
Fractura: La fractura es la falla ms comn de los engranajes plsticos y se produce producto de
sobrecargas debido a los ciclos de tensiones aplicados al diente, los cuales sobrepasan el lmite de
endurancia del material. Estos tipos de fractura generalmente ocurren en el radio de redondeo de la
raz del diente y se propaga a lo largo de la base del mismo. Las fracturas en sistemas no lubricados
se deben generalmente a sobrecargas. Fracturas en otras zonas superiores del diente estn
generalmente relacionadas con el desgaste.
Fatiga por ciclo trmico o ablandamiento parcial o global del diente:
Esta falla ocurre cuando se eleva considerablemente la temperatura y por tanto disminuye la
resistencia del material. La falla se produce como una deformacin del diente en la zona polar,
perdindose el paso y en ocasiones doblndose el diente. Esta falla ocurre debido a que las
tensiones de tensin sobre el diente siempre resultan en una especie de histresis de calentamiento
que incrementa considerablemente la temperatura del material, ya que los plsticos son buenos
aislantes.
Geometra:
Existen diversos tipos de engranajes plsticos en cuanto a geometra se refiere: Cilndricos de dientes
rectos exteriores, cilndricos de dientes rectos interiores, cnicos, tornillos sin fin, etc. La mayora de
los ingenieros que incursionan por primera vez en engranajes plsticos eligen engranajes cilndricos
de dientes rectos exteriores. La geometra de los engranajes plsticos tiene particularidades con
respecto a los engranajes metlicos, pero sin lugar a dudas el perfil del diente tradicionalmente usado
en este tipo de engranajes es el evolvente con un ngulo de presin de 20. La Plastic Gearing
Technology, Inc de Manchester [2] ha modificado los patrones de involuta en cuatro formas:
La PGT 1 es la que produce los dientes con la forma ms fuerte y se usa para aplicaciones donde se
requiere la mayor potencia posible para engranajes plsticos. La PGT4 es el otro extremo, es decir la
herramienta que se utiliza para accionamientos de instrumentos de mecnica de precisin.
La norma AGMA [9] por su parte establece adems de la tradicionalmente establecida ( AGMA
PT) contempla adems tres cremalleras adicionales denominadas XPT 2, XPT 3 y XPT 4 . El uso
de estas cremalleras es opcional, ya que las mismas son experimentales, ellas son muy similares a la
cremallera tradicional, solo que incrementan la profundidad de trabajo del diente. A pesar de las
normas existentes en los engranajes plsticos se permite el uso de normas individuales o
particulares, no obstante en el plano de la rueda hay que describir las modificaciones de la
herramienta. [5]. A manera de ilustracin se describe en la figura 1 la cremallera bsica XPT 4
Figura 1. Cremallera XPT 4
t/2 t/2
5
En la tabla 2 se dan los datos correspondientes a las diferentes cremalleras tradicionales usadas por
AGMA e ISO (para modulo unitario).
Tabla #2 Valores de los diferentes parmetros de las cremalleras AGMA e ISO
Parmetro AGMA PT ANSI/AGMA 1003-G93 paso fino ISO 53 ( 1974 )
Paso grueso
Angulo del perfil 20 20 20
Paso circular 3.1416 3.1416 3.1416
Espesor del diente 1.57080 1.57080 1.57080
Addendum 1.00000 1.00000 1.00000
Profundidad Total 2.33000 2.20000 2.25000
Radio de redondeo 0.43032 0.00000 0.30000
Dedendum 1.33000 1.20000 1.25000
Profundidad de Trabajo 2.00000 2.00000 2.00000
Huelgo radial 0.33000 0.20000 0.25000
Form dedendum 1.04686 1.2 1.05261
Espacio entre dientes 1.57080 1.57080 1.57080
Dos aspectos esenciales de la geometra de los engranajes plsticos son el alivio de la punta (Tip
relief). Y el aumento del radio de redondeo del pie del diente.
Figura #2 Cremallera para producir alivio en la cabeza del diente.
El alivio de la punta del diente consiste en el afilamiento o estrechamiento de la cabeza del diente.
