Das könnte Ihnen auch gefallen
- S09s2 MaterialDokument34 SeitenS09s2 MaterialTapita del pasoNoch keine Bewertungen
- Calidad de FundicionDokument28 SeitenCalidad de FundicionLIZETH ARACELY CABRALES ESTRADANoch keine Bewertungen
- Tema4Modificación A La Estructura CristalinaDokument7 SeitenTema4Modificación A La Estructura CristalinaAdán VázquezNoch keine Bewertungen
- Fundicion y Trabajo en Caliente ManueldgdDokument13 SeitenFundicion y Trabajo en Caliente ManueldgdMaNuel DgdNoch keine Bewertungen
- Soldadura Por Forjado La Soldadura Por Forjado Tiene Importancia Histórica en El Desarrollo de La Tecnología de ManufacturaDokument9 SeitenSoldadura Por Forjado La Soldadura Por Forjado Tiene Importancia Histórica en El Desarrollo de La Tecnología de ManufacturaCarlosCamposNoch keine Bewertungen
- Defectos Piezas Fundidas A Las Piezas de MoldeoexposicionDokument5 SeitenDefectos Piezas Fundidas A Las Piezas de MoldeoexposicionAndres Felipe Sanabria GamboaNoch keine Bewertungen
- Recuperación de Olla de Fundición Por SoldaduraDokument8 SeitenRecuperación de Olla de Fundición Por SoldaduraRodrigoNoch keine Bewertungen
- Directrices para Soldar Hierro Fundido-PrintDokument3 SeitenDirectrices para Soldar Hierro Fundido-PrintJmb BravoNoch keine Bewertungen
- Soldadura para Aleaciones No FerrosasDokument10 SeitenSoldadura para Aleaciones No FerrosasJoseph Stiven Riveros0% (1)
- Uniones SoldadasDokument43 SeitenUniones SoldadasMEIER JOSUE QUILLAHUAMAN HUAMANNoch keine Bewertungen
- Procedimiento para Soldar Hierro ColadoDokument26 SeitenProcedimiento para Soldar Hierro ColadoEmmanuel HerreraNoch keine Bewertungen
- Moldes PermanentesDokument16 SeitenMoldes PermanentesÓscar E LeónNoch keine Bewertungen
- Fundición Es La Acción y Efecto de Fundir o FundirseDokument6 SeitenFundición Es La Acción y Efecto de Fundir o FundirseLesly RizoNoch keine Bewertungen
- Fundición en Moldes MetálicosDokument3 SeitenFundición en Moldes MetálicosArmando DiazNoch keine Bewertungen
- Horno de Refinación SecundariaDokument17 SeitenHorno de Refinación SecundariaLeon Ivan Urbina AlmendraNoch keine Bewertungen
- Operaciones de Corte y MontajeDokument14 SeitenOperaciones de Corte y MontajeMarco Antonio FloresNoch keine Bewertungen
- Fundición en Molde PermanenteDokument6 SeitenFundición en Molde PermanenteDaniel Alexander RomeroNoch keine Bewertungen
- Fundicion en Molde Permanente y DesechableDokument2 SeitenFundicion en Molde Permanente y DesechableGustavo Gil ArenaNoch keine Bewertungen
- Fundiciones PdfdocxDokument8 SeitenFundiciones PdfdocxPABLO VILAÑEZNoch keine Bewertungen
- FUNDICIONnDokument15 SeitenFUNDICIONnlomejNoch keine Bewertungen
- Lasheras PDFDokument36 SeitenLasheras PDFalu0100815382Noch keine Bewertungen
- Fundicion de Los MetalesDokument10 SeitenFundicion de Los MetalesHilda OrtizNoch keine Bewertungen
- Cuestionario de Metales, Nomenclatura Y CompuestosDokument22 SeitenCuestionario de Metales, Nomenclatura Y Compuestosclaudia alejandraNoch keine Bewertungen
- Dureza Galvanizado Hot-DipDokument8 SeitenDureza Galvanizado Hot-Dipifree spiritNoch keine Bewertungen
- BielaDokument35 SeitenBielaDaniel Alejandro Bolívar SanzNoch keine Bewertungen
- Fundiciones 130327144615 Phpapp02Dokument98 SeitenFundiciones 130327144615 Phpapp02Pedrin Cha OlivosNoch keine Bewertungen
- Practica N 4 FundicionDokument12 SeitenPractica N 4 FundicionAlvaro Ccapatinta100% (1)
- Yamid Arbey Sepulveda Quintero - Cuestionario General Sobre Algunos Aspectos de FundiciónDokument6 SeitenYamid Arbey Sepulveda Quintero - Cuestionario General Sobre Algunos Aspectos de FundiciónKEIMER JESSIT GARCIA VILLANoch keine Bewertungen
