Das könnte Ihnen auch gefallen
- Weld Like a Pro: Beginning to Advanced TechniquesVon EverandWeld Like a Pro: Beginning to Advanced TechniquesBewertung: 4.5 von 5 Sternen4.5/5 (6)
- CoroKey 2008engDokument208 SeitenCoroKey 2008engStela LjevarNoch keine Bewertungen
- Ampco Machining RecommendationsDokument9 SeitenAmpco Machining Recommendationsjunior_radaicNoch keine Bewertungen
- Fresa Men ToDokument292 SeitenFresa Men ToSandra CrisostomoNoch keine Bewertungen
- Casting Standards PDFDokument1 SeiteCasting Standards PDFamaestrelNoch keine Bewertungen
- NPA205 Black Rush TaeguTecDokument6 SeitenNPA205 Black Rush TaeguTecpchakkrapaniNoch keine Bewertungen
- Copper Casting Alloys - Foundry TechnologyDokument16 SeitenCopper Casting Alloys - Foundry TechnologyOnilio Firmino de MedeirosNoch keine Bewertungen
- Indexable CarbideDokument258 SeitenIndexable CarbideVK Morales0% (1)
- Peeled Round Steel BarsDokument9 SeitenPeeled Round Steel BarsaxgasaNoch keine Bewertungen
- Welding Filler Metals For Power Plant EngineeringDokument20 SeitenWelding Filler Metals For Power Plant EngineeringgogotigNoch keine Bewertungen
- I Grades en 2Dokument52 SeitenI Grades en 2prasad_kcpNoch keine Bewertungen
- Seamless Tubes For Utility Boilers Industrial Boilers and HRSGDokument12 SeitenSeamless Tubes For Utility Boilers Industrial Boilers and HRSGsridharchowdary349Noch keine Bewertungen
- Ampco Vs SteelDokument9 SeitenAmpco Vs SteelCopper AmpcometalNoch keine Bewertungen
- 2 ATI Steellram U INCIMA DimenzijeDokument4 Seiten2 ATI Steellram U INCIMA DimenzijeBosko LukavicNoch keine Bewertungen
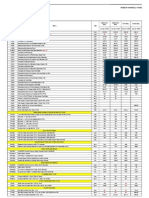
- Bill of MaterialsDokument1 SeiteBill of MaterialsTakshina MurthyNoch keine Bewertungen
- TrelleborgDokument10 SeitenTrelleborgrofiqq4Noch keine Bewertungen
- CA65 PR11: For Stainless Steel MachiningDokument12 SeitenCA65 PR11: For Stainless Steel MachiningmachineCanNoch keine Bewertungen
- Material PropertiesDokument16 SeitenMaterial PropertiesMadan Kulkarni100% (1)
- Steel Supply Sub-Grades To EC3Dokument22 SeitenSteel Supply Sub-Grades To EC3Anonymous iS33V5Noch keine Bewertungen
- B O Q Summ 26-05-15Dokument275 SeitenB O Q Summ 26-05-15Nadim JilaniNoch keine Bewertungen
- # 13 Local Indents Area Wise 2011 - 2012Dokument166 Seiten# 13 Local Indents Area Wise 2011 - 2012shani55730% (1)
- Alu ENDokument44 SeitenAlu ENlelixNoch keine Bewertungen
- Mechanical Properties-Cast Aluminum Alloys (BS EN 1706:1998 / BS 1490:1988)Dokument2 SeitenMechanical Properties-Cast Aluminum Alloys (BS EN 1706:1998 / BS 1490:1988)sivaNoch keine Bewertungen
- Guia Practica Eleccion AporteDokument26 SeitenGuia Practica Eleccion AporteNegrito RosarinoNoch keine Bewertungen
- ARTY - Aubert Et Duval - Produits - Longs - GB PDFDokument6 SeitenARTY - Aubert Et Duval - Produits - Longs - GB PDFScott_B4UNoch keine Bewertungen
- Basic Steel Selection Based On BS 970 en SeriesDokument8 SeitenBasic Steel Selection Based On BS 970 en SeriesAmarendra Pendse100% (1)
- Ingersoll CAT-009 HoleM TechDokument30 SeitenIngersoll CAT-009 HoleM TechLLNoch keine Bewertungen
- Beric Valves Trim ChartDokument1 SeiteBeric Valves Trim ChartPoncho RmzNoch keine Bewertungen
- Al en Ab 42000 DatasheetDokument2 SeitenAl en Ab 42000 Datasheetc4pp3ll410_m4tt0Noch keine Bewertungen
