Das könnte Ihnen auch gefallen
- Bosch Motronic MEDokument60 SeitenBosch Motronic MErzoly75% (4)
- Research Article Ethanolysis of Jatropha Oil and Process OptimizationDokument6 SeitenResearch Article Ethanolysis of Jatropha Oil and Process OptimizationCurtis SantosNoch keine Bewertungen
- Passion Fruit Seed Oil As Alternative Feedstock For Biodiesel Production Via TransesterificationDokument4 SeitenPassion Fruit Seed Oil As Alternative Feedstock For Biodiesel Production Via TransesterificationSEP-PublisherNoch keine Bewertungen
- Transesterification of Neat and Used Frying Oil: Optimization For Biodiesel ProductionDokument8 SeitenTransesterification of Neat and Used Frying Oil: Optimization For Biodiesel ProductionCristiNoch keine Bewertungen
- Biodiesel Production by Enzymatic Transesterification of Papaya Seed Oil and Rambutan Seed OilDokument5 SeitenBiodiesel Production by Enzymatic Transesterification of Papaya Seed Oil and Rambutan Seed OilNilmar NasaanNoch keine Bewertungen
- 1084 2283 1 SMDokument6 Seiten1084 2283 1 SMruliNoch keine Bewertungen
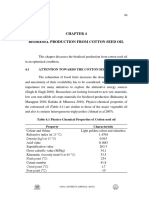
- Biodiesel Extraction From Cotton Seed OilDokument12 SeitenBiodiesel Extraction From Cotton Seed OilShashank PathakNoch keine Bewertungen
- Parameters in Transesterification ReactionsDokument6 SeitenParameters in Transesterification Reactionsniquee9nerNoch keine Bewertungen
- Non-Edible Oil of Cerbera Manghas L. Seed From Seram Island - Maluku As Oil Source of Biodiesel ProductionDokument16 SeitenNon-Edible Oil of Cerbera Manghas L. Seed From Seram Island - Maluku As Oil Source of Biodiesel Productioncyndy afrilaNoch keine Bewertungen
- Transesterifikasi Menggunakan NaOHDokument12 SeitenTransesterifikasi Menggunakan NaOHDanar AdityaNoch keine Bewertungen
- Production of Sunflower Oil Methyl Esters by Optimized Alkali-Catalyzed MethanolysisDokument4 SeitenProduction of Sunflower Oil Methyl Esters by Optimized Alkali-Catalyzed MethanolysisMáximo Décimo MeridioNoch keine Bewertungen
- Attacus Ricinii (Eri) Pupae Oil As An Alternative Feedstock For The Production of BiofuelDokument3 SeitenAttacus Ricinii (Eri) Pupae Oil As An Alternative Feedstock For The Production of BiofuelWARP-World Academy of Research and PublicationNoch keine Bewertungen
- Isopropanolysis of Cottonseed Oil To Biodiesel Via Potassium Hydroxide CatalystDokument6 SeitenIsopropanolysis of Cottonseed Oil To Biodiesel Via Potassium Hydroxide CatalystPim NavaNoch keine Bewertungen
- Formulation of Trans-Free Margarines Using Hydrogenated and Interesterified Palm OleinDokument7 SeitenFormulation of Trans-Free Margarines Using Hydrogenated and Interesterified Palm OleinNicolas BenavidezNoch keine Bewertungen
- 1 PB PDFDokument6 Seiten1 PB PDFyigeNoch keine Bewertungen
- Optimization of The Production of Ethyl Esters by Ultrasound Assisted Reaction of Soybean Oil and EthanolDokument6 SeitenOptimization of The Production of Ethyl Esters by Ultrasound Assisted Reaction of Soybean Oil and EthanolMuhammad WahyudiNoch keine Bewertungen
- Transesterification For The Preparation of Biodies PDFDokument6 SeitenTransesterification For The Preparation of Biodies PDFmelvin ekboteNoch keine Bewertungen
- What Is Biodiesel ?Dokument18 SeitenWhat Is Biodiesel ?yogendra sahuNoch keine Bewertungen