- Quimica FundiciónDokument4 SeitenQuimica FundiciónJdlwmpNoch keine Bewertungen
- Defectos Por Fundicion y HornosDokument11 SeitenDefectos Por Fundicion y Hornosfernando gualdronNoch keine Bewertungen
- Capacitacion Galvanizado en CalienteDokument19 SeitenCapacitacion Galvanizado en CalienteMichael ValenzuelaNoch keine Bewertungen
- FundiciónDokument7 SeitenFundiciónAlexis VargasNoch keine Bewertungen
- Defectos en Piezas Galvanizadas Muy GrandesDokument4 SeitenDefectos en Piezas Galvanizadas Muy GrandesJuan Ayala ValdebenitoNoch keine Bewertungen
- Texto Fuf - 400Dokument68 SeitenTexto Fuf - 400Julio VidalNoch keine Bewertungen
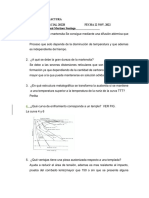
- Examen 3er ParcialDokument6 SeitenExamen 3er ParcialJose Emir Martínez SantiagoNoch keine Bewertungen
- Soldabilidad de Los Aceros Al CarbonDokument36 SeitenSoldabilidad de Los Aceros Al CarbonangelNoch keine Bewertungen
- Moldeo y Fundicion 2Dokument10 SeitenMoldeo y Fundicion 2Santiago LeonNoch keine Bewertungen
- SOLDABILIDADDokument5 SeitenSOLDABILIDADYenny BeluNoch keine Bewertungen
- INTRODUCCIONDokument13 SeitenINTRODUCCIONAndres OrtusteNoch keine Bewertungen
- Fundicion en Moldes MetalicosDokument7 SeitenFundicion en Moldes MetalicosJohnatan Garcia Infante100% (2)
- SoldaduraDokument5 SeitenSoldaduraJaime MirandaNoch keine Bewertungen
- Consideraciones de Diseño en FundicionDokument4 SeitenConsideraciones de Diseño en FundicionArmandoAndreNoch keine Bewertungen
- Criterios de Diseño en FundicionDokument16 SeitenCriterios de Diseño en Fundicioncarlos sotoNoch keine Bewertungen
- Proceso de LaminaciónDokument24 SeitenProceso de LaminaciónfernandoNoch keine Bewertungen
- Machos o CorazonesDokument2 SeitenMachos o CorazonesLc0% (1)
- Cuestionario Cap12rDokument6 SeitenCuestionario Cap12rRonald Gomez OrellanaNoch keine Bewertungen
- Proyecto Pavimentacion Via Sutatenza-Tenza-GuatequeDokument11 SeitenProyecto Pavimentacion Via Sutatenza-Tenza-GuatequeDaniel OchoaNoch keine Bewertungen
- Cuestionario 2Dokument3 SeitenCuestionario 2alicia zaraNoch keine Bewertungen
- Algunos Tratamientos Térmicos en La Industria AutomotrizDokument8 SeitenAlgunos Tratamientos Térmicos en La Industria AutomotrizBenjamin ReyesNoch keine Bewertungen
- Procesos de Fundición y Vacíado.Dokument69 SeitenProcesos de Fundición y Vacíado.ReyKiremNoch keine Bewertungen
- FundicionesDokument13 SeitenFundicionesjvillanuevachavez1Noch keine Bewertungen
- 3.1 Fundición, Colado Al Alto Vacío, Centrífuga y Precisión.Dokument5 Seiten3.1 Fundición, Colado Al Alto Vacío, Centrífuga y Precisión.Judith Medina López50% (2)
- 10 PDFDokument17 Seiten10 PDFdiegoNoch keine Bewertungen
- Unidad 2-Tema 2 - FundicionDokument155 SeitenUnidad 2-Tema 2 - Fundicionanthony190205Noch keine Bewertungen
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoVon EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoBewertung: 5 von 5 Sternen5/5 (1)
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosVon EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosNoch keine Bewertungen
- Bladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasVon EverandBladesmithing; Cuchillería a partir de chatarra: Cómo fabricar cuchillos con ballestas, cables, clavos de vías férreas y limasNoch keine Bewertungen
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAVon EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSANoch keine Bewertungen
- Benceno HdsDokument2 SeitenBenceno Hdsozil10117Noch keine Bewertungen
- Fim-13 410Dokument10 SeitenFim-13 410Yhan Carlos Huamani MendozaNoch keine Bewertungen