- Ductile Iron Pipes FittingsDokument44 SeitenDuctile Iron Pipes FittingsSaifur RahmanNoch keine Bewertungen
- Horizontal Split Casing Pumps: Kirloskar Brothers LimitedDokument23 SeitenHorizontal Split Casing Pumps: Kirloskar Brothers LimitedChaitanya DattaNoch keine Bewertungen
- 1 Cutting Tools KDokument358 Seiten1 Cutting Tools Kchitzulanu100% (1)
- I - Grades & Materilas InfoDokument32 SeitenI - Grades & Materilas InfoEswara ReddyNoch keine Bewertungen
- Introducing Chipbreaker Types: Chipbreaker System For Positive Turning InsertsDokument1 SeiteIntroducing Chipbreaker Types: Chipbreaker System For Positive Turning Inserts8075catNoch keine Bewertungen
- Spence StrainersDokument132 SeitenSpence StrainersRahul LavandNoch keine Bewertungen
- Sanvik Mill Main D 24Dokument9 SeitenSanvik Mill Main D 24Lionel ZakhyNoch keine Bewertungen
- Piping ComponentDokument19 SeitenPiping Componentreach_arindomNoch keine Bewertungen
- Bohler Welding Thermalpower - ENGDokument24 SeitenBohler Welding Thermalpower - ENGghostinshellNoch keine Bewertungen
- MillingCatalog07 08Dokument108 SeitenMillingCatalog07 08mami_meuNoch keine Bewertungen
- Etm API 600 Trim MaterialDokument1 SeiteEtm API 600 Trim Materialmayukhguhanita2010Noch keine Bewertungen
- Material Selection and NameDokument6 SeitenMaterial Selection and NameHlaingm KyawNoch keine Bewertungen
- Untitled 1 PDFDokument35 SeitenUntitled 1 PDFRAVI KANT BARANWALNoch keine Bewertungen
- TurningDokument64 SeitenTurningSerhat DoğandemirNoch keine Bewertungen
- SEVPL BrochureDokument20 SeitenSEVPL BrochureNaveen AnandNoch keine Bewertungen
- Sumiten 780SDokument2 SeitenSumiten 780Sdiah131Noch keine Bewertungen
- Preheat Ions For A 514 Grade B MaterialDokument2 SeitenPreheat Ions For A 514 Grade B Materialjrod64Noch keine Bewertungen
- Secco Catalogo 1Dokument16 SeitenSecco Catalogo 1emilio_707Noch keine Bewertungen
- Bohler - Welding ConsumableDokument44 SeitenBohler - Welding Consumablehareesh13hNoch keine Bewertungen
- Design Guidelines for Surface Mount TechnologyVon EverandDesign Guidelines for Surface Mount TechnologyBewertung: 5 von 5 Sternen5/5 (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsVon EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNoch keine Bewertungen
- High-Performance GM LS-Series Cylinder Head GuideVon EverandHigh-Performance GM LS-Series Cylinder Head GuideBewertung: 4.5 von 5 Sternen4.5/5 (2)
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantVon EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsVon EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsBewertung: 4.5 von 5 Sternen4.5/5 (10)
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20Von EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20Noch keine Bewertungen
- Chapter4 RetainingwallDokument55 SeitenChapter4 RetainingwallNur HazwaniNoch keine Bewertungen
- EJAET 9 4s 14 18Dokument5 SeitenEJAET 9 4s 14 18Atul JaiswalNoch keine Bewertungen
- Serc - Group 2Dokument8 SeitenSerc - Group 2Arwa IbrahimNoch keine Bewertungen
- Properties of PolymerDokument36 SeitenProperties of PolymerhedayatinluvNoch keine Bewertungen
- Testing of Circuit BreakerDokument2 SeitenTesting of Circuit BreakerOsama SalemNoch keine Bewertungen