- Methanolysis of Triglycerides Using Jatropha Oil and Koh CatalystDokument9 SeitenMethanolysis of Triglycerides Using Jatropha Oil and Koh Catalysttoesin1Noch keine Bewertungen
- Production and Characterization of Biodiesel Using Palm Kernel OilDokument8 SeitenProduction and Characterization of Biodiesel Using Palm Kernel OilAyaokpo ZibaboNoch keine Bewertungen
- Macauba - Promising Substrate For Crude Oil & BiodieselDokument8 SeitenMacauba - Promising Substrate For Crude Oil & BiodieselJoseph RodriguesNoch keine Bewertungen
- Transesterification of Canola Oil in Mixed Methanol - Ethanol System and Use of Esters As Lubricity AdditiveDokument7 SeitenTransesterification of Canola Oil in Mixed Methanol - Ethanol System and Use of Esters As Lubricity AdditiveShahabuddin Suzan100% (1)
- Sust Studies 1Dokument8 SeitenSust Studies 1Mohammad Rakib UddinNoch keine Bewertungen
- Eng-Investigation On Biofuel Production Using Two-Ayoola AyodejiDokument6 SeitenEng-Investigation On Biofuel Production Using Two-Ayoola AyodejiImpact JournalsNoch keine Bewertungen
- OutDokument7 SeitenOutIzzatisaharNoch keine Bewertungen
- Process Simulation of Glycerol Production From CorDokument5 SeitenProcess Simulation of Glycerol Production From CorBagus Dina AkadahNoch keine Bewertungen
- Refinacao Oleo CruDokument7 SeitenRefinacao Oleo CruCésar AlbuquerqueNoch keine Bewertungen
- Biodiseal Cooked OilDokument4 SeitenBiodiseal Cooked OildineshlathiaNoch keine Bewertungen
- Engineering Journal Biodiesel Production by Using CaO-Al2O3 Nano CatalystDokument7 SeitenEngineering Journal Biodiesel Production by Using CaO-Al2O3 Nano CatalystEngineering JournalNoch keine Bewertungen
- Manuscript AguacateDokument27 SeitenManuscript AguacateLoredana Veronica ZalischiNoch keine Bewertungen
- The Optimization of The Esterification Reaction in BiodieselDokument12 SeitenThe Optimization of The Esterification Reaction in BiodieselPablo PaganiNoch keine Bewertungen
- Transesterification and Physical Properties of Fatty Acid Methyl Ester From Rubber Seed Oil.Dokument7 SeitenTransesterification and Physical Properties of Fatty Acid Methyl Ester From Rubber Seed Oil.hanifahNoch keine Bewertungen
- Kinetic Study of Methanolysis of Jatropha Curcas-Waste Food Oil MixtureDokument10 SeitenKinetic Study of Methanolysis of Jatropha Curcas-Waste Food Oil MixtureCeciNoch keine Bewertungen
- 931-Article Text-1480-1-10-20160816Dokument6 Seiten931-Article Text-1480-1-10-20160816TB Didi SupriadiNoch keine Bewertungen
- Physico-Chemical Characterization of Algal Oil - Kumar-2011 PDFDokument5 SeitenPhysico-Chemical Characterization of Algal Oil - Kumar-2011 PDFrinkanNoch keine Bewertungen
- Groundnut Oil Fatty Acid CompositionDokument5 SeitenGroundnut Oil Fatty Acid CompositionAtul MittalNoch keine Bewertungen
- Biolubricant Synthesis From Waste Cooking Oil Via Enzymatic Hydrolysis Followed by Chemical EsterificationDokument6 SeitenBiolubricant Synthesis From Waste Cooking Oil Via Enzymatic Hydrolysis Followed by Chemical EsterificationLeonardo IndraNoch keine Bewertungen
- Biodiesel Production From Waste Oil Feedstocks by Solid Acid CatalysisDokument7 SeitenBiodiesel Production From Waste Oil Feedstocks by Solid Acid CatalysisThói ĐờiNoch keine Bewertungen
