Das könnte Ihnen auch gefallen
- SAW OverlaysDokument13 SeitenSAW OverlaysSengupta VivekNoch keine Bewertungen
- Early Journal Content On JSTOR, Free To Anyone in The WorldDokument10 SeitenEarly Journal Content On JSTOR, Free To Anyone in The WorldSengupta VivekNoch keine Bewertungen
- Features of The Brittle Fracture of Weld Metal Deposited Using Electrodes With Basic Type CoatingsDokument5 SeitenFeatures of The Brittle Fracture of Weld Metal Deposited Using Electrodes With Basic Type CoatingsSengupta VivekNoch keine Bewertungen
- TableDokument1 SeiteTableSengupta VivekNoch keine Bewertungen
- 638 BooksDokument11 Seiten638 BooksSengupta VivekNoch keine Bewertungen
- Theory of Wire DrawingDokument27 SeitenTheory of Wire Drawinggamini ranaweera80% (5)
- Virus Shortcut RemovalDokument1 SeiteVirus Shortcut RemovalSakthivel VelusamyNoch keine Bewertungen
- Slag Metal Reactions in SawDokument9 SeitenSlag Metal Reactions in SawSengupta VivekNoch keine Bewertungen
- 1) Oxygen and Nitrogen Contamination in Arc Welding EagarDokument11 Seiten1) Oxygen and Nitrogen Contamination in Arc Welding EagarSengupta VivekNoch keine Bewertungen
- GMAW Forces at DropletDokument12 SeitenGMAW Forces at DropletSengupta VivekNoch keine Bewertungen
- Baggage PostcardDokument1 SeiteBaggage PostcardSengupta VivekNoch keine Bewertungen
- D G ItDokument1 SeiteD G ItSengupta VivekNoch keine Bewertungen
- 0022-3727 46 22 224005Dokument13 Seiten0022-3727 46 22 224005Sengupta VivekNoch keine Bewertungen
- Vivek Sengupta: B-137, Vasant Vihar Colony, Secl Seepat Road, Bilaspur CG 495006Dokument1 SeiteVivek Sengupta: B-137, Vasant Vihar Colony, Secl Seepat Road, Bilaspur CG 495006Sengupta VivekNoch keine Bewertungen
- Zone Leader/NameDokument2 SeitenZone Leader/NameSengupta VivekNoch keine Bewertungen
- Welding Consumables - Part 2 - Job Knowledge 83Dokument2 SeitenWelding Consumables - Part 2 - Job Knowledge 83Sengupta VivekNoch keine Bewertungen
- Ticket Reservation: Tour Packages Flights Hotels & Lounge Tourist Train Special Holidays Shop Retiring RoomDokument3 SeitenTicket Reservation: Tour Packages Flights Hotels & Lounge Tourist Train Special Holidays Shop Retiring RoomSengupta VivekNoch keine Bewertungen
- Welding Consumables - Part 5 - Job Knowledge 86Dokument3 SeitenWelding Consumables - Part 5 - Job Knowledge 86Sengupta VivekNoch keine Bewertungen
- Welding Consumables - Part 1 - Job Knowledge 82Dokument2 SeitenWelding Consumables - Part 1 - Job Knowledge 82Sengupta VivekNoch keine Bewertungen
- Potassium FeldsparDokument6 SeitenPotassium FeldsparSengupta VivekNoch keine Bewertungen
- 10.81LS Flux Sieve ReportDokument3 Seiten10.81LS Flux Sieve ReportSengupta VivekNoch keine Bewertungen
- Irctcs E Ticketing Service Electronic Reservation Slip (Personal User)Dokument1 SeiteIrctcs E Ticketing Service Electronic Reservation Slip (Personal User)Sengupta VivekNoch keine Bewertungen
- Welding FluxesDokument4 SeitenWelding FluxesSengupta VivekNoch keine Bewertungen
- Flux PropertiesDokument1 SeiteFlux PropertiesGm MurtazaNoch keine Bewertungen
- Canada UniversityDokument1 SeiteCanada UniversitySengupta VivekNoch keine Bewertungen
- 4778 UP Material Science Welding Brochure - Training Email - PDFDokument4 Seiten4778 UP Material Science Welding Brochure - Training Email - PDFSengupta VivekNoch keine Bewertungen
- Diffusible h2 of Trial 73.08Dokument1 SeiteDiffusible h2 of Trial 73.08Sengupta VivekNoch keine Bewertungen
- VivekDokument23 SeitenVivekSengupta VivekNoch keine Bewertungen
- Cont OvenDokument10 SeitenCont OvenSengupta VivekNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- MacgillavryRieckEds InternationalTablesForX RayCrystallographyVol3 TextDokument371 SeitenMacgillavryRieckEds InternationalTablesForX RayCrystallographyVol3 TextLazar AlinaNoch keine Bewertungen
