Das könnte Ihnen auch gefallen
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108Von EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Noch keine Bewertungen
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasVon EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasNoch keine Bewertungen
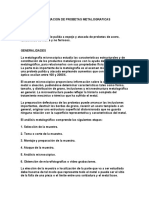
- METALOGRAFIADokument14 SeitenMETALOGRAFIAMaeliHSNoch keine Bewertungen
- Guia 6 Ensayo MetalograficoDokument7 SeitenGuia 6 Ensayo MetalograficoCarlos Chacon DiazNoch keine Bewertungen
- Practica 2 MetalografíaDokument7 SeitenPractica 2 MetalografíaErik Antonny SCNoch keine Bewertungen
- Recubrimientos Metalicos - Técnica de CromadoDokument30 SeitenRecubrimientos Metalicos - Técnica de CromadoJuan Carlos Ramos CentenoNoch keine Bewertungen
- La Técnica Del CromadoDokument22 SeitenLa Técnica Del Cromadohalcon2Noch keine Bewertungen
- Practica 4 Preparacion de Muestras CristalograficasDokument6 SeitenPractica 4 Preparacion de Muestras CristalograficasEmiliano AguilarNoch keine Bewertungen
- Preparacion de Probetas MetalograficasDokument7 SeitenPreparacion de Probetas MetalograficasSeleccion Tecnico IndustrialNoch keine Bewertungen
- La Técnica de CromadoDokument21 SeitenLa Técnica de Cromadoluistiradoc2010Noch keine Bewertungen
- Preparación de Muestras MetalograficasDokument6 SeitenPreparación de Muestras MetalograficasGeysonIvanVasquezCiezaNoch keine Bewertungen
- 4to-Informe CorrosiónDokument22 Seiten4to-Informe CorrosiónALEXANDER NAZARIO ACEVEDO SINCHENoch keine Bewertungen
- 5 - Curso de GalvanoplastiaDokument137 Seiten5 - Curso de GalvanoplastiassaanniittooNoch keine Bewertungen
- 6.1 Desengrasantes ElectroquímicosDokument3 Seiten6.1 Desengrasantes ElectroquímicosPedro JavierNoch keine Bewertungen
- Proceso Del CromadoDokument27 SeitenProceso Del CromadoMiguel Perez Flores100% (2)
- 5 - Curso de GalvanoplastiaDokument137 Seiten5 - Curso de GalvanoplastiaReimond MunizNoch keine Bewertungen
- Recubrimientos MetalicosDokument16 SeitenRecubrimientos MetalicosAndrea Paucar QuijanoNoch keine Bewertungen
- Replica-Metalografica AbcDokument7 SeitenReplica-Metalografica AbcEFRAINNoch keine Bewertungen
- PULIDODokument14 SeitenPULIDOAna ElianNoch keine Bewertungen
- Desbaste Lab3Dokument16 SeitenDesbaste Lab3Isaac AckermanNoch keine Bewertungen
- Anodizado de Aluminio PresentacionDokument31 SeitenAnodizado de Aluminio PresentacionVictorDiazMegoNoch keine Bewertungen
- Baño y Ducha PDFDokument220 SeitenBaño y Ducha PDFafernandez3106Noch keine Bewertungen
- 04-Protección de Tubería Apuntes IZAR Tubero by PachaDokument5 Seiten04-Protección de Tubería Apuntes IZAR Tubero by PachaflanicioNoch keine Bewertungen
- ANODIZADODokument30 SeitenANODIZADORigoberto CallisayaNoch keine Bewertungen
- MetalografiaDokument26 SeitenMetalografiajohn haileNoch keine Bewertungen
- PavonadoDokument29 SeitenPavonadoJeisson100% (1)
- Ensayo de Metalografia PDFDokument20 SeitenEnsayo de Metalografia PDFRennzo VillalobosNoch keine Bewertungen
- Muestras MetalurgicasDokument6 SeitenMuestras MetalurgicasTaide Osmar Trejo GarcíaNoch keine Bewertungen
- Laboratorio de Ciencia e Ingeniería de Materiales MetalografiaDokument5 SeitenLaboratorio de Ciencia e Ingeniería de Materiales MetalografiaDiego ValdiviezoNoch keine Bewertungen
- Especificaciones Tecnicas Equipamiento MedicoDokument155 SeitenEspecificaciones Tecnicas Equipamiento MedicoEstrada Calderon Yoshito HitoshiNoch keine Bewertungen