- Ch. IIDokument10 SeitenCh. IIhalloifNoch keine Bewertungen
- Production of Biodiesel Using Rubber (He 6ea Brasiliensis (Kunth. Muell.) ) Seed OilDokument6 SeitenProduction of Biodiesel Using Rubber (He 6ea Brasiliensis (Kunth. Muell.) ) Seed OilTwushsfNoch keine Bewertungen
- Biodiesel From Coffee BeansDokument7 SeitenBiodiesel From Coffee BeansLexis NkwawoNoch keine Bewertungen
- 2009 Tint Tint Kywe - Production of Biodiesel From Jatropha Oil. - IntroducciionDokument7 Seiten2009 Tint Tint Kywe - Production of Biodiesel From Jatropha Oil. - IntroducciionArceo A HenryNoch keine Bewertungen
- Siew Hoong Shuit, Keat Teong Lee, Azlina Harun Kamaruddin, Suzana YusupDokument4 SeitenSiew Hoong Shuit, Keat Teong Lee, Azlina Harun Kamaruddin, Suzana YusupAsri GaniNoch keine Bewertungen
- Santos 2010Dokument5 SeitenSantos 2010bcherejiNoch keine Bewertungen
- Synthesis of Biolubricants From Non Edible OilsDokument5 SeitenSynthesis of Biolubricants From Non Edible OilsAnonymous kw8Yrp0R5rNoch keine Bewertungen
- Ghosh17jos - Copiar PDFDokument10 SeitenGhosh17jos - Copiar PDFELFER OBISPO GAVINONoch keine Bewertungen
- Effects of Water On Biodiesel Fuel Production by Supercritical Methanol TreatmentDokument7 SeitenEffects of Water On Biodiesel Fuel Production by Supercritical Methanol TreatmentflaysnerNoch keine Bewertungen
- CottonOilGCMS PDFDokument12 SeitenCottonOilGCMS PDFakshit patidarNoch keine Bewertungen
- Bioresource Technology: M.A. Olutoye, B.H. HameedDokument6 SeitenBioresource Technology: M.A. Olutoye, B.H. Hameedrow4rexNoch keine Bewertungen
- Group 4 ManuscriptDokument547 SeitenGroup 4 ManuscriptaibbycatalanNoch keine Bewertungen
- Fatty Acids, Metal Composition and Physico-Chemical Parameters of Igbemo Ekiti Rice Bran Oil OkDokument8 SeitenFatty Acids, Metal Composition and Physico-Chemical Parameters of Igbemo Ekiti Rice Bran Oil OkI Wayan Rai Widarta, S.TP., M.Si.Noch keine Bewertungen
- Biodiesel Fuel Production by Methanolysis of Fish Oil Derived From The Discarded Parts of Marine FishDokument6 SeitenBiodiesel Fuel Production by Methanolysis of Fish Oil Derived From The Discarded Parts of Marine FishAswin Lorenzo GultomNoch keine Bewertungen
- 3 Preparation and CharactersationDokument26 Seiten3 Preparation and Charactersationsindhnayak48Noch keine Bewertungen
- Comparative Study of Storage Stability in Virgin Coconut Oil and Extra Virgin Olive Oil Upon Thermal TreatDokument12 SeitenComparative Study of Storage Stability in Virgin Coconut Oil and Extra Virgin Olive Oil Upon Thermal TreatJuan Fernando GuerreroNoch keine Bewertungen
- (167 174) V8N8CTDokument8 Seiten(167 174) V8N8CTAndri TogapNoch keine Bewertungen
- Analysis PF Bio Diesel ProductionDokument8 SeitenAnalysis PF Bio Diesel ProductionJATIN DALMIANoch keine Bewertungen
- Pembuatan Biodiesel Dari Biji Nyamplung (The Manufacture of Biodiesel From Nyamplung Seed)Dokument16 SeitenPembuatan Biodiesel Dari Biji Nyamplung (The Manufacture of Biodiesel From Nyamplung Seed)PutriNoch keine Bewertungen
- Conversion of Waste Cooking Oil Into BiodieselDokument48 SeitenConversion of Waste Cooking Oil Into BiodieselMUHAMMAD ADNANNoch keine Bewertungen
- Pembuatan Biodiesel Dari Biji Kemiri Sunan Aleurites TrispermaDokument9 SeitenPembuatan Biodiesel Dari Biji Kemiri Sunan Aleurites TrispermaFadhil Rifqi PratamaNoch keine Bewertungen