Esto se hace debido a que los dientes plsticos se deforman considerablemente durante el
engranamiento y producto de ello los dientes engranan antes de tiempo o chocan con el diente
continuo encajndose la punta de un diente dentro del otro. Es decir le permita al diente deflectarse
sin hacer contacto con el diente adyacente [4]. El aumento del radio de redondeo se debe a que los
engranajes plsticos son muy sensibles a las entallas y con un alto radio de redondeo se elimina el
socavado, preservndose material y por tanto resistencia en la raz del diente. En la figura 2 se
muestra la cremallera que se utiliza para producir el alivio de la cabeza del diente R
ac
es el radio de
redondeo de la cremallera y A
rac
es la altura a la que se comienza a redondear la cabeza de la
cremallera. En la figura 3 se muestra una comparacin entre las tensiones que se producen en los
dientes con radio normal de redondeo y los dientes con un alto radio de redondeo a travs de tres
t/2 t/2
R
a
c
A
R
a
c
6
mtodos: las tensiones calculadas por la ecuacin de Lewis sin tener en cuenta la concentracin de
tensiones, los valores de tensiones calculados por las ecuaciones de Dolan y Broughammer, las
cuales tienen en cuenta el efecto de la concentracin de tensiones y las tensiones calculadas por el
mtodo de los elementos de frontera.
Figura 3 Comparacin entre las tensiones que se producen en dientes con radio de redondeo
amplio y dientes con radio de redondeo normal
Un aspecto importante en la geometra de los engranajes plsticos es el incremento de la distancia
entre centros que debe preverse para el buen funcionamiento de los engranajes debido a la dilatacin
trmica. Este incremento de distancia entre centros se calcula por la siguiente expresin:
( )
2
70
2
2 1
2 1
2 1 1 1
2 1
2 2 1 1 2 1 TI TI
H H w
CT ct
w
R R
M
Z Z
Z M Z M
Z Z
Z Z
T a
T T
a
+
+
(
|
|
.
|
\
|
+
+
+
|
|
.
|
\
|
+
+
+
+
= A o
o o
( 1 )
Donde:
Aa
w
Incremento requerido en la distancia entre centros en mm.
T
CT
Tolerancia combinada total mxima del engranaje en mm
a
w
Distancia entre centros sin tener en cuenta la temperatura en mm
T Temperatura de operacin en C
o - Coeficiente de expansin trmica lineal en mm / mm C
Z numero de dientes
M Expansin debida a la absorcin de humedad en mm / mm
Rti Error de circularidad indicada en los cojinetes.
La tolerancia total combinada es la suma de las tolerancias de los ndices comunes de precisin
(Precisin cinemtica, suavidad de trabajo y contacto entre los dientes)
Correcciones en los engranajes plsticos:
Los engranajes plsticos al igual que los engranajes metlicos son susceptibles de correccin,
logrndose con la misma modificar no solo las proporciones del diente, sino tambin su forma como
se muestra en la figura 4, no obstante queda mucho aun por investigar acerca de la influencia de la
correccin en las diferentes fallas de los engranajes plsticos y en otros aspectos tan importantes
7
como la elevacin de la temperatura durante el funcionamiento. Mientras menor es el nmero de
dientes, mayor es la influencia de la correccin en la forma del perfil. Sin lugar a dudas las
correcciones pueden favorecer grandemente la resistencia a una de las fallas mas importantes de los
engranajes plsticos que es la fractura del diente.
Figura 4 Modificacin del perfil del diente de acuerdo a la correccin.
Mtodos de clculo: Existen varios mtodos de clculo para determinar las dimensiones de un
engranaje plstico cilndrico de dientes rectos exteriores para satisfacer determinados requisitos de
potencia y velocidad. Los tres ms importantes son los de Dvorak [2], Kelley [6] y Faires [3]. A
continuacin se describe cada uno de ellos
Mtodo de clculo segn Dvorak:
( )
| |
S
S
S
FYV
WPC V
S s
+
=
6 55
( 3 )
Donde:
S Tensin actuante en la base del diente en lb/pulg
2
V Velocidad del polo en pie/min
P Diametral pitch
C
S
Factor de servicio segn la tabla # 4
F Ancho del diente en pulgadas.
Y Factor de forma o factor de Lewis.
[ S
S
] Tensin admisible en lb/pulg
2
Tabla #4 Factores de Servicio
Tipo de Carga 8 10 h / da 24 h / da Intermitente ( 3 h /
da )
Ocasional ( 0,5 h /
da)
Constante 1 1,25 0,80 0,50
Choques ligeros 1,25 1,50 1 0,80
Choques medios 1,50 1,75 1,25 1
Choques fuertes 1,75 2 1,50 1,25
Un aspecto aun por investigar dentro de los engranajes plsticos es los valores que toma el factor de
forma de los dientes producidos con cremalleras no normalizadas o especiales. Para la cremallera
AGMA estandarizada el factor de Lewis se determina por la tabla # 5
8
Tabla #5 Factor de Forma segn [ 2 ]
Nmero de dientes Dientes de involuta de 20 Dientes de involuta de 20 cortos.