- Informe Ensayo MetalográficoDokument13 SeitenInforme Ensayo MetalográficochristianNoch keine Bewertungen
- 4 MetalografíaDokument7 Seiten4 Metalografíajosue sanchezNoch keine Bewertungen
- Preparación de La Muestra-DesbasteDokument13 SeitenPreparación de La Muestra-DesbasteEduardo RinconNoch keine Bewertungen
- Limpieza de MetalesDokument49 SeitenLimpieza de MetalesCarolina Cicuamía AyalaNoch keine Bewertungen
- Materiales Metalurgica 4Dokument12 SeitenMateriales Metalurgica 4Edson RiveraNoch keine Bewertungen
- Procedimientos de Ataques Químico para Revelar Micros y MacroestructurasDokument5 SeitenProcedimientos de Ataques Químico para Revelar Micros y MacroestructurasAlejandro SimonNoch keine Bewertungen
- Cromar Metales PDFDokument5 SeitenCromar Metales PDFMija MendozaNoch keine Bewertungen
- Informe 1 de Metalurgia Fisica PDFDokument10 SeitenInforme 1 de Metalurgia Fisica PDFjheysonNoch keine Bewertungen
- Recubrimientos ElectroliticosDokument18 SeitenRecubrimientos ElectroliticosDexhujNoch keine Bewertungen
- Metalurgia Física Lab 2Dokument9 SeitenMetalurgia Física Lab 2Paolo Barriga DezaNoch keine Bewertungen
- Tecnica de Colado y SoldaduraDokument9 SeitenTecnica de Colado y SoldaduraJose RamosNoch keine Bewertungen
- Lab Desbaste y PulidoDokument8 SeitenLab Desbaste y PulidoCristian GaleanoNoch keine Bewertungen
- CincadoDokument59 SeitenCincadorobstaert100% (2)
- Guia de Procesos Colado en Yeso-1Dokument8 SeitenGuia de Procesos Colado en Yeso-1Rebeca Mishelle Lauro ApazaNoch keine Bewertungen
- Informe MetalografiaDokument6 SeitenInforme MetalografiabryamNoch keine Bewertungen
- Ensayo de CorrosionDokument5 SeitenEnsayo de CorrosionJulio Garcia VarasNoch keine Bewertungen
- Corrosion 7Dokument33 SeitenCorrosion 7Nilton Cj50% (2)
- ¿Qué Es La Metalografia?Dokument5 Seiten¿Qué Es La Metalografia?Antonio LanderoNoch keine Bewertungen
- Pulido PDFDokument14 SeitenPulido PDFJesus Rodriguez EcheniqueNoch keine Bewertungen
- GalvanoplastiaDokument3 SeitenGalvanoplastiaKatty BalboaNoch keine Bewertungen
- Técnica para El Colado de AleacionesDokument35 SeitenTécnica para El Colado de AleacionesDianita Aguirre GarcíaNoch keine Bewertungen
- Informe 4Dokument30 SeitenInforme 4Wilian Kelvin Alcarraz ColcaNoch keine Bewertungen
- ElectropulidoDokument21 SeitenElectropulidoGeanella Villalba100% (1)
- 5.curso de GalvanoplastiaDokument0 Seiten5.curso de Galvanoplastia7crucero100% (1)
- Pavonado Del MetalDokument10 SeitenPavonado Del Metalabigail_adaNoch keine Bewertungen
- Unidad 6 Modificacion A La Estructura CristalinaDokument18 SeitenUnidad 6 Modificacion A La Estructura CristalinaGiovanni Alexandro Bailon GodoyNoch keine Bewertungen
- Proceso de Anillos de PlataDokument13 SeitenProceso de Anillos de Plataeniak_121100% (3)
- Práctica 1 Laboratorio FundiciónDokument10 SeitenPráctica 1 Laboratorio FundiciónFerRazzónNoch keine Bewertungen
- Vidrio PDokument2 SeitenVidrio PDavid AlexisNoch keine Bewertungen
- Unidad 7Dokument24 SeitenUnidad 7Noe SanchezNoch keine Bewertungen
- VENOCLISISDokument3 SeitenVENOCLISISMenh A OlveraNoch keine Bewertungen
- Plan de Producción Harina (Final)Dokument32 SeitenPlan de Producción Harina (Final)Angel Di Bartolo91% (11)
- El Refino Del OroDokument10 SeitenEl Refino Del Orop30691Noch keine Bewertungen
- ACEITESDokument4 SeitenACEITESDavid G. MirandaNoch keine Bewertungen
