Das könnte Ihnen auch gefallen
- Evaluation of The Blue Cube MQi Slurry AnalyserDokument15 SeitenEvaluation of The Blue Cube MQi Slurry Analysermushava nyoka100% (1)
- Process Control in Metallurgical Plants: Towards OperationalDokument48 SeitenProcess Control in Metallurgical Plants: Towards Operationalquinteroudina50% (2)
- Sampling of Heterogeneous and Dynamic Material Systems: Theories of Heterogeneity, Sampling and HomogenizingVon EverandSampling of Heterogeneous and Dynamic Material Systems: Theories of Heterogeneity, Sampling and HomogenizingNoch keine Bewertungen
- Wilmont's DroneTech Project Charter PDFDokument2 SeitenWilmont's DroneTech Project Charter PDFhuda mahmoudNoch keine Bewertungen
- Iso 3834 3 2021Dokument10 SeitenIso 3834 3 2021Dulce Tlanilli Dionisio AmadoNoch keine Bewertungen
- COM 2009 Geometallurgy Short Course, by P. Whittaker (XPS)Dokument34 SeitenCOM 2009 Geometallurgy Short Course, by P. Whittaker (XPS)RafaelNoch keine Bewertungen
- A Simple and Accurate Method For Ore Reserve Estimation in SLC MinesDokument15 SeitenA Simple and Accurate Method For Ore Reserve Estimation in SLC MinesRalain NgatchaNoch keine Bewertungen
- Mine To Mill OptimizationDokument94 SeitenMine To Mill OptimizationandresgomezsantanaNoch keine Bewertungen
- S7 17 30 UGMs Vs MGMB Procenin Geomet 2017 ChileDokument22 SeitenS7 17 30 UGMs Vs MGMB Procenin Geomet 2017 Chileosden515100% (1)
- 2019 Book 14thInternationalCongressForApDokument496 Seiten2019 Book 14thInternationalCongressForApJuan Esteban EspinalNoch keine Bewertungen
- Cerro Cororona Geometallurgy Baumgartner Et Al 2016Dokument19 SeitenCerro Cororona Geometallurgy Baumgartner Et Al 2016jorge sanchezNoch keine Bewertungen
- SWP Blast No1 - Loading of Explosive - 2003Dokument9 SeitenSWP Blast No1 - Loading of Explosive - 2003Lucky LukmanNoch keine Bewertungen
- Establishing The Relationship Between Grind Size ADokument25 SeitenEstablishing The Relationship Between Grind Size AW ZuoNoch keine Bewertungen
- Mass Balancer - WeightReDokument12 SeitenMass Balancer - WeightReJob MateusNoch keine Bewertungen
- 03 2013 Reconciliation FactorsDokument37 Seiten03 2013 Reconciliation FactorsNiel Hokii100% (1)
- 3rd International Geometallurgy Conference 2016 Paper Number (PDFDrive)Dokument22 Seiten3rd International Geometallurgy Conference 2016 Paper Number (PDFDrive)W ZuoNoch keine Bewertungen
- Optimisation and Continuous Improvement of Antamina Comminution CircuitDokument19 SeitenOptimisation and Continuous Improvement of Antamina Comminution CircuitLuis La TorreNoch keine Bewertungen
- Sampling of Discrete Materials II. Quantitative Approach-Sampling of Zero-Dimensional ObjectsDokument14 SeitenSampling of Discrete Materials II. Quantitative Approach-Sampling of Zero-Dimensional ObjectsDavid AraucoNoch keine Bewertungen
- JKTech Brochure - Software (July2020) FINALDokument2 SeitenJKTech Brochure - Software (July2020) FINALdandanNoch keine Bewertungen
- Chapter12 David Operational GeometallurgyDokument9 SeitenChapter12 David Operational GeometallurgyOROSCOROCANoch keine Bewertungen
- Cerro Corona InfoDokument30 SeitenCerro Corona InfoquinteroudinaNoch keine Bewertungen
