Das könnte Ihnen auch gefallen
- Progress of Emission Control System in EAF ShopsDokument8 SeitenProgress of Emission Control System in EAF ShopsJoão CoelhoNoch keine Bewertungen
- B. Rothfarb H. Frank D. M. Rosenbaum K. Steiglitz D. J. KleitmanDokument30 SeitenB. Rothfarb H. Frank D. M. Rosenbaum K. Steiglitz D. J. KleitmanYogendra PariharNoch keine Bewertungen
- Ventilation PDFDokument7 SeitenVentilation PDFErick Becker Lino SantosNoch keine Bewertungen
- Appendix 2F Pipeline Hydro Test PlanDokument23 SeitenAppendix 2F Pipeline Hydro Test PlanSanjay KumarNoch keine Bewertungen
- Upheaval Buckling of Gas Injection Pipelines Onshore Abu DhabiDokument12 SeitenUpheaval Buckling of Gas Injection Pipelines Onshore Abu DhabiRajneesh KambojNoch keine Bewertungen
- CRU NitrogenSyngas Berlin Tunnel OptimizationDokument16 SeitenCRU NitrogenSyngas Berlin Tunnel OptimizationJade Al BoodoosinghNoch keine Bewertungen
- 71372-Successful Well Control in The Cantarell Field ApplyinDokument12 Seiten71372-Successful Well Control in The Cantarell Field ApplyinIván VelázquezNoch keine Bewertungen
- Velocity String Helps To Revive A Standing Gas Well in Saudi ArabiaDokument14 SeitenVelocity String Helps To Revive A Standing Gas Well in Saudi Arabiaerdal aydin100% (1)
- Design & Operation of A Selective Sweetening Plant Using MDEADokument10 SeitenDesign & Operation of A Selective Sweetening Plant Using MDEADiego1980bNoch keine Bewertungen
- Fume ExtractionDokument13 SeitenFume ExtractionprabathnilanNoch keine Bewertungen
- Computer Simulation SO2Dokument4 SeitenComputer Simulation SO2draj1875977Noch keine Bewertungen
- Plug and Abandonment of A Deep High-Pressure and High-Temperature Gulf of Mexico Well Using Coiled Tubing: A Case History KopyaDokument9 SeitenPlug and Abandonment of A Deep High-Pressure and High-Temperature Gulf of Mexico Well Using Coiled Tubing: A Case History Kopyaerdal aydinNoch keine Bewertungen
- Boser Belfroid Flow Assurance StudyDokument13 SeitenBoser Belfroid Flow Assurance StudyAnonymous ibRJX1EvgNoch keine Bewertungen
- Heating With Coils and JacketsDokument14 SeitenHeating With Coils and Jacketsibal_machine100% (1)
- Paper Number ICME 214Dokument5 SeitenPaper Number ICME 214prdhamangaonkarNoch keine Bewertungen
- OTC 13994 Brutus Export Pipelines - Improvement Opportunities and Challenges in Deepwater Pipeline InstallationDokument12 SeitenOTC 13994 Brutus Export Pipelines - Improvement Opportunities and Challenges in Deepwater Pipeline InstallationBalan14Noch keine Bewertungen
- Utilisation of Sludge Gas For Power Generation Through Aero Gas TurbinesDokument9 SeitenUtilisation of Sludge Gas For Power Generation Through Aero Gas TurbinesGirdhari JakharNoch keine Bewertungen
- Economiser Optimisation FH-08Dokument9 SeitenEconomiser Optimisation FH-08Martin CorkeryNoch keine Bewertungen
- 52 Mud LoggingDokument31 Seiten52 Mud LoggingHerly Vergiawan0% (1)
- Heating CoilsDokument26 SeitenHeating CoilsTrần Tuấn VũNoch keine Bewertungen
- Reasons Performance ParametersDokument14 SeitenReasons Performance ParametersAshutosh AwasthiNoch keine Bewertungen
- Important Aspects of Gas Temperature Modeling in Long Subsea PipelinesDokument17 SeitenImportant Aspects of Gas Temperature Modeling in Long Subsea PipelinesWayne MonneryNoch keine Bewertungen
- Encyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"Von EverandEncyclopaedia Britannica, 11th Edition, Volume 8, Slice 3 "Destructors" to "Diameter"Noch keine Bewertungen
- Ventilation Considerations For The New Level Mine Project Access TunnelsDokument4 SeitenVentilation Considerations For The New Level Mine Project Access TunnelsVardhanNoch keine Bewertungen
