Das könnte Ihnen auch gefallen
- Truefire Guitar Chord Cookbook PDFDokument101 SeitenTruefire Guitar Chord Cookbook PDFeuripides7794% (17)
- Walking Bass Line Theory BasicsDokument11 SeitenWalking Bass Line Theory BasicsKikemol Lv O100% (10)
- Column Design With ExcelDokument40 SeitenColumn Design With ExcelMatiur Rahman BasumNoch keine Bewertungen
- Class Problems Sentences 13 The DDokument20 SeitenClass Problems Sentences 13 The DKnowledgeIsTruePowerNoch keine Bewertungen
- ISO StandardsDokument20 SeitenISO StandardsximeresNoch keine Bewertungen
- Chapter 2 System Approach To CBM-PHMDokument22 SeitenChapter 2 System Approach To CBM-PHMDioNoch keine Bewertungen
- 02 Minerals Library Basic Objects 5p1s4aDokument113 Seiten02 Minerals Library Basic Objects 5p1s4aman_y2k100% (1)
- Qualification Process For Phased Array UT Using DNV RP-F118Dokument12 SeitenQualification Process For Phased Array UT Using DNV RP-F118aztec20100% (1)
- NotesDokument127 SeitenNotesAkindolu DadaNoch keine Bewertungen
- RLA in High Temp Zones of Power Plant ComponentsDokument7 SeitenRLA in High Temp Zones of Power Plant ComponentsEzhil Vendhan PalanisamyNoch keine Bewertungen
- Dynamic Process Simulation When Do We Really Need ItDokument4 SeitenDynamic Process Simulation When Do We Really Need ItDenis GontarevNoch keine Bewertungen
- Evaluating The Condition & Remaining Life of Older Power PlantsDokument12 SeitenEvaluating The Condition & Remaining Life of Older Power PlantsDanie-ElsNoch keine Bewertungen
- Condition Assessment of BoilerDokument8 SeitenCondition Assessment of BoilerEzhil Vendhan PalanisamyNoch keine Bewertungen
- ThermographyDokument9 SeitenThermographybabakfazelNoch keine Bewertungen
- No 1-30-33 Trends in Transformer Failure Analysis WBDokument4 SeitenNo 1-30-33 Trends in Transformer Failure Analysis WBDimitar MarkovNoch keine Bewertungen
- Prediction and Prevention of Boiler TubiDokument7 SeitenPrediction and Prevention of Boiler Tubiคนธรรมดา เท่าเทียมกันNoch keine Bewertungen
- Harleen 2022Dokument10 SeitenHarleen 2022alim muhamadNoch keine Bewertungen
- An Intelligent System For Monitoring Useful Life Transformer ReductionDokument6 SeitenAn Intelligent System For Monitoring Useful Life Transformer ReductionItalo ChiarellaNoch keine Bewertungen
- F 065 Liu F PDFDokument4 SeitenF 065 Liu F PDFFari PratomosiwiNoch keine Bewertungen
- Advanced Methods of Foundry Processes Control: M. Perzyk, J. Kozlowski, M. WislockiDokument4 SeitenAdvanced Methods of Foundry Processes Control: M. Perzyk, J. Kozlowski, M. Wislockicasey rimNoch keine Bewertungen
- Features of Steam Turbines DiagnosticsDokument6 SeitenFeatures of Steam Turbines DiagnosticspradityaNoch keine Bewertungen
- Pourbeik PowerplantmodelvalidationDokument9 SeitenPourbeik Powerplantmodelvalidationwindreader1Noch keine Bewertungen
- Comprehensive Dynamic Modeling, Simulation For Industrial Boiler - AicheDokument18 SeitenComprehensive Dynamic Modeling, Simulation For Industrial Boiler - AicheHsein WangNoch keine Bewertungen
- 4094 - Gefügemonمهم مهم itorDokument7 Seiten4094 - Gefügemonمهم مهم itorAli RayyaNoch keine Bewertungen
- New Developments in Industrial MPC Identification Yucai ZhuDokument8 SeitenNew Developments in Industrial MPC Identification Yucai ZhuAlongkorn JaranchonNoch keine Bewertungen
- Gas Turbine Modeling Using Adaptive Fuzzy Neural Network Approach Based On Measured Data ClassificationDokument14 SeitenGas Turbine Modeling Using Adaptive Fuzzy Neural Network Approach Based On Measured Data ClassificationacebenkeiNoch keine Bewertungen
- Comsy - SoftwareDokument9 SeitenComsy - SoftwareAlberto Carel SimanjuntakNoch keine Bewertungen
- Accident Management in VVER-1000Dokument5 SeitenAccident Management in VVER-1000Jeyakrishnan CNoch keine Bewertungen
