Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- 3D Printing (Addictive) SystemDokument55 Seiten3D Printing (Addictive) SystemSergiu CiNoch keine Bewertungen
- CSS Examination Grade 9 First QuarterDokument2 SeitenCSS Examination Grade 9 First QuarterPhoebe JaeNoch keine Bewertungen
- KUKA IntroductionDokument21 SeitenKUKA IntroductionDr Praveen Kumar100% (1)
- The Holography TimesDokument16 SeitenThe Holography TimestiuwangNoch keine Bewertungen
- Low-Level Light Therapy Photobiomodulation PDFDokument18 SeitenLow-Level Light Therapy Photobiomodulation PDFanacamps100% (1)
- Compact Hybrid Integrated 100-Gb-s Transmitter Optical Sub-Assembly Using Optical Butt-Coupling Between EADFB Lasers and Silica-Based AWG MultiplexerDokument9 SeitenCompact Hybrid Integrated 100-Gb-s Transmitter Optical Sub-Assembly Using Optical Butt-Coupling Between EADFB Lasers and Silica-Based AWG MultiplexerPaola GongoraNoch keine Bewertungen
- Samsung scx-340x Series Service Manual PDFDokument130 SeitenSamsung scx-340x Series Service Manual PDFGC ToolbarNoch keine Bewertungen
- Lpor 200710008 PDFDokument85 SeitenLpor 200710008 PDFSirbu MadalinaNoch keine Bewertungen
- ESAB SILHOUETTE 500 PORTABLE SHAPE CUTTERDokument2 SeitenESAB SILHOUETTE 500 PORTABLE SHAPE CUTTERCarlos PadillaNoch keine Bewertungen
- Esa Tech Tree v2.1Dokument14 SeitenEsa Tech Tree v2.1Tomas NopeNoch keine Bewertungen
- Fresnel Relations and Snell's Law LabDokument3 SeitenFresnel Relations and Snell's Law LabAkash GuptaNoch keine Bewertungen
- ECPE31 CT 2 Nitt-2022Dokument1 SeiteECPE31 CT 2 Nitt-2022Khushi VeerNoch keine Bewertungen
- Take Illumination MCQ Test & Online QuizDokument5 SeitenTake Illumination MCQ Test & Online QuizBhalchandra SwamiNoch keine Bewertungen
- RHEED and X-ray Techniques for Surface Structure DeterminationDokument19 SeitenRHEED and X-ray Techniques for Surface Structure DeterminationLương Hữu BắcNoch keine Bewertungen
- Visual Inspection and Other NDE Methods and SymbolsDokument17 SeitenVisual Inspection and Other NDE Methods and SymbolsAlejandro RodríguezNoch keine Bewertungen
- Maximize Performance in Eye Surgery with the MegaTRON S4HPS SystemDokument6 SeitenMaximize Performance in Eye Surgery with the MegaTRON S4HPS SystemDaniel MedinaNoch keine Bewertungen
- Technical Theatre Program: Types of Lights Blocking Light Plan Video MappingDokument18 SeitenTechnical Theatre Program: Types of Lights Blocking Light Plan Video MappingAnna WILLIAMSONNoch keine Bewertungen
- Western Manila Rope Blocks Western Standard Steel BlocksDokument1 SeiteWestern Manila Rope Blocks Western Standard Steel BlocksKonstantinos SynodinosNoch keine Bewertungen
- NDTDokument3 SeitenNDTKarnati Ashwini ReddyNoch keine Bewertungen
- PT-R4300 Um PDFDokument167 SeitenPT-R4300 Um PDFGabriel EstradaNoch keine Bewertungen
- DS-Dyne and Surface TensionDokument4 SeitenDS-Dyne and Surface TensionRodriguez JohannNoch keine Bewertungen
- Manual Radio JVCDokument43 SeitenManual Radio JVCIngelore HeitmannNoch keine Bewertungen
- Bio Chips Seminar ReportDokument8 SeitenBio Chips Seminar Reportjnapana h sNoch keine Bewertungen
- Chip 7Dokument52 SeitenChip 7almodenahNoch keine Bewertungen
- Yamaha bd-s473Dokument48 SeitenYamaha bd-s473RaulNoch keine Bewertungen
- High Resolution and Standard Resolution Image ConduitsDokument6 SeitenHigh Resolution and Standard Resolution Image ConduitsF Javier García DíazNoch keine Bewertungen
- Micro-Drilling Using Step-Forward MethodDokument17 SeitenMicro-Drilling Using Step-Forward Methodsureshm_raj5434Noch keine Bewertungen
- Latihan 1 - Understanding MeasurementsDokument7 SeitenLatihan 1 - Understanding Measurementsjeekay745960Noch keine Bewertungen
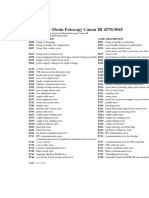
- Error Code Mesin Fotocopy Canon IR 4570Dokument2 SeitenError Code Mesin Fotocopy Canon IR 4570O Meo MeoNoch keine Bewertungen
- 3d Laser Mapping Mobile Mapping Buyers Guide Web - OriginalDokument14 Seiten3d Laser Mapping Mobile Mapping Buyers Guide Web - OriginalprabhakarsaNoch keine Bewertungen