Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Ces Questions Sorted by WordsDokument619 SeitenCes Questions Sorted by WordsAdnana Cadar100% (2)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Truck, Tractor, 8X8 M1070 NSN 2320-01-318-9902 (EIC B5C) : Technical Manual Operator'S Manual FORDokument832 SeitenTruck, Tractor, 8X8 M1070 NSN 2320-01-318-9902 (EIC B5C) : Technical Manual Operator'S Manual FORIce82Noch keine Bewertungen
- Piping Design Course SyllabusDokument7 SeitenPiping Design Course SyllabusKagira Drawing Soltuion0% (1)
- MIS Lab Practice ExercisesDokument5 SeitenMIS Lab Practice ExercisesKushal DeyNoch keine Bewertungen
- APPENDIX B - DATA SETS FOR EXERCISES - Introduction To Linear Regression Analysis, 5th EditionDokument14 SeitenAPPENDIX B - DATA SETS FOR EXERCISES - Introduction To Linear Regression Analysis, 5th EditionvasubatraNoch keine Bewertungen
- Fire Tech and Arson InvestigationDokument24 SeitenFire Tech and Arson InvestigationJ Navarro100% (1)
- Oil and Gas Full Report July 2019Dokument121 SeitenOil and Gas Full Report July 2019kevheykNoch keine Bewertungen
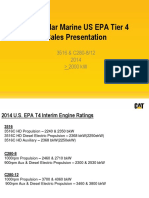
- Caterpillar Marine EPA Tier 4 Sales PresentationDokument32 SeitenCaterpillar Marine EPA Tier 4 Sales PresentationAnji Reddy DNoch keine Bewertungen
- Types of Solutions - C11-4-01Dokument8 SeitenTypes of Solutions - C11-4-01Shashi PareekNoch keine Bewertungen
- Ride Control Tilt Cylinder Accumulator Solenoid Valve DiagramDokument1 SeiteRide Control Tilt Cylinder Accumulator Solenoid Valve DiagramcesarNoch keine Bewertungen
- Rolls-Royce M250-C20R SERIES OPERATION AND MAINTENANCE 73-20-02Dokument20 SeitenRolls-Royce M250-C20R SERIES OPERATION AND MAINTENANCE 73-20-02anony8103Noch keine Bewertungen
- Selection of Dryers I - IndiaDokument38 SeitenSelection of Dryers I - Indiasilvership2291100% (1)
- Air Starter T30Y-IODokument12 SeitenAir Starter T30Y-IOTudor CarnuNoch keine Bewertungen
- Quot 250kva With Amf PanelDokument4 SeitenQuot 250kva With Amf PanelTiffany NunezNoch keine Bewertungen
- Liquid-Liquid Extraction Techniques and ApplicationsDokument76 SeitenLiquid-Liquid Extraction Techniques and Applicationsbakhtyar21Noch keine Bewertungen
- Methyl Chloride and Dichloromethane PDFDokument7 SeitenMethyl Chloride and Dichloromethane PDFM Imran SheikhNoch keine Bewertungen
- CAT Engine Specifications: G3616 LE Gas Petroleum EngineDokument4 SeitenCAT Engine Specifications: G3616 LE Gas Petroleum EngineAndika Dimas PrinandaNoch keine Bewertungen
- Nu-Calgon Product Bulletin: Emkarate RL LubricantsDokument4 SeitenNu-Calgon Product Bulletin: Emkarate RL Lubricantsusna1970Noch keine Bewertungen
- DP-40 Aln Manual (MM10 R3)Dokument10 SeitenDP-40 Aln Manual (MM10 R3)Amit ChourasiaNoch keine Bewertungen
- Gail Investor PresentationDokument31 SeitenGail Investor Presentationsurya167Noch keine Bewertungen
- Mechanical Engineer Resume with Power Plant ExperienceDokument4 SeitenMechanical Engineer Resume with Power Plant ExperienceMohamed FahmyNoch keine Bewertungen
- Mitsubishi Boiler ControlDokument94 SeitenMitsubishi Boiler Controlbillyboxer100% (3)
- Do's & Don'Ts For TurbochargersDokument7 SeitenDo's & Don'Ts For Turbochargersvikrant GarudNoch keine Bewertungen
- John Deer 4024TF220 ADokument2 SeitenJohn Deer 4024TF220 Ashahid.rz70720% (1)
- Process Design Basis RevA - PLLSG CommentsDokument7 SeitenProcess Design Basis RevA - PLLSG CommentschemjojoNoch keine Bewertungen
- My I.T Report 2 PDFDokument41 SeitenMy I.T Report 2 PDFFavour UDOMNoch keine Bewertungen
- Flex Separation Systems P Separators 626 636 PDFDokument6 SeitenFlex Separation Systems P Separators 626 636 PDFJoshua MOUNOWAHNoch keine Bewertungen
- TCS-PTG Savings With Extra PowerDokument9 SeitenTCS-PTG Savings With Extra PowerfatboykrNoch keine Bewertungen
- Acumen: Myanmar B2B Management MagazineDokument80 SeitenAcumen: Myanmar B2B Management MagazineACUMEN Business MagazineNoch keine Bewertungen
- Hvhs 20170706Dokument2 SeitenHvhs 20170706Achmad PrayogaNoch keine Bewertungen