Das könnte Ihnen auch gefallen
- Resolución No. 064 Del 28 de Febrero de 2024Dokument3 SeitenResolución No. 064 Del 28 de Febrero de 2024La Silla VacíaNoch keine Bewertungen
- Paladar Negro VialeDokument8 SeitenPaladar Negro VialeMaria Emilia MarozziNoch keine Bewertungen
- Trabajo Práctico Biología JJDokument2 SeitenTrabajo Práctico Biología JJCuenta para Standoff 2Noch keine Bewertungen
- La Entrevista Grupal: Herramientas de La Metodología Cualitativa de InvestigaciónDokument1 SeiteLa Entrevista Grupal: Herramientas de La Metodología Cualitativa de InvestigaciónPaolaNoch keine Bewertungen
- Cuestionario para Estudio de Gel AntibacterialDokument2 SeitenCuestionario para Estudio de Gel AntibacterialAndrea Saray100% (1)
- Mapa Conceptual Superintendencia de Bancos y Economia Popular y SDokument3 SeitenMapa Conceptual Superintendencia de Bancos y Economia Popular y SSONIA MENESESNoch keine Bewertungen
- Nap Secundaria Música PDFDokument9 SeitenNap Secundaria Música PDFDamianNoch keine Bewertungen
- Revista Caritas Veritatis No. 2 (3) EDokument372 SeitenRevista Caritas Veritatis No. 2 (3) ESharanth Kirhé SánchezNoch keine Bewertungen
- Cara SenalesDokument26 SeitenCara SenalesFelipe Picard GaticaNoch keine Bewertungen
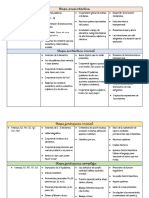
- Unidad 2. FUNDAMENTOS DEL COMERCIO INTERNACIONALDokument41 SeitenUnidad 2. FUNDAMENTOS DEL COMERCIO INTERNACIONALGerman Javier Bulnes ZunigaNoch keine Bewertungen
- Síntesis Del Libro Las Buenas Conciencias de Carlos FuentesDokument3 SeitenSíntesis Del Libro Las Buenas Conciencias de Carlos FuentesjesusNoch keine Bewertungen
- Matriz Evaluacion Orlando YujraDokument11 SeitenMatriz Evaluacion Orlando Yujraanon_183088311Noch keine Bewertungen
- Desarrollo LinguisticoDokument5 SeitenDesarrollo Linguisticolakld ksdjjlkNoch keine Bewertungen
- Legalización de La MaríhuanaDokument23 SeitenLegalización de La MaríhuanaLuis Roman50% (2)
- Trabajo - Juego de La CervezaDokument22 SeitenTrabajo - Juego de La CervezaMark AnthonyNoch keine Bewertungen
- Poesía de HolderlinDokument27 SeitenPoesía de HolderlinDANIEL ALEJANDRO CENDALES MARTINEZ100% (1)
- Actividad 2 U3 Aportaciones de Max WeberDokument2 SeitenActividad 2 U3 Aportaciones de Max Weberpaola Michelle Perez MedellinNoch keine Bewertungen
- PROCESOSDokument18 SeitenPROCESOSGuisel Miranda RocaNoch keine Bewertungen
- Derivada Direccional y GradienteDokument12 SeitenDerivada Direccional y GradienteLuis MalaverNoch keine Bewertungen
- Ciudadanos Imaginarios Memorial de Los Afanes y Desventuras de La Virtud y La Apología Del Vicio Triunfante en La República MexicanaDokument2 SeitenCiudadanos Imaginarios Memorial de Los Afanes y Desventuras de La Virtud y La Apología Del Vicio Triunfante en La República MexicanaMartín BeltránNoch keine Bewertungen
- 1 Bachillerato HISTORIADokument8 Seiten1 Bachillerato HISTORIAJulio CastroNoch keine Bewertungen
- Preguntas Sobre KantDokument2 SeitenPreguntas Sobre KantMarcela RodriguezNoch keine Bewertungen
- Tema 4. Responsabilidad Internacional de Los Estados y Las Organizaciones InternacionalesDokument20 SeitenTema 4. Responsabilidad Internacional de Los Estados y Las Organizaciones InternacionalesLuzgaly Campo LòpezNoch keine Bewertungen
- El Fomento de Valores en Preescolar PDFDokument133 SeitenEl Fomento de Valores en Preescolar PDFdania MelchorNoch keine Bewertungen
- Com UniónDokument13 SeitenCom Uniónnatacha alarconNoch keine Bewertungen
- Ensayo Tema 2 ControlDokument3 SeitenEnsayo Tema 2 ControlJeremias Pineda RamosNoch keine Bewertungen
- Etapas de Desarrollo PsicosexualDokument5 SeitenEtapas de Desarrollo PsicosexualYeny Perez VidezNoch keine Bewertungen
- Resumen de Libro Renacer Del AlmaDokument2 SeitenResumen de Libro Renacer Del AlmaGerman Federico Luna0% (1)
- IntroducciónDokument35 SeitenIntroducciónCinthya MuñozNoch keine Bewertungen
- Maqquera KevinDokument10 SeitenMaqquera KevinKevin CarlosNoch keine Bewertungen