- Concentrate Slurry Pumping SystemDokument7 SeitenConcentrate Slurry Pumping SystemRodrigo GarcíaNoch keine Bewertungen
- CT Intervention On Snake WellsDokument8 SeitenCT Intervention On Snake WellsRamanamurthy PalliNoch keine Bewertungen
- Testing of Paraffin Based Hybrid Rocket Fuel Using Hydrogen Peroxide OxidizerDokument8 SeitenTesting of Paraffin Based Hybrid Rocket Fuel Using Hydrogen Peroxide OxidizerrakeshsakoteNoch keine Bewertungen
- Chapter 6 - Waste Heat Recovery DevicesDokument37 SeitenChapter 6 - Waste Heat Recovery DevicesArshavin Watashi WaNoch keine Bewertungen
- Stack Parameter Considerations: 1.stack HeightDokument2 SeitenStack Parameter Considerations: 1.stack HeightSRAVANINoch keine Bewertungen
- Bottom Blowdown: Download The (295 KB) Try Answering The For This Tutorial View The Complete Collection ofDokument8 SeitenBottom Blowdown: Download The (295 KB) Try Answering The For This Tutorial View The Complete Collection ofsenaNoch keine Bewertungen
- articolROMAT2012rev6 ENGLDokument4 SeitenarticolROMAT2012rev6 ENGLIonita TaviNoch keine Bewertungen
- Fracture Propagation of Co2 PipelinesDokument10 SeitenFracture Propagation of Co2 Pipelinesjemfus10100% (1)
- Amine Sweetening Process DesignDokument12 SeitenAmine Sweetening Process Designswapnil2603100% (2)
- Air Pollution Control in The Steel IndustryDokument5 SeitenAir Pollution Control in The Steel IndustryK naveen reddyNoch keine Bewertungen
- 5 Short Coming in HP Steam Piping Consturction & SelectionDokument6 Seiten5 Short Coming in HP Steam Piping Consturction & SelectionUdhayakumar VenkataramanNoch keine Bewertungen
- Aker Solutions (Wacker) - PAPER (10183) PDFDokument7 SeitenAker Solutions (Wacker) - PAPER (10183) PDFElsherif AlyNoch keine Bewertungen
- Section 13 PDF PDFDokument5 SeitenSection 13 PDF PDFMinh TríNoch keine Bewertungen
- Paper PDFDokument6 SeitenPaper PDFwizard120986Noch keine Bewertungen
- Buckling Consideration in Design of Gravel Cover For A High Temperature Oil Line OTC-5294-MS-PDokument18 SeitenBuckling Consideration in Design of Gravel Cover For A High Temperature Oil Line OTC-5294-MS-PAdebanjo TomisinNoch keine Bewertungen
- MP 1Dokument3 SeitenMP 1Fake Account 1Noch keine Bewertungen
- SPE-190936-MS Solving Gas Interference Issues With Sucker Rod Pumps in The Permian BasinDokument15 SeitenSPE-190936-MS Solving Gas Interference Issues With Sucker Rod Pumps in The Permian Basinjulio valenciaNoch keine Bewertungen
- Directional Drilling For Safety in Coal MiningDokument11 SeitenDirectional Drilling For Safety in Coal MiningMateusz MocNoch keine Bewertungen
- Comparison of Intake Pressures in Physical and Numerical Models of The Cabinet Gorge Dam Tunnel 29 07Dokument15 SeitenComparison of Intake Pressures in Physical and Numerical Models of The Cabinet Gorge Dam Tunnel 29 07Bhaskar ReddyNoch keine Bewertungen
- Condenser and Hybrid Gas Removal System Design For A High Non-Condensible Load PlantDokument4 SeitenCondenser and Hybrid Gas Removal System Design For A High Non-Condensible Load PlantAgustin A.Noch keine Bewertungen
- The First Asphaltic Core Dam in Turkey, Cetin Main DamDokument8 SeitenThe First Asphaltic Core Dam in Turkey, Cetin Main DamIngedemy EducacionNoch keine Bewertungen
- مقاله کمکی 3Dokument5 Seitenمقاله کمکی 3korope8705Noch keine Bewertungen
- Condensate Line SizingDokument23 SeitenCondensate Line SizingNirnay Patil100% (2)
- A Transcritical CO2 Turbine-CompressorDokument8 SeitenA Transcritical CO2 Turbine-CompressorjoseNoch keine Bewertungen
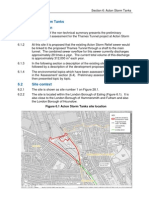
- Peir Nts Section 6 AstDokument14 SeitenPeir Nts Section 6 AstthamestunnelNoch keine Bewertungen