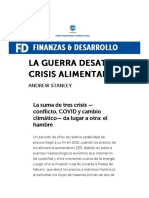
- La Guerra Desata Una La Guerra Desata Una Crisis Alimentaria Crisis AlimentariaDokument7 SeitenLa Guerra Desata Una La Guerra Desata Una Crisis Alimentaria Crisis AlimentariaSamuel CarmonaNoch keine Bewertungen
- 6 Módulo6 Propiedades de Los Metales SoldablesDokument82 Seiten6 Módulo6 Propiedades de Los Metales SoldablesAli Ali100% (1)
- Histerectomía Laparoscopica - YulbbDokument44 SeitenHisterectomía Laparoscopica - Yulbbyulb_1Noch keine Bewertungen
- Capacitaciones Falcon DrillinngDokument8 SeitenCapacitaciones Falcon DrillinngLucianoNoch keine Bewertungen
- Caso Clinico DesinioblastosisDokument7 SeitenCaso Clinico DesinioblastosisTeresaRossanaMoscolZarateNoch keine Bewertungen
- ICM-OCMP-I-E001 Instructivo de Instalaciones Electricas Provisionales Rev ADokument15 SeitenICM-OCMP-I-E001 Instructivo de Instalaciones Electricas Provisionales Rev AJefferson TorresNoch keine Bewertungen
- Boletin - 8-Colores de Los RrssDokument2 SeitenBoletin - 8-Colores de Los RrssazucenamarthaNoch keine Bewertungen
- Los Gatos de UltharDokument5 SeitenLos Gatos de UltharSteven K RodriguezNoch keine Bewertungen
- Noviazgo Cristiano Según La BibliaDokument19 SeitenNoviazgo Cristiano Según La BibliaNelly Urrieta0% (1)
- Diseño de Instalación Hidráulica y Sanitaria en EdificioDokument55 SeitenDiseño de Instalación Hidráulica y Sanitaria en EdificioEnrique Garcia MendezNoch keine Bewertungen
- FT-SST-61 Formato Inspeccion de EppDokument1 SeiteFT-SST-61 Formato Inspeccion de EppLINANoch keine Bewertungen
- Receta Estandar de Mousse de DuraznoDokument4 SeitenReceta Estandar de Mousse de DuraznoJUAN NOE OCHOA HERN�NDEZNoch keine Bewertungen
- Tesis de AdobeDokument129 SeitenTesis de AdobeJose PabloNoch keine Bewertungen
- Biología II - Manual de SolucionesDokument55 SeitenBiología II - Manual de SolucionesAXEL DE LA CRUZ JIMÉNEZNoch keine Bewertungen
- DPF Uno KineDokument35 SeitenDPF Uno KineAni Fran SolarNoch keine Bewertungen
- Index. Directores y Docentes. DEFDokument4 SeitenIndex. Directores y Docentes. DEFOlga Olivia GonzalezNoch keine Bewertungen
- Reseña Historica de CPM - San Joaquín-En AvanceDokument84 SeitenReseña Historica de CPM - San Joaquín-En AvancePedro Tarazona ValleNoch keine Bewertungen
- Órgano CutáneoDokument18 SeitenÓrgano CutáneokharenNoch keine Bewertungen
- Perú Ciclo 02Dokument164 SeitenPerú Ciclo 02Camila BMNoch keine Bewertungen
- Infografia Baterias y Pilas - Enzo Camila - Quimica y Lab I - Profesora Pi AndreaDokument18 SeitenInfografia Baterias y Pilas - Enzo Camila - Quimica y Lab I - Profesora Pi AndreaCamila EnzoNoch keine Bewertungen
- La Manteca de Cerdo AceitesDokument15 SeitenLa Manteca de Cerdo AceitesXiomi Senmache CornejoNoch keine Bewertungen
- Asignacion 2-Ciencia de Los MaterialesDokument10 SeitenAsignacion 2-Ciencia de Los MaterialesDavis AlmanzaNoch keine Bewertungen
- Definición de Un Plan de Respuesta A Incidentes ResumenDokument2 SeitenDefinición de Un Plan de Respuesta A Incidentes ResumenDehixaNoch keine Bewertungen
- Protocolo Regularización Del RebordeDokument6 SeitenProtocolo Regularización Del RebordeFernanda MadrigalNoch keine Bewertungen
- Inmovilización Cervical NELLYDokument34 SeitenInmovilización Cervical NELLYnelly jimenezNoch keine Bewertungen
- Endocrino Verenicemelendez AdrianacuanDokument8 SeitenEndocrino Verenicemelendez AdrianacuanFrancisco Javier Reyes OrozcoNoch keine Bewertungen