Das könnte Ihnen auch gefallen
- Infor EAM OverviewDokument22 SeitenInfor EAM Overviewmunchen88Noch keine Bewertungen
- Stock VerificationDokument26 SeitenStock VerificationRishi MaliNoch keine Bewertungen
- G. Spare Parts ManagementDokument12 SeitenG. Spare Parts ManagementVipul TikekarNoch keine Bewertungen
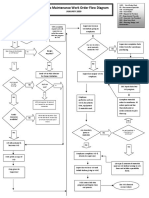
- Work Order Flow DiagramDokument1 SeiteWork Order Flow DiagramrinthusNoch keine Bewertungen
- UNSPSCDokument991 SeitenUNSPSCJoan AtupNoch keine Bewertungen
- Supplier Assessment Report-Shenzhen Illuman Photoelectronic Co., LTDDokument29 SeitenSupplier Assessment Report-Shenzhen Illuman Photoelectronic Co., LTDAdam Andrew OngNoch keine Bewertungen
- Spir Form Rev3Dokument6 SeitenSpir Form Rev3foamtrailer100% (1)
- P1 Emergency P2 Critical P3 Urgent P4 Routine Total: M-1: Corrective and Reactive MaintenanceDokument8 SeitenP1 Emergency P2 Critical P3 Urgent P4 Routine Total: M-1: Corrective and Reactive Maintenancevishvesh9595Noch keine Bewertungen
- Fieldwork ObservationDokument6 SeitenFieldwork ObservationYesenia SolisNoch keine Bewertungen
- MaintenanceDokument44 SeitenMaintenanceLatifahabubakar Eifa100% (1)
- 6 - Inventory SystemDokument8 Seiten6 - Inventory SystemLancemachang EugenioNoch keine Bewertungen
- Maintenance TechnicianDokument1 SeiteMaintenance TechnicianpushpanjalijNoch keine Bewertungen
- Manufacturing Manager CVDokument3 SeitenManufacturing Manager CVsanjay_lingotNoch keine Bewertungen
- Manpower Calculator Introduction V1.5Dokument18 SeitenManpower Calculator Introduction V1.5lisahunNoch keine Bewertungen
- Key Performance Indicators (KPIs) - WarehousingDokument5 SeitenKey Performance Indicators (KPIs) - WarehousingPerumal DM100% (1)
- Mapcon CMMS Feature ChartDokument6 SeitenMapcon CMMS Feature ChartStar RangerNoch keine Bewertungen
- SAP PM Presentation SlideDokument201 SeitenSAP PM Presentation SlideJohn Bryan AlabataNoch keine Bewertungen
- RE140 Section 2 - Maintenance Policies (NXPowerLite)Dokument39 SeitenRE140 Section 2 - Maintenance Policies (NXPowerLite)Ahmed FaragNoch keine Bewertungen
- Types of Maintenance - A ComparisonDokument18 SeitenTypes of Maintenance - A ComparisonEusebio NavarroNoch keine Bewertungen
- Maintenance Manager 1598637070Dokument4 SeitenMaintenance Manager 1598637070Alyssa ArdeleanNoch keine Bewertungen
- M and S Guide of Mining 200912Dokument47 SeitenM and S Guide of Mining 200912ЦЕНТР ПРОФЕССИОНАЛЬНЫХ КОМПЕТЕНЦИЙ ТОИР ProNoch keine Bewertungen
- Maintenance KPI Short AssignmentDokument10 SeitenMaintenance KPI Short AssignmentGuadagustinNoch keine Bewertungen
- Ujvnl PM Calibration Maintenance User ManualDokument40 SeitenUjvnl PM Calibration Maintenance User ManualSiva Thunga50% (2)
- Breakdown and Preventive MaintenanceDokument19 SeitenBreakdown and Preventive Maintenancevikram2588singh100% (1)
- Effluent Treatment PlantDokument11 SeitenEffluent Treatment Plantmts1234100% (1)
- Predictive MaintenanceDokument9 SeitenPredictive MaintenanceGabo García GranizoNoch keine Bewertungen
- Maintenance PDFDokument632 SeitenMaintenance PDFMargaret DaughertyNoch keine Bewertungen
- Disposition of Non-Capital Scrap and Salvageable Material and EquipmentDokument3 SeitenDisposition of Non-Capital Scrap and Salvageable Material and EquipmentevikrismayantiNoch keine Bewertungen
- Maintenance Procedure PDFDokument6 SeitenMaintenance Procedure PDFAya AbdoNoch keine Bewertungen
- PM OverviewDokument25 SeitenPM Overviewmohitamitabh20Noch keine Bewertungen