- Calculation of The Die Cast Parameters of The Thin Wall Aluminum Cast Part PDFDokument8 SeitenCalculation of The Die Cast Parameters of The Thin Wall Aluminum Cast Part PDFmd_0215Noch keine Bewertungen
- Zelimir Schmidt, Severe Slugging in Offshore Pipeline Riser-Pipe SystemsDokument12 SeitenZelimir Schmidt, Severe Slugging in Offshore Pipeline Riser-Pipe SystemsTrần Vũ HạNoch keine Bewertungen
- FILE - 20201025 - 102401 - PAPER - GHGT14 - 948 - Flexibility - Efficiency - Steam - CCSDokument10 SeitenFILE - 20201025 - 102401 - PAPER - GHGT14 - 948 - Flexibility - Efficiency - Steam - CCSNGUYEN QUANGNoch keine Bewertungen
- Application of Reservoir Characterization and AdvancedDokument6 SeitenApplication of Reservoir Characterization and AdvancedNela Paramita RattyanandaNoch keine Bewertungen
- Scientific American Supplement, No. 633, February 18, 1888Von EverandScientific American Supplement, No. 633, February 18, 1888Noch keine Bewertungen
- Advanced Reservoir and Production Engineering for Coal Bed MethaneVon EverandAdvanced Reservoir and Production Engineering for Coal Bed MethaneBewertung: 1 von 5 Sternen1/5 (1)
- A Guide to Ship Repair Estimates in Man-hoursVon EverandA Guide to Ship Repair Estimates in Man-hoursBewertung: 4.5 von 5 Sternen4.5/5 (5)
- Scientific American Supplement, No. 384, May 12, 1883Von EverandScientific American Supplement, No. 384, May 12, 1883Noch keine Bewertungen
- Scientific American Supplement, No. 384, May 12, 1883Von EverandScientific American Supplement, No. 384, May 12, 1883Noch keine Bewertungen
- Bechtek Piping Material ClassDokument34 SeitenBechtek Piping Material ClassBari Ipung GunturNoch keine Bewertungen
- PV & TankDokument39 SeitenPV & TankarunyogNoch keine Bewertungen
- Aoe2 ManualDokument130 SeitenAoe2 ManualtriordinantNoch keine Bewertungen
- Pressure Vessel Design As Per Asme CodeDokument24 SeitenPressure Vessel Design As Per Asme CodearunyogNoch keine Bewertungen
- Solar Thermal Conversion: Energy InstituteDokument31 SeitenSolar Thermal Conversion: Energy Institutearunyog100% (1)
- Abbreviation DefinitionsDokument3 SeitenAbbreviation DefinitionsrajeshNoch keine Bewertungen
- GuidancefDokument119 SeitenGuidancefarunyogNoch keine Bewertungen
- Millimeters To Inches TabelleDokument2 SeitenMillimeters To Inches Tabellecris180550% (2)
- Budge Syriac AlexanderDokument701 SeitenBudge Syriac AlexanderArun YogaNoch keine Bewertungen
- Writing A Technical ReportDokument18 SeitenWriting A Technical ReportOdion Usunobun Julius100% (1)
- Boiler Classification and ApplicationDokument29 SeitenBoiler Classification and ApplicationAbdul HafeezNoch keine Bewertungen
- Coal EDokument2 SeitenCoal EKhurram X MannanNoch keine Bewertungen
- Thermal EngineeringDokument30 SeitenThermal EngineeringarunyogNoch keine Bewertungen
- Basic Concepts of Thermodynamics: National Central UniversityDokument51 SeitenBasic Concepts of Thermodynamics: National Central UniversityarunyogNoch keine Bewertungen
- Basic Concepts of Thermo With Examples With Solutions Part 2Dokument20 SeitenBasic Concepts of Thermo With Examples With Solutions Part 2arunyogNoch keine Bewertungen
- Chapter 1: Basic Concepts of ThermodynamicsDokument12 SeitenChapter 1: Basic Concepts of ThermodynamicsarunyogNoch keine Bewertungen
- Chapter 2: The First Law of Thermodynamics (Concepts)Dokument22 SeitenChapter 2: The First Law of Thermodynamics (Concepts)arunyogNoch keine Bewertungen
- Basic Concepts in Thermodynamics: 2.1 Thermodynamic SystemsDokument6 SeitenBasic Concepts in Thermodynamics: 2.1 Thermodynamic SystemsarunyogNoch keine Bewertungen
- Thermodynamics PDFDokument19 SeitenThermodynamics PDFRyan LizardoNoch keine Bewertungen
- M. Tech. Thermal EngineeringDokument33 SeitenM. Tech. Thermal EngineeringarunyogNoch keine Bewertungen
