Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Samsung eMCP BrochureDokument6 SeitenSamsung eMCP Brochurejerometim33Noch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Sikadur®-30: Product Data SheetDokument4 SeitenSikadur®-30: Product Data SheetRandi RahmanNoch keine Bewertungen
- Surface Modification and MechanismDokument922 SeitenSurface Modification and MechanismG_Garlic100% (3)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- 1.-Introduction To Microsystem Fabrication and IntegrationDokument44 Seiten1.-Introduction To Microsystem Fabrication and IntegrationAlexander Martínez PasekNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Wafer Software: User GuideDokument8 SeitenWafer Software: User Guidemaruf amaludinNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Integrated Circuit (IC) FabricationDokument39 SeitenIntegrated Circuit (IC) FabricationSHAIK MUSTHAFANoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Wafer BackgrindDokument5 SeitenWafer BackgrindEllen Kay CacatianNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Advanced Computer Architecture-II - CS704 Power Point Slides Lecture 02Dokument44 SeitenAdvanced Computer Architecture-II - CS704 Power Point Slides Lecture 02Jam ZubairNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Micronas Wafer FAB and BackendDokument17 SeitenMicronas Wafer FAB and BackendLuiejen GasconNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Microelectronic Technology For MEMS: Unit - 2Dokument179 SeitenMicroelectronic Technology For MEMS: Unit - 2arun kumarNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Electronic PackagingDokument54 SeitenElectronic PackagingAdelle Lyn Carlos100% (1)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- CMOS FabricationDokument25 SeitenCMOS FabricationSupriyo SrimaniNoch keine Bewertungen
- GaN-based Emissive Microdisplays A Very Promising TechnologyDokument4 SeitenGaN-based Emissive Microdisplays A Very Promising Technologykaabar moutanabbiNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
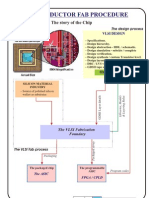
- Fabrication of SemiconductorDokument12 SeitenFabrication of Semiconductorkrish2322100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Electronic Skin My PresentationDokument22 SeitenElectronic Skin My PresentationJayalekshmi Sivan92% (24)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Solar Power GenerationDokument21 SeitenSolar Power GenerationRiddhi PaulNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Die Manufacturing NewDokument37 SeitenDie Manufacturing NewaramacataNoch keine Bewertungen
- 7-Ion Implantation 2 Upload PDFDokument70 Seiten7-Ion Implantation 2 Upload PDFRishabhNoch keine Bewertungen
- FDTD Application ExamplesDokument21 SeitenFDTD Application ExamplesJoze David NanNoch keine Bewertungen
- Fabrication of PNP TransistorDokument32 SeitenFabrication of PNP TransistorRahul RajNoch keine Bewertungen
- Split Die PDFDokument192 SeitenSplit Die PDFAnonymous TPVfFif6TO100% (1)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The CMOS Fabrication: BITS Pilani, Pilani CampusDokument43 SeitenThe CMOS Fabrication: BITS Pilani, Pilani Campusrktiwary256034Noch keine Bewertungen
- Hop Act PT 4Dokument51 SeitenHop Act PT 4middletown njNoch keine Bewertungen
- ePAK Solar CatalogDokument9 SeitenePAK Solar CatalogNick ValckxNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- 3 DicsDokument35 Seiten3 DicsJnaresh NareshNoch keine Bewertungen
- Astm D7522M-21Dokument6 SeitenAstm D7522M-21Edgar Joel Perez CarvajalNoch keine Bewertungen
- BJT FabricationDokument44 SeitenBJT Fabricationharshit63% (8)
- Ion Implantation PowerpointDokument32 SeitenIon Implantation PowerpointAllan ZhangNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Dicing GaAsDokument10 SeitenDicing GaAsTâm Nguyễn DuyNoch keine Bewertungen
- CSR July August 2014 DigitalDokument60 SeitenCSR July August 2014 Digitalolger huancara gasparaNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)