- Indicador de PH A Partir de Pétalos de RosaDokument3 SeitenIndicador de PH A Partir de Pétalos de RosaEstefany Nicol50% (8)
- Varela An Exo 21Dokument3 SeitenVarela An Exo 21abugabyNoch keine Bewertungen
- Taller 1° BioqumicaDokument5 SeitenTaller 1° BioqumicaElizabeth VidalNoch keine Bewertungen
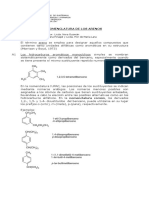
- Clasificacion y Nomenclatura de Alcoholes 2014Dokument7 SeitenClasificacion y Nomenclatura de Alcoholes 2014César STNoch keine Bewertungen
- Tesis Bugambilla PDFDokument151 SeitenTesis Bugambilla PDFDarren JohnsonNoch keine Bewertungen
- Monografía CervezaDokument10 SeitenMonografía CervezaFernanda Verónica Canillas DieguezNoch keine Bewertungen
- Práctica 8. Fermentación de La Glucosa Por La Levadura de Panificación (Saccharomyces Cerevisiae)Dokument8 SeitenPráctica 8. Fermentación de La Glucosa Por La Levadura de Panificación (Saccharomyces Cerevisiae)Flor IzquierdoNoch keine Bewertungen
- 29.concentracion y Dilucion UrinariaDokument17 Seiten29.concentracion y Dilucion Urinariaempresa20demayoNoch keine Bewertungen
- Azufre Selenio 2019 PDFDokument40 SeitenAzufre Selenio 2019 PDFkattyNoch keine Bewertungen
- Mecanica de Fluidos I. Sesion #14Dokument58 SeitenMecanica de Fluidos I. Sesion #14Angel Junior Santisteban OlayaNoch keine Bewertungen
- Acuerdo 029 de 2011 - Anexos Nuevo POS 2012Dokument556 SeitenAcuerdo 029 de 2011 - Anexos Nuevo POS 2012Sergio Luis Arrieta GonzalezNoch keine Bewertungen
- Tipos de Fundición Según El Tipo de ModeloDokument5 SeitenTipos de Fundición Según El Tipo de ModeloNahuel MasuNoch keine Bewertungen
- Relaciones Volumetricas y Gravimetricas en SuelosDokument20 SeitenRelaciones Volumetricas y Gravimetricas en Suelosmarcomabr100% (1)
- 10 PTAP IntegralDokument128 Seiten10 PTAP IntegralChristian Villena FernándezNoch keine Bewertungen
- Evaluación de La Semilla de Moringa Como Coagulante en Aguas ResiDokument70 SeitenEvaluación de La Semilla de Moringa Como Coagulante en Aguas ResiOSCAR D BELEÑO DNoch keine Bewertungen
- Ciencias de Los MaterialesDokument76 SeitenCiencias de Los MaterialesAnonymous 1tskC3GV8Noch keine Bewertungen
- Catalogo Tecnico FibrolitDokument16 SeitenCatalogo Tecnico Fibrolitnelson_mendoza6012Noch keine Bewertungen
- Clase 1-Morfologia de Las BacteriasDokument10 SeitenClase 1-Morfologia de Las BacteriasEstrellita AlvarezNoch keine Bewertungen
- Taller 1 FinalDokument13 SeitenTaller 1 FinalMaria Angelica SaltarinNoch keine Bewertungen
- Tipos de Acabados SuperficialesDokument9 SeitenTipos de Acabados SuperficialesDanilo NetoNoch keine Bewertungen
- Buenas Practicas de DispensacionDokument39 SeitenBuenas Practicas de DispensacionDayane CastellanosNoch keine Bewertungen
- CuestionarioDokument4 SeitenCuestionarioGustavo AquinoNoch keine Bewertungen
- Fenomenos de Trasporte Capitulo 2Dokument45 SeitenFenomenos de Trasporte Capitulo 2Juan Manuel Hernández ReyesNoch keine Bewertungen
- Catálogo MONOBLOCK - COLOMBIA2020 - DIGITALDokument68 SeitenCatálogo MONOBLOCK - COLOMBIA2020 - DIGITALJuan Aristipo Gonzalez GonzalezNoch keine Bewertungen
- Ft-Id-01 Carbon ActivadoDokument3 SeitenFt-Id-01 Carbon ActivadoMaria Camila ZapataNoch keine Bewertungen
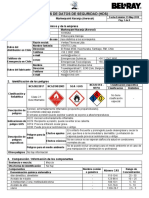
- HDS-CRC-10165AAv02 Markerpaint Naranja (Aerosol)Dokument8 SeitenHDS-CRC-10165AAv02 Markerpaint Naranja (Aerosol)Rodrigo LopezNoch keine Bewertungen
- Aceros y FundicionesDokument5 SeitenAceros y FundicionesMa Angelica Torres AguilarNoch keine Bewertungen
- Ejercicios de Termodinamica.Dokument3 SeitenEjercicios de Termodinamica.Chava HernandezNoch keine Bewertungen