Das könnte Ihnen auch gefallen
- Mathur - How To Time EventsDokument370 SeitenMathur - How To Time EventsVIJAY90% (29)
- The Disinformation PlaybookDokument7 SeitenThe Disinformation PlaybookEzhil KumarNoch keine Bewertungen
- Springer Text Books: S.No. Book Title Author Edition OpenurlDokument21 SeitenSpringer Text Books: S.No. Book Title Author Edition OpenurlGustavo ReyesNoch keine Bewertungen
- Mathur - How To Time EventsDokument370 SeitenMathur - How To Time EventsVIJAY90% (29)
- E-Auction Notice For Auction Sale of Immovable Properties With T&C For WebsiteDokument15 SeitenE-Auction Notice For Auction Sale of Immovable Properties With T&C For WebsiteEzhil KumarNoch keine Bewertungen
- Polyhydron Check ValveDokument2 SeitenPolyhydron Check ValveEzhil KumarNoch keine Bewertungen
- EIC E 1001 0 DSG 01 Series Direction Control Valve PDFDokument12 SeitenEIC E 1001 0 DSG 01 Series Direction Control Valve PDFmaherNoch keine Bewertungen
- TC 513Dokument25 SeitenTC 513MuthuRaj TcsNoch keine Bewertungen
- 2-Latest EIC-E-1002-0 (DSG-03 Series Solenoid Operated Directional Valves)Dokument12 Seiten2-Latest EIC-E-1002-0 (DSG-03 Series Solenoid Operated Directional Valves)Sujeet KumarNoch keine Bewertungen
- Alkon Cast 204 MsdsDokument7 SeitenAlkon Cast 204 MsdsEzhil KumarNoch keine Bewertungen
- TC 513Dokument25 SeitenTC 513MuthuRaj TcsNoch keine Bewertungen
- Alkon Cast 204 MsdsDokument7 SeitenAlkon Cast 204 MsdsEzhil KumarNoch keine Bewertungen
- TallyDokument172 SeitenTallyEzhil Kumar100% (1)
- 003 Heating ProcedureDokument1 Seite003 Heating ProcedureEzhil KumarNoch keine Bewertungen
- Insulation Castables Application Procedure - Rev-2Dokument10 SeitenInsulation Castables Application Procedure - Rev-2Ezhil KumarNoch keine Bewertungen
- EOT CraneDokument84 SeitenEOT CraneSambhav Poddar80% (5)
- Plate GirderDokument11 SeitenPlate GirderEzhil Kumar50% (2)
- Limit State DesignDokument12 SeitenLimit State DesignEzhil KumarNoch keine Bewertungen
- Fuels and CombustionDokument26 SeitenFuels and CombustionEjaz AhmedNoch keine Bewertungen
- Chapter15 Plate GirdersDokument17 SeitenChapter15 Plate GirdersnvnrevNoch keine Bewertungen
- M 2 MDokument3 SeitenM 2 MEzhil KumarNoch keine Bewertungen
- GSM 822 WDokument251 SeitenGSM 822 WSamir SirohiNoch keine Bewertungen
- Crane TipsDokument10 SeitenCrane TipskhayagskiNoch keine Bewertungen
- DG Test CaseDokument3 SeitenDG Test CaseEzhil KumarNoch keine Bewertungen
- Hoist DesignDokument15 SeitenHoist DesignEzhil KumarNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Critical Thinking 11th Edition Moore Solutions ManualDokument25 SeitenCritical Thinking 11th Edition Moore Solutions ManualMrRogerAndersonMDdbkj100% (50)
- VKS Catalogue EngDokument17 SeitenVKS Catalogue Engmehrshad nedaeiNoch keine Bewertungen
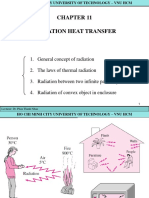
- Chapter 11 - Radiation Heat TransferDokument22 SeitenChapter 11 - Radiation Heat TransferBảo Tín TrầnNoch keine Bewertungen
- Duratek Catelog R410Dokument4 SeitenDuratek Catelog R410Emmanuel OlusholaNoch keine Bewertungen
- M.Sc. Name of The Subject: Chemistry Semester - 1Dokument70 SeitenM.Sc. Name of The Subject: Chemistry Semester - 1Ishu gulatiNoch keine Bewertungen
