Das könnte Ihnen auch gefallen
- Wps PQR GuideDokument40 SeitenWps PQR GuideBalakumar100% (10)
- Asme Section IxDokument47 SeitenAsme Section Ixمحمودالوصيف100% (8)
- Weld Like a Pro: Beginning to Advanced TechniquesVon EverandWeld Like a Pro: Beginning to Advanced TechniquesBewertung: 4.5 von 5 Sternen4.5/5 (6)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantVon EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantBewertung: 3.5 von 5 Sternen3.5/5 (3)
- BS en 00480-2-2006Dokument14 SeitenBS en 00480-2-2006Shan Sandaruwan Abeywardene100% (1)
- Image Processing Math Prob1Dokument13 SeitenImage Processing Math Prob1MunmunNoch keine Bewertungen
- Asme 9 DatosDokument47 SeitenAsme 9 Datosvichu_villamarNoch keine Bewertungen
- Procedure Qualification Record (PQR)Dokument2 SeitenProcedure Qualification Record (PQR)Ankit KumarNoch keine Bewertungen
- Asme Sec 9Dokument12 SeitenAsme Sec 9ckkashyap0007Noch keine Bewertungen
- Asme Section IxDokument71 SeitenAsme Section Ixranjitkumar1977100% (2)
- Q210 Welding of Power PipingDokument7 SeitenQ210 Welding of Power Pipingpragmatix100% (2)
- Asme 9 TipsDokument13 SeitenAsme 9 TipsnasrpkNoch keine Bewertungen
- Essential and Non-Essential Variables For WPS - PQRDokument4 SeitenEssential and Non-Essential Variables For WPS - PQRNatarajan MurugesanNoch keine Bewertungen
- 8 WeldingDokument43 Seiten8 WeldingLopez BetoNoch keine Bewertungen
- Procedure Qualification RecordDokument10 SeitenProcedure Qualification Recordlamia97Noch keine Bewertungen
- Welder Qualifications and The ASME CodeDokument2 SeitenWelder Qualifications and The ASME CodeWaqas WaqasNoch keine Bewertungen
- Boon Asme Ix NotesDokument31 SeitenBoon Asme Ix NotesPRAVEENNoch keine Bewertungen
- API - STD - 650 - 2020 - 13 TH Ed - WELDING PROCEDUREDokument3 SeitenAPI - STD - 650 - 2020 - 13 TH Ed - WELDING PROCEDUREsarlsnmplastNoch keine Bewertungen
- Asme Sec Ix - Short NotesDokument20 SeitenAsme Sec Ix - Short NotesParvee K NakwalNoch keine Bewertungen
- ASME IX ExplanationsDokument13 SeitenASME IX ExplanationsManju Juno100% (4)
- Asme 9Dokument11 SeitenAsme 9H_DEBIANENoch keine Bewertungen
- ASMEDokument20 SeitenASMENorazzah AbdullahNoch keine Bewertungen
- Asme Section II A Sa-234 Sa-234mDokument10 SeitenAsme Section II A Sa-234 Sa-234mAnonymous GhPzn1xNoch keine Bewertungen
- Asme Sec Ix - Short Notes ReferenceDokument29 SeitenAsme Sec Ix - Short Notes Referencekart_rl0% (1)
- Asme Sec Ix WPS PQRDokument41 SeitenAsme Sec Ix WPS PQRwentroprem100% (1)
- Welding Procedures and Welding Qualiy Control For PipingDokument18 SeitenWelding Procedures and Welding Qualiy Control For PipingImam BuchairiNoch keine Bewertungen
- M 102Dokument18 SeitenM 102Shankar GurusamyNoch keine Bewertungen
- Codes and StandardsDokument33 SeitenCodes and StandardsMohd AmaniNoch keine Bewertungen
- Welding Procedures and Welding Qualiy Control For PipingDokument17 SeitenWelding Procedures and Welding Qualiy Control For PipingImam BuchairiNoch keine Bewertungen
- 2-Asme BPVC Section Ix-2013Dokument2 Seiten2-Asme BPVC Section Ix-2013Reda ElsawyNoch keine Bewertungen
- Q100 General Welding RequirementsDokument13 SeitenQ100 General Welding Requirementspragmatix100% (1)