- Measurements of Geometry of A Boiler Drum by Time-Of-Flight Laser ScanningDokument8 SeitenMeasurements of Geometry of A Boiler Drum by Time-Of-Flight Laser ScanningMohammadreza NaghaviNoch keine Bewertungen
- 02 - Kta-3201 4 PDFDokument26 Seiten02 - Kta-3201 4 PDFaldeanucu100% (1)
- Chapter 3&4&5Dokument24 SeitenChapter 3&4&5sterlingNoch keine Bewertungen
- Gas Turbine - PDFDokument214 SeitenGas Turbine - PDFSreepriodas RoyNoch keine Bewertungen
- Spe 77897 MSDokument6 SeitenSpe 77897 MSLulut Fitra FalaNoch keine Bewertungen
- Desjardins Et Al (2004)Dokument8 SeitenDesjardins Et Al (2004)PatriciaNoch keine Bewertungen
- Inductive Logic Programming ForDokument13 SeitenInductive Logic Programming ForCS & ITNoch keine Bewertungen
- Contribution of Multiscale Materials Modelling For Underwriting Nuclear Pressure Vessel IntegrityDokument16 SeitenContribution of Multiscale Materials Modelling For Underwriting Nuclear Pressure Vessel Integrityamd mhmNoch keine Bewertungen
- Artificial Neural Networks For The Performance Prediction of Large SolarDokument8 SeitenArtificial Neural Networks For The Performance Prediction of Large SolarGiuseppeNoch keine Bewertungen
- BK 313 Sec 3.3Dokument62 SeitenBK 313 Sec 3.3Andreea LilianaNoch keine Bewertungen
- Modelling of Intelligent Wells Forecasting Life Cycle CostsDokument9 SeitenModelling of Intelligent Wells Forecasting Life Cycle Costssaladinayubi1234Noch keine Bewertungen
- Tesla 96Dokument8 SeitenTesla 96Oμάδα 5Noch keine Bewertungen
- Flotation Circuit Optimization Using Modelling and SimulationDokument14 SeitenFlotation Circuit Optimization Using Modelling and SimulationOnesime MutebaNoch keine Bewertungen
- 0Rgho%Dvhg'Ldjqrvwlfviru$Lu+Dqgolqj8Qlwv: Tim Salsbury and Rick DiamondDokument12 Seiten0Rgho%Dvhg'Ldjqrvwlfviru$Lu+Dqgolqj8Qlwv: Tim Salsbury and Rick DiamondyalllikNoch keine Bewertungen
- REF. 8 Diagnostics of Current Technical State of Transformer Equipment Using The Analytic Hierarchy ProcessDokument6 SeitenREF. 8 Diagnostics of Current Technical State of Transformer Equipment Using The Analytic Hierarchy ProcessCap Scyte Victor MariscalNoch keine Bewertungen
- 1 s2.0 S2215016123003515 MainDokument14 Seiten1 s2.0 S2215016123003515 Mainsccp.mzapata01Noch keine Bewertungen
- Modelling and Dynamic Simulation of Processes With MATLAB'. An Application of A Natural Gas Installation in A Power PlantDokument12 SeitenModelling and Dynamic Simulation of Processes With MATLAB'. An Application of A Natural Gas Installation in A Power PlantyacobaschalewNoch keine Bewertungen
- SPE-190090-MS Detecting Failures and Optimizing Performance in Artificial Lift Using Machine Learning ModelsDokument16 SeitenSPE-190090-MS Detecting Failures and Optimizing Performance in Artificial Lift Using Machine Learning ModelsDivyansh Singh ChauhanNoch keine Bewertungen
- Effectiveness of A Novel Sensor Selection Algorithm in PEM Fuel Cell On-Line DiagnosisDokument10 SeitenEffectiveness of A Novel Sensor Selection Algorithm in PEM Fuel Cell On-Line DiagnosisMohmmed MahmoudNoch keine Bewertungen
- Optimization of Stress Simulation in Real Casting Mould SystemsDokument8 SeitenOptimization of Stress Simulation in Real Casting Mould SystemsuzairmetallurgistNoch keine Bewertungen
- Visibility Based Conformal Cooling Channel Generation For Rapid Tooling 2011 Computer Aided DesignDokument16 SeitenVisibility Based Conformal Cooling Channel Generation For Rapid Tooling 2011 Computer Aided Designsrinathgudur11Noch keine Bewertungen
- Cired 2019 - 865Dokument5 SeitenCired 2019 - 865Abdulkadir IsaNoch keine Bewertungen
- Prosjektbeskrivelse EngelskDokument4 SeitenProsjektbeskrivelse EngelskRakanita PramestiNoch keine Bewertungen