- UHIB Presentation - Latest Version (NXPowerLite)Dokument30 SeitenUHIB Presentation - Latest Version (NXPowerLite)Alondra Villesca Barrera100% (1)
- Improved Cleaner Circut Performance at The Degrussa Copper Mine With An in Situ Column Sparging System PDFDokument9 SeitenImproved Cleaner Circut Performance at The Degrussa Copper Mine With An in Situ Column Sparging System PDFAllen GaoNoch keine Bewertungen
- JK DWT Power PointDokument49 SeitenJK DWT Power PointHUAMANTA DELGADO BRAYAM ABRAHAMNoch keine Bewertungen
- Cone Crusher Performance: ResearchDokument63 SeitenCone Crusher Performance: ResearchAhmadNoch keine Bewertungen
- 8 Mine To Mill Cost Analysis Kanchibotla and ValeryDokument16 Seiten8 Mine To Mill Cost Analysis Kanchibotla and ValeryWillan Villanueva Bolaños0% (1)
- Development of An AG - SAG Mill Batch Test Methodology (PDFDrive)Dokument117 SeitenDevelopment of An AG - SAG Mill Batch Test Methodology (PDFDrive)W ZuoNoch keine Bewertungen
- MolycoopDokument187 SeitenMolycoopYenni Nayid SantamaríaNoch keine Bewertungen
- CMB SP 85 1 3 2eMATBAL PDFDokument73 SeitenCMB SP 85 1 3 2eMATBAL PDFROOSMEL EDWINNoch keine Bewertungen
- Procemin 015 Managing Cyclones: A Valuable Asset The Copper Mountain Case-StudyDokument27 SeitenProcemin 015 Managing Cyclones: A Valuable Asset The Copper Mountain Case-StudyNereo SpenglerNoch keine Bewertungen
- Y 38129Dokument4 SeitenY 38129Yousef AlipourNoch keine Bewertungen
- Design of Large Scale Mixer Settlers in SX Solvent Extraction CircuitsDokument18 SeitenDesign of Large Scale Mixer Settlers in SX Solvent Extraction CircuitsHamed PiriNoch keine Bewertungen
- Optimisation of The Proeminent Hill Flotation CircuitDokument14 SeitenOptimisation of The Proeminent Hill Flotation CircuitThiago JatobáNoch keine Bewertungen
- Celdas Autoaspirantes OutotecDokument25 SeitenCeldas Autoaspirantes OutotecfbaxterNoch keine Bewertungen
- Of Ore And: Simulated Processing CoalDokument28 SeitenOf Ore And: Simulated Processing CoalJeromeNoch keine Bewertungen
- How To Set Up and Develop A Geometallurgical ProgramDokument245 SeitenHow To Set Up and Develop A Geometallurgical ProgramLFNoch keine Bewertungen
- Sampling of Precious MetalsDokument4 SeitenSampling of Precious MetalsBadar HayatNoch keine Bewertungen
- Geometallurgy Roles and Application in Mining OperationDokument25 SeitenGeometallurgy Roles and Application in Mining OperationFahrul Rozzi Usman100% (1)
- CPT Cavitation SystemDokument9 SeitenCPT Cavitation SystemLuis Gutiérrez AlvarezNoch keine Bewertungen
- Paper - Comminution Case Study - ST - Ives PDFDokument7 SeitenPaper - Comminution Case Study - ST - Ives PDFdarwin_huaNoch keine Bewertungen
- Bottle Roll Testing For Cyanidation of Gold Ores P PDFDokument10 SeitenBottle Roll Testing For Cyanidation of Gold Ores P PDFamukti27Noch keine Bewertungen
- Djordjevic - Two Component of Blast FragmentationDokument5 SeitenDjordjevic - Two Component of Blast FragmentationIbnu Al Farobi100% (1)
- Theory of SamplingDokument4 SeitenTheory of SamplingMartin.c.figueroaNoch keine Bewertungen
- Comminucion de MineralesDokument13 SeitenComminucion de MineralesIrving Dirzo CarrilloNoch keine Bewertungen