- Combustion AssignmentDokument3 SeitenCombustion AssignmentAbinashSahooNoch keine Bewertungen
- On The Law of Distribution of Energy in The Normal SpectrumDokument11 SeitenOn The Law of Distribution of Energy in The Normal Spectrumkaps134Noch keine Bewertungen
- Class 11Dokument3 SeitenClass 11anandvivek620Noch keine Bewertungen
- Evaporative Cooling Equations 1589983721 PDFDokument10 SeitenEvaporative Cooling Equations 1589983721 PDFAbdulhamit KAYYALINoch keine Bewertungen
- Refrigerator Test ProcedureDokument20 SeitenRefrigerator Test ProcedureajitNoch keine Bewertungen
- Catalogo Split Standar Lennox 10 SeerDokument4 SeitenCatalogo Split Standar Lennox 10 SeerJohn Fredy Quimbaya OrozcoNoch keine Bewertungen
- Chapter 2 NumericalsDokument36 SeitenChapter 2 NumericalsAASHISH KATUWALNoch keine Bewertungen
- Borgnakke Sonntag Fundamentals Thermodynamics 7th TXTBK PDFDokument2 SeitenBorgnakke Sonntag Fundamentals Thermodynamics 7th TXTBK PDFBryan Acosta AnguloNoch keine Bewertungen
- BITZER Output Data: Created On: 27.07.2019 08:52:49Dokument7 SeitenBITZER Output Data: Created On: 27.07.2019 08:52:49JcRodriguezNoch keine Bewertungen
- PB Ag SystemDokument2 SeitenPB Ag SystemAtul Gautam100% (2)
- A Novel Method For Estimating The Entropy Generation Rate in A Human BodyDokument18 SeitenA Novel Method For Estimating The Entropy Generation Rate in A Human Bodysatheeshsep24Noch keine Bewertungen
- HMT Assignment 1Dokument6 SeitenHMT Assignment 1Mahmed EdNoch keine Bewertungen
- A Model Study of Thermal Characteristics of Decarburization Annealing Furnace For Silicon Steel Strip PDFDokument8 SeitenA Model Study of Thermal Characteristics of Decarburization Annealing Furnace For Silicon Steel Strip PDFد. علا محمد حداويNoch keine Bewertungen
- Kimmco Isover-Tds-Tech Sa WM 100 0Dokument2 SeitenKimmco Isover-Tds-Tech Sa WM 100 0mohamedwalyNoch keine Bewertungen
- (Ebook) - Free Energy - Passive Solar Cooling, Part 2Dokument12 Seiten(Ebook) - Free Energy - Passive Solar Cooling, Part 2timannokaff100% (1)
- Waste Heat RecoveryDokument32 SeitenWaste Heat RecoveryRavi DeshmukhNoch keine Bewertungen
- ENCH607 ENPE625 Solution To Assignment 2 AO 5oct2020Dokument12 SeitenENCH607 ENPE625 Solution To Assignment 2 AO 5oct2020Ghost RiderNoch keine Bewertungen
- Anna Univ Syllabus Chemical Engineering 3rd To 8th Sem Syllabus - WWW - Annaunivedu.infoDokument48 SeitenAnna Univ Syllabus Chemical Engineering 3rd To 8th Sem Syllabus - WWW - Annaunivedu.infosudentsideaNoch keine Bewertungen
- Dreyer Analysis 1988Dokument349 SeitenDreyer Analysis 1988Yutt WattNoch keine Bewertungen
- CH - 10 Air Condition SystemxxxDokument48 SeitenCH - 10 Air Condition SystemxxxvespacuteNoch keine Bewertungen
- 4.2 Understanding Specific Heat Capacity BaruDokument23 Seiten4.2 Understanding Specific Heat Capacity BarureanizaNoch keine Bewertungen
- (Thermodynamics) Refrigerant-134a Is To Be Cooled ...Dokument2 Seiten(Thermodynamics) Refrigerant-134a Is To Be Cooled ...Logendran A/l MurgayaNoch keine Bewertungen
- CTD II Deg Mid (April-2019)Dokument1 SeiteCTD II Deg Mid (April-2019)Ramesh BabuNoch keine Bewertungen
- 7687 HJDokument25 Seiten7687 HJUbanAirlanggaNoch keine Bewertungen
- Taylor & Francis E-BooksDokument6 SeitenTaylor & Francis E-BooksVijaya Gosu0% (1)