- Using Short-Time Fourier Transform in MachineryDokument8 SeitenUsing Short-Time Fourier Transform in MachineryhendranatjNoch keine Bewertungen
- Detection and Modeling Vibrational Behavior of A Gas Turbine Based On Dynamic Neural Networks ApproachDokument24 SeitenDetection and Modeling Vibrational Behavior of A Gas Turbine Based On Dynamic Neural Networks Approachkamran kainporNoch keine Bewertungen
- Systems Implement at Penoles GroupDokument7 SeitenSystems Implement at Penoles GroupCristian Enrique Troncoso GarayNoch keine Bewertungen
- Process Corrosion Simulation PaperDokument19 SeitenProcess Corrosion Simulation PaperMohammad Fouladi100% (1)
- Implementation of Preventive Diagnostics MeasuresDokument5 SeitenImplementation of Preventive Diagnostics MeasuresPhilippe GayetNoch keine Bewertungen
- Asset: Optimisation Strategies For Large TransformersDokument4 SeitenAsset: Optimisation Strategies For Large TransformersPanayiotis DemetriouNoch keine Bewertungen
- R G Del Villar Development of A Softsensor ForDokument18 SeitenR G Del Villar Development of A Softsensor Formohammadrezafarzi79Noch keine Bewertungen
- Journal 3Dokument5 SeitenJournal 3mohammedsameera.me25Noch keine Bewertungen
- To The Question of Automation of The Injection MolDokument4 SeitenTo The Question of Automation of The Injection MolnhatninhNoch keine Bewertungen
- Classification of Wear State For A Positive Displacement Pump Using Deep Machine LearningDokument19 SeitenClassification of Wear State For A Positive Displacement Pump Using Deep Machine LearningScience DirectNoch keine Bewertungen
- Model-Based Fault Detection Method For Coil BurnouDokument18 SeitenModel-Based Fault Detection Method For Coil BurnouSai Aung KhamNoch keine Bewertungen
- (Cybernetics and Information Technologies) Intelligent Methods For Process Control and Diagnostics of A Mill Fan SystemDokument10 Seiten(Cybernetics and Information Technologies) Intelligent Methods For Process Control and Diagnostics of A Mill Fan SystemMochamad TholenkNoch keine Bewertungen
- Energies 12 00953Dokument18 SeitenEnergies 12 00953Giovanni EsguerraNoch keine Bewertungen
- PPChem 2012 14 04 244-248 PCIS BangkokDokument6 SeitenPPChem 2012 14 04 244-248 PCIS Bangkokhassan aliNoch keine Bewertungen
- Condition-Based Maintenance: Model vs. Statistics A Performance ComparisonDokument7 SeitenCondition-Based Maintenance: Model vs. Statistics A Performance ComparisonLourds Egúsquiza EscuderoNoch keine Bewertungen
- Practical Control of Electric Machines: Model-Based Design and SimulationVon EverandPractical Control of Electric Machines: Model-Based Design and SimulationNoch keine Bewertungen
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationVon EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNoch keine Bewertungen
- Mathematical Tripos: IA Vectors & MatricesDokument148 SeitenMathematical Tripos: IA Vectors & MatricesAkindolu Dada100% (1)
- Tier 4 Entry Clearance FlowchartDokument1 SeiteTier 4 Entry Clearance FlowchartAkindolu DadaNoch keine Bewertungen
- Conduction of Heat in SolidsDokument518 SeitenConduction of Heat in SolidsAkindolu DadaNoch keine Bewertungen
- Conduction of Heat in SolidsDokument518 SeitenConduction of Heat in SolidsAkindolu DadaNoch keine Bewertungen
- December 08Dokument3 SeitenDecember 08Akindolu DadaNoch keine Bewertungen
- Weber Patrick Rep TDokument14 SeitenWeber Patrick Rep TAkindolu DadaNoch keine Bewertungen
- ISO Complete Family by Year in EXCELDokument99 SeitenISO Complete Family by Year in EXCELAkindolu Dada0% (1)
- Component Model-Based Condition Monitoring of A Gas Turbine: E. A. Ogbonnaya, K. T. Johnson, H. U. Ugwu and C. U. OrjiDokument10 SeitenComponent Model-Based Condition Monitoring of A Gas Turbine: E. A. Ogbonnaya, K. T. Johnson, H. U. Ugwu and C. U. OrjiAkindolu DadaNoch keine Bewertungen