- Underground ExpansionDokument48 SeitenUnderground ExpansionChristian TewodrosNoch keine Bewertungen
- Information: Equipment To April, 1999 - Crushers I. Primary CrusherDokument22 SeitenInformation: Equipment To April, 1999 - Crushers I. Primary CrusherJose Carlos Garcia MamaniNoch keine Bewertungen
- S7 14 - 20 Douglas Teyhan - REVDokument21 SeitenS7 14 - 20 Douglas Teyhan - REVCesar Rodriguez GuzmanNoch keine Bewertungen
- Test Report: Flowsheet Development For Recovery and Concentration of Iron Sands: Phase IIDokument11 SeitenTest Report: Flowsheet Development For Recovery and Concentration of Iron Sands: Phase IIRavikumarAraliNoch keine Bewertungen
- Constancia Project Process Plant Design and Start-UpDokument59 SeitenConstancia Project Process Plant Design and Start-UpErnesto El LokoNoch keine Bewertungen
- 049InLinePressureJigPre ConcentrationPlantAtThePirquitasMine PDFDokument15 Seiten049InLinePressureJigPre ConcentrationPlantAtThePirquitasMine PDFChristine Sola MorrisonNoch keine Bewertungen
- Power-Based Comminution Calculations Using AusgrindDokument12 SeitenPower-Based Comminution Calculations Using AusgrindW ZuoNoch keine Bewertungen
- SAG Mill Flowsheet SampleDokument1 SeiteSAG Mill Flowsheet SampleDanny joaquinNoch keine Bewertungen
- Flash Flotation PDFDokument4 SeitenFlash Flotation PDFSheila Mae GardonNoch keine Bewertungen
- Ingenieria Basica de Minera PanamaDokument140 SeitenIngenieria Basica de Minera PanamawalterloliNoch keine Bewertungen
- Estimation of Fines Generated by Blasting - ApplicDokument12 SeitenEstimation of Fines Generated by Blasting - ApplicJennifer GordonNoch keine Bewertungen
- CHEM-E6145 Unit Operations in Mineral Processing and Recycling (5 CR)Dokument8 SeitenCHEM-E6145 Unit Operations in Mineral Processing and Recycling (5 CR)Engineering Office ShahrakNoch keine Bewertungen
- Reagent Consumption in Cus XDokument4 SeitenReagent Consumption in Cus XJeromeNoch keine Bewertungen
- Cavity Level's Effect On Cone Crusher Performance and ProductionDokument11 SeitenCavity Level's Effect On Cone Crusher Performance and ProductionMatías TamayoNoch keine Bewertungen
- ITM Case Study Whittle ConsultingDokument9 SeitenITM Case Study Whittle ConsultingvswcceNoch keine Bewertungen
- Development of A Mineral Processing Flowsheet - Case - SMEDokument12 SeitenDevelopment of A Mineral Processing Flowsheet - Case - SMEOctavio Paulino SolisNoch keine Bewertungen
- COM2014 PAPERID-8565Thwaites ProtectedDokument44 SeitenCOM2014 PAPERID-8565Thwaites ProtectedmineralmadnessNoch keine Bewertungen
- Model Predicive ControlDokument17 SeitenModel Predicive ControlBaig IdrisNoch keine Bewertungen
- U6csa18 Data Communication and Computer Networksl T P c3 0 0 3Dokument2 SeitenU6csa18 Data Communication and Computer Networksl T P c3 0 0 3Vinoth KumarNoch keine Bewertungen
- Application Whitelisting: Approaches and ChallengesDokument6 SeitenApplication Whitelisting: Approaches and ChallengesijcseitjournalNoch keine Bewertungen
- Sap Erp Financials Configuration and Design 2nd Ed 59c5c66e1723dd42ad224565Dokument1 SeiteSap Erp Financials Configuration and Design 2nd Ed 59c5c66e1723dd42ad224565VManiKishoreNoch keine Bewertungen
