Das könnte Ihnen auch gefallen
- Why Study Cell Biology?Dokument38 SeitenWhy Study Cell Biology?Ellen mae MNoch keine Bewertungen
- AIRCLASS Cell BiologyDokument21 SeitenAIRCLASS Cell BiologyRobin Bushu100% (1)
- Pot n2Dokument18 SeitenPot n2Robin BushuNoch keine Bewertungen
- AAA Holiday Timetable Preliminary ClasesDokument10 SeitenAAA Holiday Timetable Preliminary ClasesRobin BushuNoch keine Bewertungen
- 07 Chapter 1Dokument42 Seiten07 Chapter 1Robin BushuNoch keine Bewertungen
- Eng Econ SlidesDokument34 SeitenEng Econ Slidesاحمد عمر حديدNoch keine Bewertungen
- Bio ReactorDokument22 SeitenBio ReactorRobin BushuNoch keine Bewertungen
- Beer CombustionDokument33 SeitenBeer CombustionRaveendhra IitrNoch keine Bewertungen
- Coke Oven Gas Treatment and Byproduct RecoveryDokument9 SeitenCoke Oven Gas Treatment and Byproduct RecoveryYudy TriyogaNoch keine Bewertungen
- 06 Boundary ConditionsDokument31 Seiten06 Boundary Conditionstolga_enes9949Noch keine Bewertungen
- 13 4 8alphaDokument3 Seiten13 4 8alphaAngela LimNoch keine Bewertungen
- Notification of Plant and Prescribed Equipment Design Advice DocumenDokument5 SeitenNotification of Plant and Prescribed Equipment Design Advice DocumenRobin BushuNoch keine Bewertungen
- Process Dynamics and Control Lecture 10Dokument33 SeitenProcess Dynamics and Control Lecture 10Robin BushuNoch keine Bewertungen
- SBR ManualDokument27 SeitenSBR ManualbjhamnaniNoch keine Bewertungen
- MANICA BOARDS and DOORS Tawanda Report On Boiler FinalDokument22 SeitenMANICA BOARDS and DOORS Tawanda Report On Boiler FinalRobin BushuNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- TPF 5-165 Task 1 Final ReportDokument112 SeitenTPF 5-165 Task 1 Final ReportLohith Kumar H PNoch keine Bewertungen
- A Case Study On The Unique Features of The Leading Database SystemsDokument2 SeitenA Case Study On The Unique Features of The Leading Database SystemsLiezheel Mynha AlejandroNoch keine Bewertungen
- 6 Shifter Interlock System in 90's Transmissions-ServiceDokument10 Seiten6 Shifter Interlock System in 90's Transmissions-ServiceJack Carl100% (1)
- Anna University International Admissions GuideDokument4 SeitenAnna University International Admissions GuideAmir AzeezNoch keine Bewertungen
- LG Catalog107Dokument40 SeitenLG Catalog107mehdi abdianNoch keine Bewertungen
- Count rows in all tablesDokument25 SeitenCount rows in all tablessatya1401Noch keine Bewertungen
- OEM Industrial Air Handling Products CatalogDokument31 SeitenOEM Industrial Air Handling Products CatalogalexNoch keine Bewertungen
- User Manual Kxtda 30 600Dokument252 SeitenUser Manual Kxtda 30 600kabeh1Noch keine Bewertungen
- Faa Gleim Outlines Instrument PilotDokument130 SeitenFaa Gleim Outlines Instrument PilotTalaat SalehNoch keine Bewertungen
- Install and Configure SAPROUTER on IBM iDokument29 SeitenInstall and Configure SAPROUTER on IBM iNelida PérezNoch keine Bewertungen
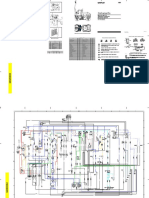
- Electric Schematic CB113 114 QENR2003 PDFDokument2 SeitenElectric Schematic CB113 114 QENR2003 PDFHipac TapicuNoch keine Bewertungen
- IJCSEIERDFEB20174Dokument10 SeitenIJCSEIERDFEB20174TJPRC PublicationsNoch keine Bewertungen
- Schott Ky DiodesDokument3 SeitenSchott Ky DiodesAmarnath M DamodaranNoch keine Bewertungen
- Handout t1124f 1511 3869 Onb Bus Das Srs TNDokument37 SeitenHandout t1124f 1511 3869 Onb Bus Das Srs TNlequangthongNoch keine Bewertungen
- Basic Driving Instructor CourseDokument9 SeitenBasic Driving Instructor CourseRafael AbdullaNoch keine Bewertungen
- Fls Brochure Usa v2 PDFDokument4 SeitenFls Brochure Usa v2 PDFXa ViNoch keine Bewertungen
- Postmodern Architecture Reinterprets Form & FunctionDokument5 SeitenPostmodern Architecture Reinterprets Form & FunctionNejra Uštović - PekićNoch keine Bewertungen
- Advance Diploma For CivilDokument4 SeitenAdvance Diploma For CivilAung Naing Latt AungNoch keine Bewertungen
- Nidek ARK 730 Autorefractometer Service Manual PDFDokument83 SeitenNidek ARK 730 Autorefractometer Service Manual PDFPetrica DascaluNoch keine Bewertungen
- Installation Manual: Automatic TWIN Greasing SystemDokument62 SeitenInstallation Manual: Automatic TWIN Greasing SystemWill FrontNoch keine Bewertungen
- Intelligent Traffic Manager - White PaperDokument12 SeitenIntelligent Traffic Manager - White Paperharishv_scribdNoch keine Bewertungen
- Senior Aerospace Defense Engineer in Orlando FL Resume Ken WebbDokument3 SeitenSenior Aerospace Defense Engineer in Orlando FL Resume Ken WebbKenWebbNoch keine Bewertungen
- SLD Magic 2Dokument12 SeitenSLD Magic 2Deny Arisandi DarisandNoch keine Bewertungen
- Continental Commercial Vehicle Load TablesDokument6 SeitenContinental Commercial Vehicle Load TablesPatricio FNoch keine Bewertungen
- Selective photocatalytic recovery of platinum, rhodium and palladiumDokument8 SeitenSelective photocatalytic recovery of platinum, rhodium and palladiumSarangNoch keine Bewertungen
- Line Follower NXTDokument21 SeitenLine Follower NXTKen LeNoch keine Bewertungen
- Relief/Unloading Valve: Spool, Pilot Operated 200 L/Min (52 Usgpm) - 350 Bar (5000 Psi)Dokument2 SeitenRelief/Unloading Valve: Spool, Pilot Operated 200 L/Min (52 Usgpm) - 350 Bar (5000 Psi)Dragan LazicNoch keine Bewertungen
- An Experimental Comparative Review - PK NanavatiDokument9 SeitenAn Experimental Comparative Review - PK NanavatiPurvesh NanavatiNoch keine Bewertungen
- Hydraulic Cylinder Seal Kits: Quality With Value GuaranteedDokument16 SeitenHydraulic Cylinder Seal Kits: Quality With Value GuaranteedHenry GamboaNoch keine Bewertungen
- Manual Bristol 3808 Multivariable Transmitters en 133322 PDFDokument174 SeitenManual Bristol 3808 Multivariable Transmitters en 133322 PDFROBERTO MARTINEZNoch keine Bewertungen