Das könnte Ihnen auch gefallen
- MBA 532-Human Resource DevelopmentDokument129 SeitenMBA 532-Human Resource DevelopmentSonu Dhangar100% (2)
- Hindi 2013-2014Dokument38 SeitenHindi 2013-2014Sonu DhangarNoch keine Bewertungen
- Computer Assemble Normal PC PicturesDokument30 SeitenComputer Assemble Normal PC PicturesSonu DhangarNoch keine Bewertungen
- Magical Method Stips Maths PDFDokument6 SeitenMagical Method Stips Maths PDFSonu DhangarNoch keine Bewertungen
- Media Type Encoding Capacity Read Mechanism Write Mechanism Developed by Philips, Sony UsageDokument2 SeitenMedia Type Encoding Capacity Read Mechanism Write Mechanism Developed by Philips, Sony UsageSonu DhangarNoch keine Bewertungen
- Comp 2Dokument31 SeitenComp 2Sudheer AyazNoch keine Bewertungen
- Intel Core ProcessorDokument4 SeitenIntel Core ProcessorSonu DhangarNoch keine Bewertungen
- AC DC ComputerDokument6 SeitenAC DC ComputerSonu DhangarNoch keine Bewertungen
- Surplus Printer Parts: Make Us An Offer!Dokument4 SeitenSurplus Printer Parts: Make Us An Offer!Sonu DhangarNoch keine Bewertungen
- Personal Computer HardwareDokument16 SeitenPersonal Computer HardwareSonu DhangarNoch keine Bewertungen
- All Computer AccessoriesDokument2 SeitenAll Computer AccessoriesSonu DhangarNoch keine Bewertungen
- 1973-1974), Where The BIOS Was Loaded From Disc Rather Than Stored As Firmware OnDokument3 Seiten1973-1974), Where The BIOS Was Loaded From Disc Rather Than Stored As Firmware OnSonu DhangarNoch keine Bewertungen
- Royal Holloway University of Landon ProjectDokument55 SeitenRoyal Holloway University of Landon ProjectSonu DhangarNoch keine Bewertungen
- Computer TotalDokument6 SeitenComputer TotalSonu DhangarNoch keine Bewertungen
- Final Projct ReprtDokument71 SeitenFinal Projct ReprtSonu DhangarNoch keine Bewertungen
- C LanguageDokument70 SeitenC LanguageSonu DhangarNoch keine Bewertungen
- A Project OspcsDokument59 SeitenA Project OspcsSonu DhangarNoch keine Bewertungen
- Study On Effectiveness of Recruitment and Selection of Oriental Bank of CommerceDokument51 SeitenStudy On Effectiveness of Recruitment and Selection of Oriental Bank of CommerceSonu DhangarNoch keine Bewertungen
- Core Java GamingDokument56 SeitenCore Java GamingSonu DhangarNoch keine Bewertungen
- Final WatchesDokument54 SeitenFinal WatchesSonu DhangarNoch keine Bewertungen
- Mrs Packletides TigerDokument9 SeitenMrs Packletides TigerSonu Dhangar0% (1)
- BCA-1st Year ProjectDokument152 SeitenBCA-1st Year ProjectSonu Dhangar60% (15)
- Shagun FinalDokument27 SeitenShagun FinalSonu DhangarNoch keine Bewertungen
- About Techno CampusDokument34 SeitenAbout Techno CampusSonu DhangarNoch keine Bewertungen
- Dog BreedsDokument24 SeitenDog BreedsSonu DhangarNoch keine Bewertungen
- Thesis M.TechDokument109 SeitenThesis M.TechSonu Dhangar100% (10)
- Oracle Project Final 1Dokument61 SeitenOracle Project Final 1Er Pradip PatelNoch keine Bewertungen
- Parts of the Computer Explained for KidsDokument16 SeitenParts of the Computer Explained for KidsRachelle Lauro Ramos100% (1)
- Insurnce Project Report-4th SemDokument55 SeitenInsurnce Project Report-4th SemSonu DhangarNoch keine Bewertungen
- Question 26.07.2013Dokument24 SeitenQuestion 26.07.2013Sonu DhangarNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- PV-SAE Installation Guide EN Web 1 1Dokument20 SeitenPV-SAE Installation Guide EN Web 1 1Adam KaczmarekNoch keine Bewertungen
- DIY Balancing.: © Tony Foale 2008Dokument6 SeitenDIY Balancing.: © Tony Foale 2008Factory PerformanceNoch keine Bewertungen
- Gerstle1989 PDFDokument8 SeitenGerstle1989 PDFJorge HenriqueNoch keine Bewertungen