- 1 PBDokument8 Seiten1 PBCahyaniNoch keine Bewertungen
- Trait-Modified Oils in FoodsVon EverandTrait-Modified Oils in FoodsFrank T. OrthoeferNoch keine Bewertungen
- Fischer-Tropsch Principles of Co-Hydrogenation On Iron CatalystsDokument2 SeitenFischer-Tropsch Principles of Co-Hydrogenation On Iron Catalystsa_minisoft2005Noch keine Bewertungen
- Autar Kaw: Gaussian EliminationDokument27 SeitenAutar Kaw: Gaussian Eliminationa_minisoft2005Noch keine Bewertungen
- A Simple Embedding Method For Solving Partial Differential Equations On SurfacesDokument28 SeitenA Simple Embedding Method For Solving Partial Differential Equations On Surfacesa_minisoft2005Noch keine Bewertungen
- Blood Flow - MatlabDokument6 SeitenBlood Flow - Matlaba_minisoft2005Noch keine Bewertungen
- A Review On Coal-To-Liquid Fuels and Its Coal Consumption: Mikael Ho o K and Kjell AleklettDokument17 SeitenA Review On Coal-To-Liquid Fuels and Its Coal Consumption: Mikael Ho o K and Kjell Alekletta_minisoft2005Noch keine Bewertungen
- Exploring New Dimensions in Cardiovascular Flow and Motion: Application of Bloch NMR Flow Equations, Bessel and Spherical Harmonic FunctionsDokument2 SeitenExploring New Dimensions in Cardiovascular Flow and Motion: Application of Bloch NMR Flow Equations, Bessel and Spherical Harmonic Functionsa_minisoft2005Noch keine Bewertungen
- Training Needs of Construction Site Managers: K.T. Odusami, O.S. Oyediran and A.O. OseniDokument9 SeitenTraining Needs of Construction Site Managers: K.T. Odusami, O.S. Oyediran and A.O. Osenia_minisoft2005Noch keine Bewertungen
- MATLAB Animation IIDokument8 SeitenMATLAB Animation IIa_minisoft2005Noch keine Bewertungen
- Designed To Fail? Nigeria'S Quest For BiofuelDokument15 SeitenDesigned To Fail? Nigeria'S Quest For Biofuela_minisoft2005Noch keine Bewertungen
- Izah and OhimainDokument13 SeitenIzah and Ohimaina_minisoft2005Noch keine Bewertungen
- 242 27EUPVS Fthenakis SunPower 6CV.4.14Dokument6 Seiten242 27EUPVS Fthenakis SunPower 6CV.4.14a_minisoft2005Noch keine Bewertungen
- 1.isca RJCS 2012 060Dokument6 Seiten1.isca RJCS 2012 060a_minisoft2005Noch keine Bewertungen
- LO - SCI 3530 Numerical Methods For Partial Differential EquationsDokument3 SeitenLO - SCI 3530 Numerical Methods For Partial Differential Equationsa_minisoft2005Noch keine Bewertungen
- Abandonment of Construction Projects in NigeriaDokument4 SeitenAbandonment of Construction Projects in Nigeriaa_minisoft2005Noch keine Bewertungen
- Design and Construction of Piston-Type Briquetting Machine Using Municipal Solid Waste by Egwu Thomas Chuks, PGD August, 2007Dokument8 SeitenDesign and Construction of Piston-Type Briquetting Machine Using Municipal Solid Waste by Egwu Thomas Chuks, PGD August, 2007a_minisoft2005Noch keine Bewertungen
- Guidelines For Seminar PresentationsDokument3 SeitenGuidelines For Seminar Presentationsa_minisoft2005Noch keine Bewertungen
- Pipeline Emergencies - 3e - WcoverDokument246 SeitenPipeline Emergencies - 3e - WcoverSergio Eligio Sánchez CruzNoch keine Bewertungen
- PSG 2019Dokument416 SeitenPSG 2019Ratnin PanityingNoch keine Bewertungen
- Technos/Citizen Quartz Navihawk - Instruction Manual Ctz-d6758Dokument17 SeitenTechnos/Citizen Quartz Navihawk - Instruction Manual Ctz-d6758Paulo Faustini Jr100% (2)