- Performance Monitoring For Gas TurbinesDokument11 SeitenPerformance Monitoring For Gas TurbinesAkindolu DadaNoch keine Bewertungen
- National Technical University of AthensDokument33 SeitenNational Technical University of AthensAkindolu DadaNoch keine Bewertungen
- Artificial Neural Network Predictive Modeling of Uncoated Carbide Tool Wear When Turning NST 37.2 SteelDokument11 SeitenArtificial Neural Network Predictive Modeling of Uncoated Carbide Tool Wear When Turning NST 37.2 SteelAkindolu DadaNoch keine Bewertungen
- Wear Particle Classifier System Based On An Artificial Neural NetworkDokument6 SeitenWear Particle Classifier System Based On An Artificial Neural NetworkAkindolu DadaNoch keine Bewertungen
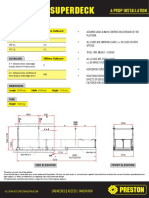
- SuperDeck All ModelsDokument12 SeitenSuperDeck All Modelsarthur chungNoch keine Bewertungen
- Jaap's Puzzle PageDokument1 SeiteJaap's Puzzle PagePhilippe DenielNoch keine Bewertungen
- Game TheoryDokument13 SeitenGame TheoryPriyanka ChaurasiyaNoch keine Bewertungen
- 11Dokument47 Seiten11Felipe Retamal100% (1)
- 0625 w16 Ms 33Dokument10 Seiten0625 w16 Ms 33yuke kristinaNoch keine Bewertungen
- Dh-Ipc-Hdw8341X-3D-S2: 3Mp Wizmind Dual-Lens Network CameraDokument3 SeitenDh-Ipc-Hdw8341X-3D-S2: 3Mp Wizmind Dual-Lens Network CameraSteve CheaNoch keine Bewertungen
- Konfigurimi 02 - SkylightDokument3 SeitenKonfigurimi 02 - Skylightismet mehmetiNoch keine Bewertungen
- Chapter 9 Deflections of Beams: X Axis and The Tangent To The DeflectionDokument5 SeitenChapter 9 Deflections of Beams: X Axis and The Tangent To The DeflectionRimon GawandeNoch keine Bewertungen
- Calibration Procedure On ML-D5, D6 (ZERO-SPAN Adjustment)Dokument2 SeitenCalibration Procedure On ML-D5, D6 (ZERO-SPAN Adjustment)Haytham RedaNoch keine Bewertungen
- 16 Astral - Pool Heating 2008Dokument38 Seiten16 Astral - Pool Heating 2008drožmanićNoch keine Bewertungen
- Relayoperationprinciples 141126065914 Conversion Gate01Dokument43 SeitenRelayoperationprinciples 141126065914 Conversion Gate01kenlavie2Noch keine Bewertungen
- Catalogue Solid Core PDFDokument16 SeitenCatalogue Solid Core PDFdangodNoch keine Bewertungen
- An Ecient Uniform-Cost Normalized Edit Distance AlgorithmDokument12 SeitenAn Ecient Uniform-Cost Normalized Edit Distance Algorithmanon-75650Noch keine Bewertungen
- Sony SDM-N50R PDFDokument76 SeitenSony SDM-N50R PDFFöldi BélaNoch keine Bewertungen
- Electrical Submersible Pump HandbookDokument67 SeitenElectrical Submersible Pump HandbookAnonymous Xy309m9Sm9Noch keine Bewertungen
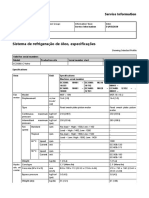
- Sistema de Refrigeração de Óleo, EspecificaçõesDokument2 SeitenSistema de Refrigeração de Óleo, EspecificaçõesAlexandreNoch keine Bewertungen
- Mozart Symphony 6 TimpaniDokument2 SeitenMozart Symphony 6 Timpaniגיל עברוןNoch keine Bewertungen
- Chapter Test 2nd Quarter.Dokument5 SeitenChapter Test 2nd Quarter.Roziel MontalbanNoch keine Bewertungen
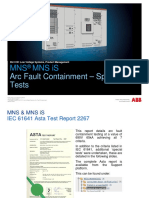
- ABB MNS IAC Additional Test ReportDokument14 SeitenABB MNS IAC Additional Test ReportSheik100% (1)
- Mechanical Damage and Fatigue Assessment of Dented Pipelines Using FeaDokument10 SeitenMechanical Damage and Fatigue Assessment of Dented Pipelines Using FeaVitor lopesNoch keine Bewertungen
- Manual HoneywellDokument36 SeitenManual HoneywellVicente RodriguezNoch keine Bewertungen
- TractionDokument26 SeitenTractionYogesh GurjarNoch keine Bewertungen
- BS DanielDokument6 SeitenBS Danielsandy30694Noch keine Bewertungen
- Transportation ProblemDokument3 SeitenTransportation ProblemSalilNoch keine Bewertungen
- State-Of-The-Art of Battery State-Of-Charge DeterminationDokument19 SeitenState-Of-The-Art of Battery State-Of-Charge Determinationyasvanthkumar sNoch keine Bewertungen