- Columns - Inelastic BucklingDokument1 SeiteColumns - Inelastic BucklingpaoloNoch keine Bewertungen
- RCC T Girder & Deck Slab For Major Bridge 02 - Deck-21Dokument1 SeiteRCC T Girder & Deck Slab For Major Bridge 02 - Deck-21mrinal kayalNoch keine Bewertungen
- Ferreira Et Al. (2021) - Influence of The Flexural and Shear Reinforcement in The Concrete ConeDokument17 SeitenFerreira Et Al. (2021) - Influence of The Flexural and Shear Reinforcement in The Concrete ConemanoelmangabeiraNoch keine Bewertungen
- Curamik Ceramic Substrates Product Information and Data SheetDokument4 SeitenCuramik Ceramic Substrates Product Information and Data SheetmasonNoch keine Bewertungen
- L-1, T-2, IPE, 2018-2019 (Online)Dokument14 SeitenL-1, T-2, IPE, 2018-2019 (Online)Nazmus Sakib TntNoch keine Bewertungen
- Coating Procedure PEDokument53 SeitenCoating Procedure PEMuhamad Hassan100% (3)
- Project Sub Project Sipil Owner Date Revision Prepared by No Description Qty Unit Cost Total Cost RP RP Brand Part No. B Floor StrengtheningDokument6 SeitenProject Sub Project Sipil Owner Date Revision Prepared by No Description Qty Unit Cost Total Cost RP RP Brand Part No. B Floor StrengtheningMas Ngabehi ErwinNoch keine Bewertungen
- Samyang PDFDokument186 SeitenSamyang PDFDidin BaeNoch keine Bewertungen
- CIVIL ROCKET? CHART Civil Ki Goli (Civil Junction)Dokument1 SeiteCIVIL ROCKET? CHART Civil Ki Goli (Civil Junction)MR. PRANAV KUMAR67% (3)
- CL20-30Cub SS4473x 4474x 4475xPLDokument59 SeitenCL20-30Cub SS4473x 4474x 4475xPLDiana Zar100% (1)
- Notes - Lect 2 MMT (ME-294)Dokument22 SeitenNotes - Lect 2 MMT (ME-294)Jerome BalatbatNoch keine Bewertungen
- Naca 101Dokument12 SeitenNaca 101Joseph MuhoroNoch keine Bewertungen
- Section A-A: NotesDokument1 SeiteSection A-A: NotesYazan MohammadNoch keine Bewertungen
- Contech ChemicalsDokument8 SeitenContech ChemicalskiNoch keine Bewertungen
- SOM 4.1 StudentDokument28 SeitenSOM 4.1 StudentHasmitthaNoch keine Bewertungen
- Wear Rings: Contributed by Zoeller Engineering DepartmentDokument2 SeitenWear Rings: Contributed by Zoeller Engineering DepartmentAjay VishwakarmaNoch keine Bewertungen
- 15570Dokument6 Seiten15570JhoNoch keine Bewertungen
- تحسين خواص الترسبات الطينية PDFDokument16 Seitenتحسين خواص الترسبات الطينية PDFGandhi HammoudNoch keine Bewertungen
- Standard TCVN 2737-1995 Loads and Effects - Design StandardDokument68 SeitenStandard TCVN 2737-1995 Loads and Effects - Design Standardanfrohel100% (2)
- MS For Cement Stucco (Exterior Application)Dokument7 SeitenMS For Cement Stucco (Exterior Application)Alvene TagocNoch keine Bewertungen
- Resilient Modulus of Hot-Mix Asphalt Gap Graded With Waste Rubber Tire AdditivesDokument10 SeitenResilient Modulus of Hot-Mix Asphalt Gap Graded With Waste Rubber Tire Additivesdanang abdilahNoch keine Bewertungen
- 208 217Dokument10 Seiten208 217amit_iitNoch keine Bewertungen
- Types of Welding ElectrodesDokument34 SeitenTypes of Welding ElectrodesAileen May Caminero SumampaoNoch keine Bewertungen
- LePage Epoxy Steel, 25-mL Canadian TireDokument5 SeitenLePage Epoxy Steel, 25-mL Canadian Tireming_zhu10Noch keine Bewertungen
- A Study On The Heat Dissipation of High Power Multi-Chip COB LEDsDokument8 SeitenA Study On The Heat Dissipation of High Power Multi-Chip COB LEDsdangerous livingNoch keine Bewertungen