- Fabrication - Assembly & ErectionDokument83 SeitenFabrication - Assembly & ErectionRengga Andryastama100% (2)
- Welder and Procedure QualificationDokument26 SeitenWelder and Procedure Qualification'Izzad AfifNoch keine Bewertungen
- Welder and Procedure QualificationDokument25 SeitenWelder and Procedure QualificationRamón G. Pacheco100% (3)
- ASMEDokument1 SeiteASMEmuhammad chilmiNoch keine Bewertungen
- 6 Welding ProcedureDokument74 Seiten6 Welding Procedureadel100% (5)
- Ix+ 3. (WPQ) Welding Performance QualificationsDokument7 SeitenIx+ 3. (WPQ) Welding Performance QualificationsAMAL VISHNUNoch keine Bewertungen
- Welding Procedure SpecificationDokument30 SeitenWelding Procedure Specificationrahman196011100% (1)
- WpsDokument14 SeitenWpsstanley100% (1)
- STD Spec For Piping WeldingDokument14 SeitenSTD Spec For Piping WeldingknsaravanaNoch keine Bewertungen
- Understanding API 582 & PTS 30106018 - Metal WeldingDokument44 SeitenUnderstanding API 582 & PTS 30106018 - Metal Weldingrosli2503Noch keine Bewertungen
- Tank Welding Details1Dokument5 SeitenTank Welding Details1Dilip PatilNoch keine Bewertungen
- 0001 Lesson API-510Dokument26 Seiten0001 Lesson API-510erick CfNoch keine Bewertungen
- WELDINGDokument4 SeitenWELDINGArputharaj Maria LouisNoch keine Bewertungen
- SAIC-W-2006 Rev 0Dokument4 SeitenSAIC-W-2006 Rev 0philipyap100% (2)
- SISGuide WPS & PQTDokument11 SeitenSISGuide WPS & PQTjohnsonNoch keine Bewertungen
- Shortcut To A WPSDokument18 SeitenShortcut To A WPSCepi Sindang Kamulan100% (1)
- HFY-3800-0000-GEN-PD-0013 - 0 Welding and Welding Consumable Control Procedure-Code ADokument14 SeitenHFY-3800-0000-GEN-PD-0013 - 0 Welding and Welding Consumable Control Procedure-Code ANashaat DhyaaNoch keine Bewertungen
- PQRDokument4 SeitenPQRmoonstar_dmeNoch keine Bewertungen
- Welding Procedures and Welders QualificationDokument41 SeitenWelding Procedures and Welders QualificationDhayalan Nethiranantham100% (14)
- How to prepare Welding Procedures for Oil & Gas PipelinesVon EverandHow to prepare Welding Procedures for Oil & Gas PipelinesBewertung: 5 von 5 Sternen5/5 (1)
- Post Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&AVon EverandPost Weld Heat Treatment PWHT: Standards, Procedures, Applications, and Interview Q&ANoch keine Bewertungen
- Pipeline and Energy Plant Piping: Design and TechnologyVon EverandPipeline and Energy Plant Piping: Design and TechnologyBewertung: 5 von 5 Sternen5/5 (2)
- Spot Welding Interview Success: An Introduction to Spot WeldingVon EverandSpot Welding Interview Success: An Introduction to Spot WeldingNoch keine Bewertungen
- Sec-I 140Dokument1 SeiteSec-I 140Panchal ShaileshNoch keine Bewertungen
- Table Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Coiijt'D)Dokument1 SeiteTable Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Coiijt'D)Panchal ShaileshNoch keine Bewertungen
- Sec-I 139Dokument1 SeiteSec-I 139Panchal ShaileshNoch keine Bewertungen
- Sec-I 138Dokument1 SeiteSec-I 138Panchal ShaileshNoch keine Bewertungen
- Table Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Conrd)Dokument1 SeiteTable Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Conrd)Panchal ShaileshNoch keine Bewertungen
- Sec-I 136Dokument1 SeiteSec-I 136Panchal ShaileshNoch keine Bewertungen