- Rockets Away: Quadratics and Newton's Third Law of Motion: BackgroundDokument7 SeitenRockets Away: Quadratics and Newton's Third Law of Motion: BackgroundPatrick WoessnerNoch keine Bewertungen
- Sensors & Transducers: (Code: EI 401)Dokument4 SeitenSensors & Transducers: (Code: EI 401)Mayukh BiswasNoch keine Bewertungen
- Fracture Mechanics - Chapter 6 and 7-J-Integral and CTODDokument42 SeitenFracture Mechanics - Chapter 6 and 7-J-Integral and CTODHari Varma GottumukkalaNoch keine Bewertungen
- A Review of Methods of Molecular Weight Determination of PolymersDokument4 SeitenA Review of Methods of Molecular Weight Determination of PolymerspejvakNoch keine Bewertungen
- Model: FCD-180B / 170066: Electric Solenoid Valve 220VACDokument1 SeiteModel: FCD-180B / 170066: Electric Solenoid Valve 220VACoscarNoch keine Bewertungen
- QP Am Ii SemDokument6 SeitenQP Am Ii SemnishNoch keine Bewertungen
- Variables Affecting Caking On Granular Phosphorous Containing FertilizersDokument8 SeitenVariables Affecting Caking On Granular Phosphorous Containing FertilizersAlexandros GiannikosNoch keine Bewertungen
- Oscillation SDokument1 SeiteOscillation SDhanBahadurNoch keine Bewertungen
- Physics 19 - Total Internal Reflection and LensesDokument69 SeitenPhysics 19 - Total Internal Reflection and LensesHakim AbbasNoch keine Bewertungen
- Aits 1718 PT I Adv Paper 2 Ans SolDokument14 SeitenAits 1718 PT I Adv Paper 2 Ans SolSangeeta MishraNoch keine Bewertungen
- Technical Whitepaper: Sonic V - Acoustic Pulse Reflectometry (APR) Inspection SystemDokument11 SeitenTechnical Whitepaper: Sonic V - Acoustic Pulse Reflectometry (APR) Inspection SystemassurendranNoch keine Bewertungen
- Gromacs Manual 4.5Dokument370 SeitenGromacs Manual 4.5tumm1982Noch keine Bewertungen
- NSFMW 2016 - Technical PapersDokument467 SeitenNSFMW 2016 - Technical PapersMalouk Cheniouni100% (1)
- Workin Safetly in Gamma RadiographyDokument172 SeitenWorkin Safetly in Gamma RadiographyIgnacio Perez RamirezNoch keine Bewertungen
- Firas PPS AdhesionDokument23 SeitenFiras PPS AdhesionYamili ChávezNoch keine Bewertungen
- Kuliah 12 Aliran KompresibelDokument67 SeitenKuliah 12 Aliran KompresibelherawanadifNoch keine Bewertungen
- Journal of Luminescence: Monika Mall, Lokendra KumarDokument6 SeitenJournal of Luminescence: Monika Mall, Lokendra KumarAzie AzuraNoch keine Bewertungen
- Nandn: 1 Gate-Cy 2004 Question PaperDokument13 SeitenNandn: 1 Gate-Cy 2004 Question PaperBABLI GUPTANoch keine Bewertungen
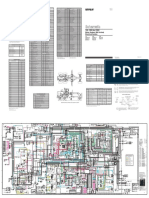
- 12H, 140H and 160H Electrical System Motor Graders (NA Version)Dokument2 Seiten12H, 140H and 160H Electrical System Motor Graders (NA Version)jorge william ramirezNoch keine Bewertungen
- CyanocobalaminDokument2 SeitenCyanocobalamingrace_febiantyNoch keine Bewertungen
- CH 28Dokument33 SeitenCH 28Chrizziel Jean KayeNoch keine Bewertungen
- T78u PDFDokument1 SeiteT78u PDFRenny DevassyNoch keine Bewertungen
- Bac - VXC - Operating and Maintenance InstructionsDokument36 SeitenBac - VXC - Operating and Maintenance InstructionsLuis Alejandro VásquezNoch keine Bewertungen
- WWW - Manaresults.Co - In: Engineering MechanicsDokument2 SeitenWWW - Manaresults.Co - In: Engineering MechanicsNoor IslamNoch keine Bewertungen
- TM 170 Balancing Apparatus Gunt 1378 PDF 1 en GBDokument3 SeitenTM 170 Balancing Apparatus Gunt 1378 PDF 1 en GBlegasuNoch keine Bewertungen
- Airconditioning KnecDokument7 SeitenAirconditioning KnecManfred GithinjiNoch keine Bewertungen
- Refnet & Piping SelectionDokument4 SeitenRefnet & Piping SelectionZeeshan HasanNoch keine Bewertungen
- Basic ThermoDokument22 SeitenBasic ThermoRoselyn BoNoch keine Bewertungen
- Climate of Middle EarthDokument8 SeitenClimate of Middle EarthLonnie SilvaNoch keine Bewertungen