- Exxon Mobil Corporation (XOM) - Financial and Strategic Analysis ReviewDokument45 SeitenExxon Mobil Corporation (XOM) - Financial and Strategic Analysis ReviewAwais Ishtiaq Malik100% (1)
- 100 Miles Per Gallon of GasDokument7 Seiten100 Miles Per Gallon of GasGlen YNoch keine Bewertungen
- Unit IV MCQDokument14 SeitenUnit IV MCQArun PatilNoch keine Bewertungen
- Sop For H2 and Co2 Charging: Standard Operating ProcedureDokument9 SeitenSop For H2 and Co2 Charging: Standard Operating ProceduresambhuNoch keine Bewertungen
- WV90S111GBDokument3 SeitenWV90S111GBAlexanderNoch keine Bewertungen
- Global Fuel Additives - Market Analysis and Opportunities PDFDokument4 SeitenGlobal Fuel Additives - Market Analysis and Opportunities PDFKishore JohnNoch keine Bewertungen
- JIG Learning From Others LFO Pack 22 Final EN1 PDFDokument13 SeitenJIG Learning From Others LFO Pack 22 Final EN1 PDFPratiek RaulNoch keine Bewertungen
- BSJ Fishing vs. MoralesDokument3 SeitenBSJ Fishing vs. MoralesPrecious Anne50% (2)
- DR FCC PDFDokument7 SeitenDR FCC PDFAle SanzNoch keine Bewertungen
- ZockletDokument104 SeitenZockletshawnNoch keine Bewertungen
- Data Diri Anggota Pertamina SurabayaDokument2 SeitenData Diri Anggota Pertamina Surabayaaang anggaraNoch keine Bewertungen
- Ic Engines PDFDokument18 SeitenIc Engines PDFChaitanya Kishore ChitikenaNoch keine Bewertungen
- Onshore PDFDokument2 SeitenOnshore PDFArjun Chitradurga RamachandraRaoNoch keine Bewertungen
- 272 02enDokument44 Seiten272 02enFirda FitriaNoch keine Bewertungen
- Ñero May 2020Dokument24 SeitenÑero May 2020Student NurseNoch keine Bewertungen
- Common Rail Injection System Pressure ControlDokument3 SeitenCommon Rail Injection System Pressure ControlSilvio MadetyNoch keine Bewertungen
- CHE 305 - Gas Power CycleDokument22 SeitenCHE 305 - Gas Power Cycleannie bungisngisNoch keine Bewertungen
- Catálog de Peçasa Plataforma Genie Z-80Dokument356 SeitenCatálog de Peçasa Plataforma Genie Z-80Eliel Ferreira JuniorNoch keine Bewertungen
- Ranger 700: SANDVIK TAMROCK Reserves The Right To Change This Specification Without Further NoticeDokument5 SeitenRanger 700: SANDVIK TAMROCK Reserves The Right To Change This Specification Without Further NoticeJesusFloresRodriguez100% (1)
- 3 - MeroxDokument22 Seiten3 - MeroxAn Lê TrườngNoch keine Bewertungen
- Nandipur Power ProjectDokument10 SeitenNandipur Power ProjectMuhammad MubeenNoch keine Bewertungen
- Applied Energy: David Chiaramonti, Andrea Maria Rizzo, Adriano Spadi, Matteo Prussi, Giovanni Riccio, Francesco MartelliDokument8 SeitenApplied Energy: David Chiaramonti, Andrea Maria Rizzo, Adriano Spadi, Matteo Prussi, Giovanni Riccio, Francesco MartelliSubhadip DasNoch keine Bewertungen
- Vent and DrainDokument2 SeitenVent and DrainBinodh DanielNoch keine Bewertungen
- Worldwide Winter Diesel Fuel Quality Survey 2014: Performance You Can Rely OnDokument18 SeitenWorldwide Winter Diesel Fuel Quality Survey 2014: Performance You Can Rely OnJahmia CoralieNoch keine Bewertungen
- Hydrocarbon Processing: Deep Water FLNGDokument1 SeiteHydrocarbon Processing: Deep Water FLNGnirmal_subudhiNoch keine Bewertungen
- Safety QuestionsDokument6 SeitenSafety QuestionsBikas SahaNoch keine Bewertungen