- Chapter 11Dokument28 SeitenChapter 11arunyogNoch keine Bewertungen
- Fossil Fuel PowerDokument8 SeitenFossil Fuel PowerarunyogNoch keine Bewertungen
- P1122 Arco Gen Me Man 0023 01Dokument137 SeitenP1122 Arco Gen Me Man 0023 01safeer SulaimanNoch keine Bewertungen
- Generating Cooling System 1 2Dokument73 SeitenGenerating Cooling System 1 220-269 vinayNoch keine Bewertungen
- Recent Electrostatic Precipitator Experience With Ammonia Conditioning of Power Boiler Flue GasesDokument5 SeitenRecent Electrostatic Precipitator Experience With Ammonia Conditioning of Power Boiler Flue GasesNelson TacyNoch keine Bewertungen
- Group 4 Environmental PollutionDokument21 SeitenGroup 4 Environmental PollutionSo NeangNoch keine Bewertungen
- 15 Days Industrial Training Report File: On Sinter & LDP (10/03/2017-24/03/2017)Dokument21 Seiten15 Days Industrial Training Report File: On Sinter & LDP (10/03/2017-24/03/2017)Prashant Kumar mishraNoch keine Bewertungen
- Training Modules in ESPDokument162 SeitenTraining Modules in ESPSekar CmNoch keine Bewertungen
- Upgrade Technology For ESPDokument11 SeitenUpgrade Technology For ESPadehriya100% (1)
- ESP (STEAG) - Session 1 Part 2 - PPT (Read-Only) (Compatibility Mode) PDFDokument30 SeitenESP (STEAG) - Session 1 Part 2 - PPT (Read-Only) (Compatibility Mode) PDFJerry FransiscusNoch keine Bewertungen
- Report NTPC PDokument29 SeitenReport NTPC PKarthick KumaresanNoch keine Bewertungen
- Manual de Mantenimiento Precipitador ElectrostáticoDokument18 SeitenManual de Mantenimiento Precipitador ElectrostáticoJorge Perez CorreaNoch keine Bewertungen
- ESP - Steag Session 1 Part 1Dokument40 SeitenESP - Steag Session 1 Part 1bharath attaluriNoch keine Bewertungen
- APTI413 PP Ch9Dokument56 SeitenAPTI413 PP Ch9Stefanos DiamantisNoch keine Bewertungen
- Lesson 1: Electrostatic Precipitator OperationDokument3 SeitenLesson 1: Electrostatic Precipitator OperationprdpveeraNoch keine Bewertungen
- Kiln TroubleshootingDokument36 SeitenKiln TroubleshootingJustin Evans92% (13)
- B&W Electrostatic PrecipitatorsDokument4 SeitenB&W Electrostatic PrecipitatorsPaul Ruel Gonzales QuintanaNoch keine Bewertungen
- AIRWAVE King Series - Kitchen ESPDokument12 SeitenAIRWAVE King Series - Kitchen ESPMason LeeNoch keine Bewertungen
- Tira X Coal MillDokument3 SeitenTira X Coal MillMohamed ShehataNoch keine Bewertungen
- Submarine Air Purification and Monitoring NATODokument11 SeitenSubmarine Air Purification and Monitoring NATOagmibrahim5055Noch keine Bewertungen
- Halton FS MobiChef Uk1403 PDFDokument6 SeitenHalton FS MobiChef Uk1403 PDFlijo johnNoch keine Bewertungen
- Viv BoilerDokument40 SeitenViv BoilerVivekNoch keine Bewertungen
- 150MW ESP Technical Data SheetDokument5 Seiten150MW ESP Technical Data SheetHari Krishna.MNoch keine Bewertungen
- Chapter 1Dokument56 SeitenChapter 1Surbhi JainNoch keine Bewertungen
- OptimDokument72 SeitenOptimPraneethIragavarapuNoch keine Bewertungen
- PPC-Catalogue BookletDokument11 SeitenPPC-Catalogue BookletSibashis DharNoch keine Bewertungen
- MC V0 B000 TOC v7 0 1 PDFDokument171 SeitenMC V0 B000 TOC v7 0 1 PDFcassindrome100% (2)
- Electrostatic Precipitator: WelcomeDokument43 SeitenElectrostatic Precipitator: Welcomeprateet_darshanNoch keine Bewertungen
- YSM Series Air Handling UnitsDokument20 SeitenYSM Series Air Handling UnitsVincent Aarón RodríguezNoch keine Bewertungen
- Manual de ServicioDokument133 SeitenManual de ServicioMariano OhienartNoch keine Bewertungen
- Unearthing Australia's Toxic Coal Ash LegacyDokument64 SeitenUnearthing Australia's Toxic Coal Ash LegacySimon McCarthyNoch keine Bewertungen
- Environmental Issues (NOTES)Dokument48 SeitenEnvironmental Issues (NOTES)dixitNoch keine Bewertungen