- Maintenance Group - Manual - PM PDFDokument346 SeitenMaintenance Group - Manual - PM PDFNarasimha Prasad Bhat100% (1)
- Spark ArrestorDokument6 SeitenSpark Arrestorrania hseNoch keine Bewertungen
- PM CustomisationDokument109 SeitenPM CustomisationvenkatspinnerNoch keine Bewertungen
- Chapter 1pptDokument46 SeitenChapter 1pptEjizen LowNoch keine Bewertungen
- Mechanical ForemanDokument7 SeitenMechanical Foremanbook1616Noch keine Bewertungen
- Presentation1 MaintenanceDokument12 SeitenPresentation1 MaintenanceSteven AdityaNoch keine Bewertungen
- MaintenanceDokument2 SeitenMaintenancepitesoft0% (1)
- 05 - Madinah Hotel Auditing Procedures - Rajhi - 2012 - 2013Dokument19 Seiten05 - Madinah Hotel Auditing Procedures - Rajhi - 2012 - 2013Santo Mulyono100% (1)
- Maintenance Planner Resume Samples - Velvet JobsDokument97 SeitenMaintenance Planner Resume Samples - Velvet JobsVlade Epifanio100% (1)
- OEE ExamplesDokument4 SeitenOEE ExamplesSrinivas N GowdaNoch keine Bewertungen
- Completion Order Creation For Notif. Material Issuance Service Procurement Notification CreationDokument1 SeiteCompletion Order Creation For Notif. Material Issuance Service Procurement Notification Creationbuzz filmsNoch keine Bewertungen
- Reciepts of Fixed AsstesDokument10 SeitenReciepts of Fixed Asstespriya6batra-2Noch keine Bewertungen
- Towards World Class In-Plant Logistics: Hindustan Industries LimitedDokument2 SeitenTowards World Class In-Plant Logistics: Hindustan Industries LimitedAravind Maddireddy100% (1)
- PM OverviewDokument143 SeitenPM OverviewRam KumarNoch keine Bewertungen
- Responsibilities of A FACTORY MANAGERDokument3 SeitenResponsibilities of A FACTORY MANAGERPawan KinnalNoch keine Bewertungen
- Journal of Quality in Maintenance EngineeringDokument20 SeitenJournal of Quality in Maintenance EngineeringJose100% (1)
- SCLM ChecklistDokument38 SeitenSCLM ChecklistMayur GaidhaneNoch keine Bewertungen
- Bachelor of Mechanical Engineering With 10 Years of ExperienceDokument5 SeitenBachelor of Mechanical Engineering With 10 Years of ExperienceChandra ReddyNoch keine Bewertungen
- Computerized Maintenance Management Systems (CMMS)Dokument8 SeitenComputerized Maintenance Management Systems (CMMS)Asep HermanNoch keine Bewertungen
- Fleet Management of Technical ObjectsDokument37 SeitenFleet Management of Technical ObjectsKiran KumarNoch keine Bewertungen
- Plant Operation & MaintenanceDokument19 SeitenPlant Operation & Maintenancejuliyanto88100% (2)
- Maintenance Spares Inventory Management PDFDokument7 SeitenMaintenance Spares Inventory Management PDFsaeedalemveNoch keine Bewertungen
- Production Manager, Plant Superintendent, Plant Manager, ProjectDokument3 SeitenProduction Manager, Plant Superintendent, Plant Manager, Projectapi-76771249Noch keine Bewertungen
- Store ManagementDokument64 SeitenStore ManagementshahzanladiwalaNoch keine Bewertungen
- Amc FormatDokument4 SeitenAmc FormatchennaicmsNoch keine Bewertungen
- Preventive MaintenanceDokument19 SeitenPreventive Maintenancefaizan9970% (1)
- Chapter 4Dokument37 SeitenChapter 4kirubel AlemuNoch keine Bewertungen
- Maintenance ManagementDokument20 SeitenMaintenance ManagementRiya GuptaNoch keine Bewertungen
- CMRTDokument102 SeitenCMRTMukaila IbrahimNoch keine Bewertungen
- Maintenance Terms and DefinitionsDokument47 SeitenMaintenance Terms and DefinitionsSitota Tesfaye100% (1)