12 0,245 0,311
14 0,276 0,339
16 0,295 0,361
18 0,308 0,377
20 0,320 0,393
22 0,330 0,405
26 0,346 0,424
30 0,358 0,437
34 0,371 0,446
38 0,383 0,456
43 0,396 0,462
50 0,408 0,474
Los valores de las tensiones admisibles [ S
S
] aparecen en la tabla # 6.
Tabla #6 Valores de las tensiones admisibles para engranajes plsticos a 70F en lb/pulg
2
Plstico Normal Reforzado con fibra de vidrio
ABS 3000 6000
Acetato 5000 7000
Nylon 6000 12000
Policarbonato 6000 9000
Polister 3500 8000
Poliuretano 2500 -
La forma de trabajar con la expresin es colocar la tensin admisible, asumir un paso diametral y
despejar el ancho de cara del diente necesario para trasmitir la potencia dada. Se puede ir alternando
con los valores de P y F.
Mtodo de clculo segn Kelley:
| | o o s =
fY
FP
(4)
Aqu:
o -Tensin actuante en el pie del diente en lb/pulg
2
[o] Tensin admisible del material en lb/pulg
2
f Ancho del diente en pulg.
F Fuerza tangencial trasmitida en libras.
Y Factor de forma del diente.
Mtodo de Faires:
Este mtodo contempla los siguientes clculos:
Primeramente se calcula la carga dinmica a travs de la siguiente expresin:
( )
V
F V
F
t
d
82 , 0 200
28 , 3 200
+
+
= (6)
Donde:
9
Fd Carga dinmica en Kg
V Velocidad del polo del engranaje en m/min
Ft Fuerza tangencial actuante sobre el diente en Kg.
Esta carga dinmica posteriormente se iguala a la carga actuante segn la ecuacin de Lewis, es
decir Fd = Fs
10
SbYm
F
S
= (7)
Donde:
S Esfuerzo de clculo en Kg / cm
2
que depende del modulo, del material y del numero de ciclos.
b Ancho de la rueda en cm.
m Modulo en mm.
Y - Factor de Lewis segn tabla # 7 en dependencia de donde se considere aplicada la carga.
Asumiendo un valor del modulo se puede despejar el ancho de cara b necesario para trasmitir la
potencia dada.
Finalmente se iguala la carga dinmica a la carga de desgaste y se despeja el ancho necesario.
Fd = Fw.
Fw = Dp
.
b
.
Q
.
Kg (8)
Q =
Dp Dg
Dg 2
+
(9)
Donde:
Dg Dimetro primitivo del la rueda, cm
Dp Dimetro primitivo del pin, cm
b ancho de los dientes, cm
Kg Factor del material, que se determina por la siguiente ecuacin
kg =
|
|
.
|
\
|
|
|
.
|
\
| |
Eg
1
Ep
1
4 , 1
) sen( s
2
(10)
s tensin admisible a contacto en kg/cm
2
| - ngulo de presin
Ep, Eg modulo de elasticidad en kg/cm
2
del pin y la rueda respectivamente.
De los anchos de cara obtenidos por la ecuacin de Lewis y por la ecuacin del desgaste se toma el
mayor.
Tabla #7 Valores del factor de Lewis segn mtodo de Faires
Num Dient Carga en la punta Carga en el centro
Angulo 14.5 20 14.5 20
10 0.176 0.201
11 0.192 0.226
12 0.21 0.245 0.355 0.415
13 0.223 0.264 0.377 0.443
14 0.236 0.276 0.399 0.468
10
15 0.245 0.289 0.415 0.49
16 0.255 0.295 0.43 0.503
17 0.264 0.302 0.446 0.512
18 0.27 0.308 0.459 0.522
19 0.277 0.314 0.471 0.534
20 0.283 0.32 0.481 0.544
21 0.289 0.326 0.49 0.553
22 0.292 0.33 0.496 0.559
23 0.296 0.333 0.502 0.565
24 0.302 0.337 0.509 0.572
25 0.305 0.34 0.515 0.58
26 0.308 0.344 0.522 0.588
27 0.311 0.348 0.528 0.592
28 0.314 0.352 0.534 0.597
29 0.316 0.355 0.537 0.602
30 0.318 0.358 0.54 0.606
32 0.322 0.364 0.547 0.617
33 0.324 0.367 0.55 0.623
35 0.327 0.373 0.556 0.633
37 0.33 0.38 0.563 0.645
39 0.335 0.386 0.568 0.655
40 0.336 0.389 0.57 0.659
45 0.34 0.399 0.579 0.678
50 0.346 0.408 0.588 0.694
55 0.352 0.415 0.596 0.704
60 0.355 0.421 0.603 0.713
65 0.358 0.425 0.607 0.721
70 0.36 0.429 0.61 0.728
75 0.361 0.433 0.613 0.735
80 0.363 0.436 0.615 0.739
90 0.366 0.442 0.619 0.747
100 0.368 0.446 0.622 0.755
150 0.375 0.458 0.635 0.779
200 0.378 0.463 0.64 0.787
300 0.382 0.471 0.65 0.801
Cremallera 0.39 0.484 0.66 0.823
Mtodo propuesto por los autores:
La condicin de resistencia de una pareja de engranajes plsticos est dada por la siguiente
expresin:
| | o o s =
mbY
n FC
S
(11)
Donde:
o - Tensin actuante en el pie del diente en Mpa.
