Das könnte Ihnen auch gefallen
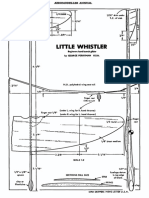
- Little WhistlerDokument1 SeiteLittle WhistlerAlberto Casillas FigueroaNoch keine Bewertungen
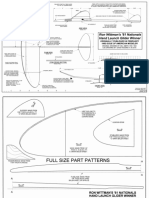
- 300 MM Span Mini Hand Launch Glider: Rear ViewDokument1 Seite300 MM Span Mini Hand Launch Glider: Rear ViewAlberto Casillas FigueroaNoch keine Bewertungen
- Amalgam: #4-40 Nylon Wing Mounting Bolts (2) SKEW STAB .070"Dokument2 SeitenAmalgam: #4-40 Nylon Wing Mounting Bolts (2) SKEW STAB .070"Alberto Casillas FigueroaNoch keine Bewertungen
- Ronwittmanhlg 1961Dokument2 SeitenRonwittmanhlg 1961Alberto Casillas FigueroaNoch keine Bewertungen
- Strength Beyond My Own PDFDokument2 SeitenStrength Beyond My Own PDFAlberto Casillas FigueroaNoch keine Bewertungen
- More Holiness Give Me: Arranged by Richard Thompson Philip Paul Bliss, 1838-1876Dokument3 SeitenMore Holiness Give Me: Arranged by Richard Thompson Philip Paul Bliss, 1838-1876Alberto Casillas FigueroaNoch keine Bewertungen
- Strength Beyond My Own PDFDokument2 SeitenStrength Beyond My Own PDFAlberto Casillas FigueroaNoch keine Bewertungen
- Formulario Thermofluids ExtraDokument7 SeitenFormulario Thermofluids ExtraAlberto Casillas FigueroaNoch keine Bewertungen
- Well Bring The World His TruthDokument7 SeitenWell Bring The World His TruthAlberto Casillas FigueroaNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Powermill Multi AxisDokument10 SeitenPowermill Multi AxisMiguel MaiaNoch keine Bewertungen
- MasterCam Dynamic MillingDokument78 SeitenMasterCam Dynamic MillingMed AliNoch keine Bewertungen
- C. AnvilDokument8 SeitenC. AnvilJade Carlo AntonioNoch keine Bewertungen
- SPRX4014 CAM LabDokument32 SeitenSPRX4014 CAM Labsankarsuper83Noch keine Bewertungen
- View ContentDokument169 SeitenView ContentbhatafzalNoch keine Bewertungen
- Surfcam 2014 r2 - 32bitDokument152 SeitenSurfcam 2014 r2 - 32bitClaudio HinojozaNoch keine Bewertungen
- Product Guide 2009Dokument40 SeitenProduct Guide 2009JoHn LeE100% (1)
- WachsDokument64 SeitenWachsJorgeNoch keine Bewertungen
- Machining Fundamentals OCRDokument640 SeitenMachining Fundamentals OCRGyörgy Murvai100% (2)
- CNC 2 MarkDokument24 SeitenCNC 2 MarkNitish RamNoch keine Bewertungen
- Jawaharlal Nehru Technological University Kakinada: College Name: Dr. Paul Raj Engineering College:B5Dokument33 SeitenJawaharlal Nehru Technological University Kakinada: College Name: Dr. Paul Raj Engineering College:B5Prasanna KonalaNoch keine Bewertungen
- Manufacturing Processes SyllabusDokument14 SeitenManufacturing Processes SyllabusdeekamittalNoch keine Bewertungen
- Me2026 Ucmp Unit 1Dokument32 SeitenMe2026 Ucmp Unit 1velavansuNoch keine Bewertungen
- Latest Trends in MachiningDokument209 SeitenLatest Trends in Machiningalexkr16661Noch keine Bewertungen
- 17 NestingDokument6 Seiten17 NestingReyyan KhalidNoch keine Bewertungen
- A-12-02809 KMT ToolingSystems2013 SectionA KMDokument636 SeitenA-12-02809 KMT ToolingSystems2013 SectionA KMdeepaNoch keine Bewertungen
- Machine Tool Design Chapter OneDokument12 SeitenMachine Tool Design Chapter Onedaggm100Noch keine Bewertungen
- Easybender X2-300Dokument4 SeitenEasybender X2-300Marko ZmejNoch keine Bewertungen
- ᎌਦߙถࡼறමၫ఼ޱᇷআᒦቦ A Precision CNC Turn-Mill Machining Center with Gear Hobbing CapabilityDokument9 Seitenᎌਦߙถࡼறමၫ఼ޱᇷআᒦቦ A Precision CNC Turn-Mill Machining Center with Gear Hobbing Capabilitynovkovic1984Noch keine Bewertungen
- 160 ProgDokument174 Seiten160 ProgAbraham Humberto Pedroza Flores100% (1)
- Drill Manual 50BDokument12 SeitenDrill Manual 50BPanesar SunnyNoch keine Bewertungen
- Thermal Lead Correction For High-Speed Gears: Sinto America, IncDokument92 SeitenThermal Lead Correction For High-Speed Gears: Sinto America, IncRongbaaz BongNoch keine Bewertungen
- Chapter 1 - Introduction To Hybrid Machining ProcessesDokument31 SeitenChapter 1 - Introduction To Hybrid Machining ProcessesGAURAV KUMAR100% (1)
- Hydraulic Pump Assembly 320BDokument29 SeitenHydraulic Pump Assembly 320BiliuhinNoch keine Bewertungen
- Classification of Machine ToolsDokument7 SeitenClassification of Machine ToolsglisoNoch keine Bewertungen
- Introduction To Manufacturing Technology: Instructor: HAILEDokument19 SeitenIntroduction To Manufacturing Technology: Instructor: HAILEhaile mehariNoch keine Bewertungen
- CAMWorks2014 SP0 What'SNewDokument25 SeitenCAMWorks2014 SP0 What'SNewSkija Se StieNoch keine Bewertungen
- Chuck Used On Turret Lathe Is A. Collet Chuck B. Four Jaw Self Centering Chuck C. Magnetic Chuck D. Three Jaw Independent ChuckDokument183 SeitenChuck Used On Turret Lathe Is A. Collet Chuck B. Four Jaw Self Centering Chuck C. Magnetic Chuck D. Three Jaw Independent ChuckCaro Kan Lopez100% (1)
- Applications Engineer or Manufacturing Engineer or Production MaDokument2 SeitenApplications Engineer or Manufacturing Engineer or Production Maapi-77573167Noch keine Bewertungen
- Manufacturing Processes LL (IIT Lecture Notes)Dokument619 SeitenManufacturing Processes LL (IIT Lecture Notes)Prasanth Kumar100% (1)