- Muneeb Ur Rehman CVDokument2 SeitenMuneeb Ur Rehman CVMuneebUrRehmanNoch keine Bewertungen
- Online Mobile Phone Shop A ASP Net ProjectDokument40 SeitenOnline Mobile Phone Shop A ASP Net ProjectMalathi palanisamyNoch keine Bewertungen
- TechCorner 05 - Productivity3000 Ramp, Ramp Generator, Find Min and MaxDokument4 SeitenTechCorner 05 - Productivity3000 Ramp, Ramp Generator, Find Min and MaxQuantumAutomationNoch keine Bewertungen
- Comsol PricelistDokument4 SeitenComsol PricelistKalipada SenNoch keine Bewertungen
- Interview HuaweiDokument6 SeitenInterview HuaweiRaden juliNoch keine Bewertungen
- AsfqDokument3 SeitenAsfqKuzaki VileNoch keine Bewertungen
- Book IELTS Test Online Booking WizardDokument4 SeitenBook IELTS Test Online Booking WizardNilza BackesNoch keine Bewertungen
- Imtiaz Internet MarketingDokument2 SeitenImtiaz Internet MarketingHamna Maqbool NoshahiNoch keine Bewertungen
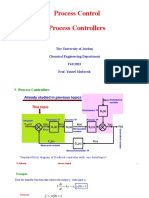
- Process Control - Chapter 7JUDokument42 SeitenProcess Control - Chapter 7JUY MuNoch keine Bewertungen
- HsDokument97 SeitenHspihkkNoch keine Bewertungen
- ShreemantoLahiri - v3Dokument1 SeiteShreemantoLahiri - v3Ayush SaxenaNoch keine Bewertungen
- DS01071 XNX Universal Transmitter FLR 8-3-11Dokument4 SeitenDS01071 XNX Universal Transmitter FLR 8-3-11itskittylimNoch keine Bewertungen
- 10ECL47 MICROCONTROLLER Lab ManualDokument142 Seiten10ECL47 MICROCONTROLLER Lab ManualVishalakshi B HiremaniNoch keine Bewertungen
- Aztec and Inca Civilization: Evidence of Science and Technology During Pre-Columbian TimeDokument25 SeitenAztec and Inca Civilization: Evidence of Science and Technology During Pre-Columbian TimeJedadryon Dilla FernandezNoch keine Bewertungen
- Parking Example - JAVADokument4 SeitenParking Example - JAVAMuhammad Rana Farhan100% (1)
- Smart Connection 7.2 User Guide For InDesignDokument361 SeitenSmart Connection 7.2 User Guide For InDesignMarina MiNoch keine Bewertungen
- Lc1f2254 Datasheet WW En-WwDokument3 SeitenLc1f2254 Datasheet WW En-Wwramiz razaNoch keine Bewertungen
- Waste SegregationDokument14 SeitenWaste SegregationTrexy HerederoNoch keine Bewertungen
- Hospital Equipment and Its Management System A MinDokument4 SeitenHospital Equipment and Its Management System A MinPaola LorenzattoNoch keine Bewertungen
- ACA UNIT-5 NotesDokument15 SeitenACA UNIT-5 Notespraveennegiuk07Noch keine Bewertungen
- Methods, Processes and Equipment Involved in Manufacturing of PlasticDokument34 SeitenMethods, Processes and Equipment Involved in Manufacturing of PlasticNiño Gerard JabagatNoch keine Bewertungen
- Even Sem Exam Scedule 2024Dokument3 SeitenEven Sem Exam Scedule 2024Ankit tutorialNoch keine Bewertungen
- PECD Mid - 2 18-19 Question BankDokument2 SeitenPECD Mid - 2 18-19 Question BankOsmium kryptonNoch keine Bewertungen
- E-Waste An Overview On Generation, Collection, Legislation and Recycling Practices Denise PDFDokument11 SeitenE-Waste An Overview On Generation, Collection, Legislation and Recycling Practices Denise PDFThamirisAgmNoch keine Bewertungen
- Electromagnetic Compatibility PDFDokument10 SeitenElectromagnetic Compatibility PDFRedouane NaceriNoch keine Bewertungen