- Table Pw-39 (Cont'D) Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and AttachmentsDokument1 SeiteTable Pw-39 (Cont'D) Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and AttachmentsPanchal ShaileshNoch keine Bewertungen
- Sec-I 133Dokument1 SeiteSec-I 133Panchal ShaileshNoch keine Bewertungen
- Sec-I 129Dokument1 SeiteSec-I 129Panchal ShaileshNoch keine Bewertungen
- Sec-I 130Dokument1 SeiteSec-I 130Panchal ShaileshNoch keine Bewertungen
- Sec-I 131Dokument1 SeiteSec-I 131Panchal ShaileshNoch keine Bewertungen
- Sec-I 132Dokument1 SeiteSec-I 132Panchal ShaileshNoch keine Bewertungen
- Sec-I 127Dokument1 SeiteSec-I 127Panchal ShaileshNoch keine Bewertungen
- Sec-I 128Dokument1 SeiteSec-I 128Panchal ShaileshNoch keine Bewertungen
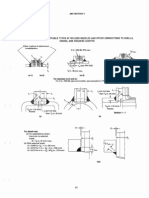
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Dokument1 SeiteFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Panchal ShaileshNoch keine Bewertungen
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Cot/Inections To Shells, Drums, and HeadersDokument1 SeiteFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Cot/Inections To Shells, Drums, and HeadersPanchal ShaileshNoch keine Bewertungen
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Co NT'D)Dokument1 SeiteFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Co NT'D)Panchal ShaileshNoch keine Bewertungen
- FIG. PW-19.4 (A) Some Acceptable Types of Diagonal Braces For Installation by WeldingDokument1 SeiteFIG. PW-19.4 (A) Some Acceptable Types of Diagonal Braces For Installation by WeldingPanchal ShaileshNoch keine Bewertungen
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Dokument1 SeiteFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Panchal ShaileshNoch keine Bewertungen
- Sec-I 121Dokument1 SeiteSec-I 121Panchal ShaileshNoch keine Bewertungen
- Sec-I 117Dokument1 SeiteSec-I 117Panchal ShaileshNoch keine Bewertungen
- Sec-I 119Dokument1 SeiteSec-I 119Panchal ShaileshNoch keine Bewertungen
- FIG. PW-15 Examples of Weld Strength Calculations: 2007 Section IDokument1 SeiteFIG. PW-15 Examples of Weld Strength Calculations: 2007 Section IPanchal ShaileshNoch keine Bewertungen
- Design: FIG. PW-9.1 Butt Welding of Plates of Unequal Thici NessDokument1 SeiteDesign: FIG. PW-9.1 Butt Welding of Plates of Unequal Thici NessPanchal ShaileshNoch keine Bewertungen
- Sec-I 113Dokument1 SeiteSec-I 113Panchal ShaileshNoch keine Bewertungen
- Sec-I 116Dokument1 SeiteSec-I 116Panchal ShaileshNoch keine Bewertungen
- Sec-I 114Dokument1 SeiteSec-I 114Panchal ShaileshNoch keine Bewertungen
- Sec-I 112Dokument1 SeiteSec-I 112Panchal ShaileshNoch keine Bewertungen
- Manufacturer'S Data Report Forms: 2007 Section IDokument1 SeiteManufacturer'S Data Report Forms: 2007 Section IPanchal ShaileshNoch keine Bewertungen
- Random Numbers in PythonDokument3 SeitenRandom Numbers in PythonShubham RawatNoch keine Bewertungen
- AlternatorDokument14 SeitenAlternatorTaraknath MukherjeeNoch keine Bewertungen
- Production of Hard Grade Bitumen For Using in High Modulus Asphalt ConcreteDokument18 SeitenProduction of Hard Grade Bitumen For Using in High Modulus Asphalt ConcretePanjiNoch keine Bewertungen