[o] Tensin admisible del material en Mpa.
F Fuerza tangencial aplicada sobre el diente en Newtons
11
Cs Factor de servicio segn tabla 4
Y Factor de Lewis segn tabla 5
m Modulo en mm
b Ancho del diente en mm
n Factor de seguridad
Los valores de tensiones admisibles dependen del material a utilizar. En sentido general a manera de
recomendacin los valores de tensiones admisibles se pueden tomar segn la tabla # 8
Tabla 8. Valores de las Tensiones admisibles
Material Normal Reforzado con fibra de vidrio
ABS 27,7 55,4
Acetato 45,5 64
Nylon 63,7 127,4
Policarbonato 63,7 82
Polister 32 73
Poliuretano 23 -
El factor de seguridad se puede tomar entre 1 y 1,7 segn la experiencia de los autores. Los valores
mayores se toman para las aplicaciones de mayor potencia y temperatura.
Conclusiones:
+ La seleccin adecuada del material plstico para fabricar una pareja de engranajes es un aspecto
decisivo y al cual el diseador debe prestar cuidadosa atencin
+ Las fallas de los engranajes plsticos tienen un carcter muy similar a las de los engranajes
metlicos, aunque en el caso de los plsticos hay que tener en cuenta aspectos tan importantes
como la elevacin de la temperatura y el ablandamiento y deformacin del material.
+ En los engranajes plsticos la geometra juega un papel fundamental, ya que se pueden hacer
modificaciones que no siempre se pueden hacer en los engranajes metlicos.
+ Existen diferentes mtodos de clculo para determinar las dimensiones de los engranajes
plsticos en funcin de la solicitacin de potencia, arrojando resultados diferentes para cada
mtodo.
+ El mtodo de clculo propuesto por los autores ha dado resultados satisfactorios avalados por la
prctica industrial.
+ Cuando se calculan engranajes plsticos que se fabricaran con modificaciones de la cremallera
deben desarrollarse los clculos de los factores de forma de acuerdo a la geometra especifica de
los dientes generados.
+ El uso de las correcciones del dentado puede alargar considerablemente la vida de los
engranajes plsticos, esencialmente aumentando la resistencia a la flexin que es la falla
fundamental.
Bibliografa:
