Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (894)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- BS5440 Quick GuideDokument4 SeitenBS5440 Quick Guidenyj martin100% (2)
- Kato Mitsubishi ЦеныDokument2 SeitenKato Mitsubishi ЦеныMeel SipNoch keine Bewertungen
- Hydroelectric PPDokument94 SeitenHydroelectric PPanthonyalberca2000Noch keine Bewertungen
- Fixed Cassette Cat 2020Dokument2 SeitenFixed Cassette Cat 2020mohamad chaudhariNoch keine Bewertungen
- Grid-Connected System: Simulation Parameters: Project: Sim 100MWDokument6 SeitenGrid-Connected System: Simulation Parameters: Project: Sim 100MWrajid oumaimaNoch keine Bewertungen
- Technical English Course For Students in Renewable EnergiesDokument16 SeitenTechnical English Course For Students in Renewable Energiesdjoudi mouradNoch keine Bewertungen
- DynaWave SuperClausDokument2 SeitenDynaWave SuperClausNKNoch keine Bewertungen
- 1 Mechanical Engineering Dept. CEME NUSTDokument57 Seiten1 Mechanical Engineering Dept. CEME NUSTMuhammad AliNoch keine Bewertungen
- 130321-APU Project Specification Form (PSF)Dokument8 Seiten130321-APU Project Specification Form (PSF)Ahmed AsnagNoch keine Bewertungen
- JT - Installation Manual For PV Modules A0Dokument22 SeitenJT - Installation Manual For PV Modules A0FreeLatinBirdNoch keine Bewertungen
- Present Scenario of Solar Energy in India and Scope in FutureDokument17 SeitenPresent Scenario of Solar Energy in India and Scope in FutureAbhishek Ranjan100% (3)
- Fired Heater Design PDFDokument12 SeitenFired Heater Design PDFSterlingNoch keine Bewertungen
- Ge Frame 9e Comp & Turbine DesignDokument26 SeitenGe Frame 9e Comp & Turbine DesignMuhammad Naveed Akhtar100% (3)
- V Series Manual PDFDokument72 SeitenV Series Manual PDFRicardoNoch keine Bewertungen
- Performance Review of Thermal Power Stations 2011-12: Sl. No Name of Station Unit No Organisation CapacityDokument4 SeitenPerformance Review of Thermal Power Stations 2011-12: Sl. No Name of Station Unit No Organisation Capacitys_banerjeeNoch keine Bewertungen
- Me8595 Te II Steam Turbines Unit III-2022 - 23Dokument175 SeitenMe8595 Te II Steam Turbines Unit III-2022 - 23CAD With RaoNoch keine Bewertungen
- Group Work 7 G2Dokument9 SeitenGroup Work 7 G2aify wanieyNoch keine Bewertungen
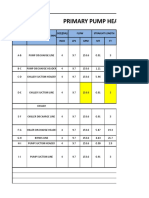
- 12.primary Pump Head CalculationDokument4 Seiten12.primary Pump Head CalculationZain ShariffNoch keine Bewertungen
- 17V10 Johnson How To Collect Form and Ship SulfurDokument43 Seiten17V10 Johnson How To Collect Form and Ship SulfurabderrahimnNoch keine Bewertungen
- Water Wash CHECKLISTDokument5 SeitenWater Wash CHECKLISTAbdelaziz EldeebNoch keine Bewertungen
- All GTs IntroDokument119 SeitenAll GTs Introsppram100% (1)
- Check List For Review of Afbc P&Id Air&Flue Gas System: ProjectDokument2 SeitenCheck List For Review of Afbc P&Id Air&Flue Gas System: Projectctraminst_81Noch keine Bewertungen
- Exchanger Selection & Design in An LPG Recovery UnitDokument27 SeitenExchanger Selection & Design in An LPG Recovery UnitjamestppNoch keine Bewertungen
- Mechatronics - Unit-Iii (Iv B.Tech I Sem Mech) : (Hydraulic Systems)Dokument36 SeitenMechatronics - Unit-Iii (Iv B.Tech I Sem Mech) : (Hydraulic Systems)Radha KrishnaNoch keine Bewertungen
- Undra Undra Undra Undra: ChileDokument1 SeiteUndra Undra Undra Undra: ChileValentin Bustos MolinaNoch keine Bewertungen
- Air Standard Power CycleDokument24 SeitenAir Standard Power Cycle24sandeep24Noch keine Bewertungen
- Armstrong Installation, Start-Up and Operating Instructions Armstrong Differential Condensate ControllerDokument4 SeitenArmstrong Installation, Start-Up and Operating Instructions Armstrong Differential Condensate ControllerWalid SaifNoch keine Bewertungen
- Atmospheric Distillation GuideDokument27 SeitenAtmospheric Distillation GuideAhmad Deyab100% (2)
- Boiler Control Philosophy R00Dokument6 SeitenBoiler Control Philosophy R00Raj Kumar TiwariNoch keine Bewertungen
- Problem Set 1Dokument2 SeitenProblem Set 1Lovedeep SinghNoch keine Bewertungen