- Javascript Date ObjectDokument5 SeitenJavascript Date Objectshivi08Noch keine Bewertungen
- Central Tendency, Position, and VariationDokument37 SeitenCentral Tendency, Position, and VariationCeline Joy PolicarpioNoch keine Bewertungen
- PHASE TEST PHYSICS Fiitjee Class 8Dokument3 SeitenPHASE TEST PHYSICS Fiitjee Class 8SahejNoch keine Bewertungen
- Deflection of BeamsDokument109 SeitenDeflection of BeamsNadir Khattak Jr.100% (1)
- Elasticity Measurement of Local Taxes and Charges in Forecast of Own-Source Revenue (PAD) of Provincial Government in IndonesiaDokument27 SeitenElasticity Measurement of Local Taxes and Charges in Forecast of Own-Source Revenue (PAD) of Provincial Government in Indonesiaayu desiNoch keine Bewertungen
- Silvaco ATHENA Description 1 PDFDokument18 SeitenSilvaco ATHENA Description 1 PDFRahul JaiswalNoch keine Bewertungen
- KippZonen Manual Datalogger COMBILOG1022 V104 PDFDokument173 SeitenKippZonen Manual Datalogger COMBILOG1022 V104 PDFHaimeNoch keine Bewertungen
- Experiment - 1: Aim: Create Webpage Using HTML Form To Demonstrate Student Information FormDokument29 SeitenExperiment - 1: Aim: Create Webpage Using HTML Form To Demonstrate Student Information FormModi rutvikNoch keine Bewertungen
- About The MS Regression ModelsDokument17 SeitenAbout The MS Regression ModelsLars LarsonNoch keine Bewertungen
- Wrong Number Series 23 June by Aashish AroraDokument53 SeitenWrong Number Series 23 June by Aashish AroraSaurabh KatiyarNoch keine Bewertungen
- MT-LXX Parallel Manual PDFDokument120 SeitenMT-LXX Parallel Manual PDFJunior Alexander Rodriguez Rodriguez0% (1)
- Conectar A BD en SeleniumDokument4 SeitenConectar A BD en SeleniumCristhian Andrés GonzálezNoch keine Bewertungen
- Calibar Plate3Dokument10 SeitenCalibar Plate3Gerald FernandezNoch keine Bewertungen
- A Deep Dive Into The Latest HPC SoftwareDokument38 SeitenA Deep Dive Into The Latest HPC SoftwareSundar NilNoch keine Bewertungen
- Biology Paper 6 NotesDokument5 SeitenBiology Paper 6 NotesbNoch keine Bewertungen
- Supercritical CO2: Properties and Technological Applications - A ReviewDokument38 SeitenSupercritical CO2: Properties and Technological Applications - A ReviewXuân ĐứcNoch keine Bewertungen
- Amta5 8 Applying Tungsten Inert Gas Tig Welding TechniquesDokument115 SeitenAmta5 8 Applying Tungsten Inert Gas Tig Welding TechniquesAbu RectifyNoch keine Bewertungen
- Contoh SRSDokument46 SeitenContoh SRSFatur RachmanNoch keine Bewertungen
- Zipato MQTTCloudDokument34 SeitenZipato MQTTClouddensasNoch keine Bewertungen
- 2-Way Doherty Amplifier With BLF888ADokument27 Seiten2-Way Doherty Amplifier With BLF888AerdemsecenNoch keine Bewertungen
- Electricity: ElectromagnetsDokument17 SeitenElectricity: ElectromagnetsAyushJaiswalNoch keine Bewertungen
- Vinco Lesson Plan CO2 2022 EditedDokument8 SeitenVinco Lesson Plan CO2 2022 EditedAdrianalover RescofanaticsNoch keine Bewertungen
- Red Bin Analysis PDF Notes - 10020477 - 2023 - 10 - 13 - 09 - 28Dokument7 SeitenRed Bin Analysis PDF Notes - 10020477 - 2023 - 10 - 13 - 09 - 28Sameer SutarNoch keine Bewertungen
- Calibration of The Continuous Surface Cap Model For ConcreteDokument19 SeitenCalibration of The Continuous Surface Cap Model For ConcreteAbhijit KulkarniNoch keine Bewertungen