- Lecture # 8: Dr. Muzaffar AliDokument37 SeitenLecture # 8: Dr. Muzaffar Alikamran bhatNoch keine Bewertungen
- Kramer Steven PDFDokument32 SeitenKramer Steven PDFFurkan YılmazNoch keine Bewertungen
- Final ReviewDokument104 SeitenFinal Reviewzhou wangchaoNoch keine Bewertungen
- AS 1056.1-1991 Storage Water Heaters - General RequirementsDokument43 SeitenAS 1056.1-1991 Storage Water Heaters - General RequirementsChetan ChopraNoch keine Bewertungen
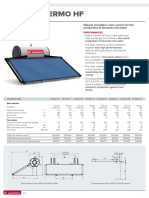
- Kairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionDokument4 SeitenKairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionFILID MADNoch keine Bewertungen
- Charcoal TowerDokument9 SeitenCharcoal TowerPrathmesh GujaratiNoch keine Bewertungen
- Lecture 15 Plane Strain and Axisymmetric Structural Elements CommentaryDokument2 SeitenLecture 15 Plane Strain and Axisymmetric Structural Elements CommentaryHenry AbrahamNoch keine Bewertungen
- Handbook of Practical Gear DesignDokument7 SeitenHandbook of Practical Gear DesignPooria1989Noch keine Bewertungen
- Ford Drive Cycle Information: Inspection / Maintenance Set ProcedureDokument3 SeitenFord Drive Cycle Information: Inspection / Maintenance Set Proceduresenthur123Noch keine Bewertungen
- Tutorial 7 MomentumDokument4 SeitenTutorial 7 Momentumapi-3827354Noch keine Bewertungen
- Government of India Ministry of Railways: DraftDokument26 SeitenGovernment of India Ministry of Railways: DraftraveenNoch keine Bewertungen
- Elektrisk (Katalog - Ermax)Dokument267 SeitenElektrisk (Katalog - Ermax)ionel1987Noch keine Bewertungen
- Owners manual for Maveric GK-32A go kartDokument18 SeitenOwners manual for Maveric GK-32A go kartedgar santanaNoch keine Bewertungen
- Mechanical Engineering: Department ofDokument50 SeitenMechanical Engineering: Department ofUsman SarwarNoch keine Bewertungen
- The Next Generation in Air Intake DesignDokument4 SeitenThe Next Generation in Air Intake DesignCastro RicardoNoch keine Bewertungen
- ControlDokument59 SeitenControlTuan Anh Nguyen HuuNoch keine Bewertungen
- 14070733Dokument27 Seiten14070733layaljamal2Noch keine Bewertungen
- Hiab 320Dokument152 SeitenHiab 320Jasbir Jammu Repairing & Maintence LLCNoch keine Bewertungen
- User'S Design Requirements For Single Chamber Pressure VesselsDokument8 SeitenUser'S Design Requirements For Single Chamber Pressure VesselspjsanchezmNoch keine Bewertungen
- Electric Power System Components (Robert Stein)Dokument487 SeitenElectric Power System Components (Robert Stein)Jorge Pérez100% (1)
- Y-Geo New Combined Finite-Discrete Element Numerical Code For Geomechanical ApplicationsDokument14 SeitenY-Geo New Combined Finite-Discrete Element Numerical Code For Geomechanical ApplicationsRicardo Huisa BustiosNoch keine Bewertungen
- Threads Unc, Unf, UnefDokument3 SeitenThreads Unc, Unf, UnefIlya FuksmanNoch keine Bewertungen
- Pres. 14 (1hr) Blighs TheoryDokument10 SeitenPres. 14 (1hr) Blighs TheoryJahanzeb AliNoch keine Bewertungen
- Exercises Marine Engineer + Internal Combustion EnginesDokument3 SeitenExercises Marine Engineer + Internal Combustion EnginesGeorge GaneaNoch keine Bewertungen
- Composite Filled Composite Circular Column DesignDokument1 SeiteComposite Filled Composite Circular Column DesignAli SamaniNoch keine Bewertungen
- 'Westerbeke: Parts ListDokument106 Seiten'Westerbeke: Parts ListasdrubalaraujoNoch keine Bewertungen
- 1104D-E44T and 1104D-E44TA Industrial Engine Electrical SystemDokument2 Seiten1104D-E44T and 1104D-E44TA Industrial Engine Electrical SystemGerman E.100% (1)