1. Bell Van laanen Julie. Designing with plastics . Mechanical Engineering Diciembre 1995.
2. Dvorak Paul. More Bite for Plastic Gears. Machine Design. Enero 1988.
3. Faires Virgil M. Diseo de Elementos de Mqinas. Editorial Limusa . Mexico 1996
4. Fritzinger Dan. Basic Training for plastic gears.
5. Fritzinger Dan. What to put on part prints of plastic gears.Machine Design. Noviembre 1998.
6. Kelley Jhon W. Polymers get in gear. Machine Design 1997
7. Smith Zan. Gearing up plastics. Mechanical Engineering Setiembre 1998.
8. What wears out plastic gears. Machine Design. Agosto 1996
9. Agma 1006 AXX. ToothProportions for plastic gears.
Das könnte Ihnen auch gefallen
- Taller 4 Trabajo y EnergíaDokument5 SeitenTaller 4 Trabajo y EnergíaJuldor ReiranNoch keine Bewertungen
- Cálculo de Entalpías MolaresDokument51 SeitenCálculo de Entalpías MolaresNelson Estela ValenzuelaNoch keine Bewertungen
- 01 Sistema IndirectoDokument15 Seiten01 Sistema IndirectoPiero ManrriqueNoch keine Bewertungen
- Yeso en Cielo Raso - CompressDokument14 SeitenYeso en Cielo Raso - CompressDaNoch keine Bewertungen
- Taller de Reapso de Física de 3 Periodo 7°Dokument5 SeitenTaller de Reapso de Física de 3 Periodo 7°LUCIA OLIVEROSNoch keine Bewertungen
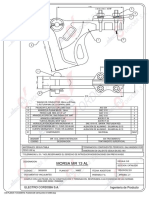
- Morse MR13 de aluminio para sujeción de conductoresDokument1 SeiteMorse MR13 de aluminio para sujeción de conductoresValen CastilloNoch keine Bewertungen
- Anexo Procedimiento Nro 3Dokument3 SeitenAnexo Procedimiento Nro 3santiago barrionuevoNoch keine Bewertungen
- Manual de EMovDokument25 SeitenManual de EMovalexander_osorio_1Noch keine Bewertungen
- QUIMICADokument1 SeiteQUIMICASandra Milena Yañez JimenezNoch keine Bewertungen
- MATERIAL IV Semana 4 Diseño de EscaleraDokument8 SeitenMATERIAL IV Semana 4 Diseño de EscalerasoledadNoch keine Bewertungen
- Procedimiento de Seguridad para Desmontaje y Montaje de LlantasDokument10 SeitenProcedimiento de Seguridad para Desmontaje y Montaje de LlantasAna Milena Rojas100% (1)
- PT=710mmHg tR=4°C Ps=6,1mmHgDokument5 SeitenPT=710mmHg tR=4°C Ps=6,1mmHgRocio BedogniNoch keine Bewertungen
- Perfil Tortel PDFDokument65 SeitenPerfil Tortel PDFPaula CidNoch keine Bewertungen
- Restauracón Del Puente BaltaDokument10 SeitenRestauracón Del Puente BaltaJUAN ALEXIS SANCHEZ PICONNoch keine Bewertungen
- Ficha Técnica GENERAL PIETRATTODokument3 SeitenFicha Técnica GENERAL PIETRATTOAnglica VargasNoch keine Bewertungen
- Caracteristicas de Un Camion t3s3Dokument6 SeitenCaracteristicas de Un Camion t3s3Anderson Quispe AlarconNoch keine Bewertungen
- Informe Tecnico - R220lc-9s-PosadaDokument9 SeitenInforme Tecnico - R220lc-9s-PosadaYamilaNoch keine Bewertungen
- ABT-PETS-APM-SST-SE1.7Ha-003 - Montaje de Transformador de PotenciaDokument24 SeitenABT-PETS-APM-SST-SE1.7Ha-003 - Montaje de Transformador de PotenciaPilar MezaNoch keine Bewertungen
- Internet de Las CosasDokument4 SeitenInternet de Las CosasAbelNoch keine Bewertungen
- HTTPWWW Espatentes Com - PDF - 2126821 - t3Dokument9 SeitenHTTPWWW Espatentes Com - PDF - 2126821 - t3Sebastian LemosNoch keine Bewertungen
- Practica CalificadaDokument4 SeitenPractica Calificadajavir9Noch keine Bewertungen
- Cristalería y Equipo de LaboratorioDokument7 SeitenCristalería y Equipo de LaboratorioFrancis Vallecillo PadillaNoch keine Bewertungen
- 04 Acu ElectricasDokument38 Seiten04 Acu ElectricasDaniel Diaz MonNoch keine Bewertungen
- Balanceo de Ecuaciones Por Metodo de RedoxDokument14 SeitenBalanceo de Ecuaciones Por Metodo de RedoxFrank Walter Livisi EstradaNoch keine Bewertungen
- Pileta API InformeDokument29 SeitenPileta API InformeVeronica Soledad Veizaga GutierrezNoch keine Bewertungen
- Técnico electricidad industrial Mijaél VidaurreDokument4 SeitenTécnico electricidad industrial Mijaél VidaurreMijael Vidaurre VeraNoch keine Bewertungen
- Creación de pista y veredas en CupicheDokument15 SeitenCreación de pista y veredas en CupicheRudy Alanya LeonNoch keine Bewertungen
- El Generador SincronoDokument11 SeitenEl Generador Sincronodiego nuñezNoch keine Bewertungen
- Instalación de radiador modelo Europa C-Xian N en vivienda de C/CanariasDokument2 SeitenInstalación de radiador modelo Europa C-Xian N en vivienda de C/Canariasjosele123Noch keine Bewertungen
- Asme B30.2-2005Dokument45 SeitenAsme B30.2-2005alexanderNoch keine Bewertungen