- Determine Maintenace StrategyDokument18 SeitenDetermine Maintenace StrategyJalel Bejo GudinaNoch keine Bewertungen
- Course Notes Part 1 - Chapters 1 To 4Dokument94 SeitenCourse Notes Part 1 - Chapters 1 To 4mashabathakgathompho86Noch keine Bewertungen
- b1b8 PDFDokument2 Seitenb1b8 PDFAhmed Daahir AhmedNoch keine Bewertungen
- Reflection 1Dokument6 SeitenReflection 1api-177768681Noch keine Bewertungen
- M 2 Data Analytics LifecycleDokument22 SeitenM 2 Data Analytics Lifecyclebhuvangates100% (1)
- Technology Absorption and AcquisitionfinalDokument33 SeitenTechnology Absorption and AcquisitionfinalChandra Abhishek GuptaNoch keine Bewertungen
- Mineral ResourcesDokument137 SeitenMineral ResourcesAlvaro MadridNoch keine Bewertungen
- Cleanth Brooks - Literary History Vs CriticismDokument11 SeitenCleanth Brooks - Literary History Vs CriticismPayal AgarwalNoch keine Bewertungen
- A Social History of England, 15 - Wrightson, KeithDokument738 SeitenA Social History of England, 15 - Wrightson, KeithThiago Krause100% (3)
- Oracle Demantra OverviewDokument25 SeitenOracle Demantra OverviewVenkata Sambhasiva Rao CheedellaNoch keine Bewertungen
- PDF Converted MISDokument144 SeitenPDF Converted MISElakkiyaNoch keine Bewertungen
- Linear Regression and CorrelationDokument26 SeitenLinear Regression and CorrelationIptysam Al-AlawiNoch keine Bewertungen
- Examining The Determinants ofDokument36 SeitenExamining The Determinants ofKhissey AmaradoNoch keine Bewertungen
- Accepted Manuscript: Computer Methods and Programs in BiomedicineDokument23 SeitenAccepted Manuscript: Computer Methods and Programs in BiomedicineToyota MitsubishiNoch keine Bewertungen
- Research Frameworks, Methodologies, and Assessment Methods Concerning The Adaptive Reuse of Architectural Heritage - A ReviewDokument19 SeitenResearch Frameworks, Methodologies, and Assessment Methods Concerning The Adaptive Reuse of Architectural Heritage - A ReviewAtul GargNoch keine Bewertungen
- Calabrese1999 PDFDokument9 SeitenCalabrese1999 PDFROSNANINoch keine Bewertungen
- Qai 86 200Dokument8 SeitenQai 86 200RishabhNoch keine Bewertungen
- Graph TheoryDokument16 SeitenGraph TheoryMobin MohanNoch keine Bewertungen
- Notice: Agency Information Collection Activities Proposals, Submissions, and ApprovalsDokument2 SeitenNotice: Agency Information Collection Activities Proposals, Submissions, and ApprovalsJustia.comNoch keine Bewertungen
- Terms of ReferenceDokument3 SeitenTerms of ReferenceirdinamarchsyaNoch keine Bewertungen
- Managing NASA in The Apollo EraDokument354 SeitenManaging NASA in The Apollo EraBob AndrepontNoch keine Bewertungen
- Evaluation 3Dokument12 SeitenEvaluation 3api-456090970Noch keine Bewertungen
- Npioh, JURNAL ERIKA 203-207 PDFDokument5 SeitenNpioh, JURNAL ERIKA 203-207 PDFReski AmaliyaNoch keine Bewertungen
- Consult QuestionnaireDokument2 SeitenConsult Questionnairedmartin78Noch keine Bewertungen
- Kalpana ChawlaDokument3 SeitenKalpana ChawlaHari Ka Pin KyNoch keine Bewertungen
- Synopsis of SandeepDokument9 SeitenSynopsis of SandeepsandeepchaurasiyaNoch keine Bewertungen
- Chapter 5Dokument40 SeitenChapter 5Ebisa ChemedaNoch keine Bewertungen
- Understanding SAT Scores 2018 PDFDokument10 SeitenUnderstanding SAT Scores 2018 PDFHo Yiu YinNoch keine Bewertungen
- Modern English GrammarDokument287 SeitenModern English GrammarAnonymous SR0AF3100% (4)
- Lesson Plan in Mathematics 10: Mary Elaine R. GundoyDokument3 SeitenLesson Plan in Mathematics 10: Mary Elaine R. GundoyFERWINA SANCHEZ0% (1)