Das könnte Ihnen auch gefallen
- QSP-211-02 3C 5S Improvment SheetDokument70 SeitenQSP-211-02 3C 5S Improvment Sheetomprakash26100% (1)
- Kaizen in CAPARODokument25 SeitenKaizen in CAPAROKrishna JoshiNoch keine Bewertungen
- 8DDokument117 Seiten8DLokesh NarasimhaiahNoch keine Bewertungen
- Ems KaizenDokument4 SeitenEms KaizenJogender KumarNoch keine Bewertungen
- 5S - Excellence Assessment PDFDokument2 Seiten5S - Excellence Assessment PDFAshokNoch keine Bewertungen
- TPMDokument34 SeitenTPMJagdeep BajwaNoch keine Bewertungen
- 00the 7 MFG WasteDokument15 Seiten00the 7 MFG WasteRohit PrakashNoch keine Bewertungen
- 5S TrainingDokument29 Seiten5S TrainingponNoch keine Bewertungen
- KAIZENDokument2 SeitenKAIZENAzaly BuangNoch keine Bewertungen
- Kanban SystemsDokument10 SeitenKanban SystemsZeeshange100% (1)
- 5S Audit Sheets NEWDokument2 Seiten5S Audit Sheets NEWManu SharmaNoch keine Bewertungen
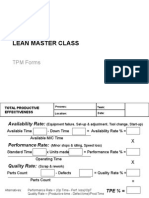
- TPM FormsDokument15 SeitenTPM FormscivanusNoch keine Bewertungen
- Final Inspection - Tata Ace DiscDokument3 SeitenFinal Inspection - Tata Ace DiscazadNoch keine Bewertungen
- Lean Manufacturing-IntroductionDokument44 SeitenLean Manufacturing-IntroductionSourav DasguptaNoch keine Bewertungen
- Ebook - 9 & 10 Ogos 2022 - Seminar Dan Coaching Intervensi KKP Di Tempat KerjaDokument127 SeitenEbook - 9 & 10 Ogos 2022 - Seminar Dan Coaching Intervensi KKP Di Tempat KerjaAfrina DamyaNoch keine Bewertungen
- KAIZEN Trolley #02Dokument1 SeiteKAIZEN Trolley #02Subhan50Noch keine Bewertungen
- Surface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODDokument7 SeitenSurface Finish Found 5.68ra Against Spe. 3.2ra On Ø60.0-0.3/-0.2mm ODBALACHANDAR SNoch keine Bewertungen
- Eng Oee Industry StandardDokument30 SeitenEng Oee Industry Standardjoseparra100% (1)
- 5S Thoughts - AllDokument12 Seiten5S Thoughts - Allssk3712Noch keine Bewertungen
- 5S Implementation and AssessmentDokument120 Seiten5S Implementation and AssessmentPK JhaNoch keine Bewertungen
- Skill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredDokument2 SeitenSkill Required Skill Required Skill Required Skill Required Skill Required Skill RequiredRavi YadavNoch keine Bewertungen
- 5S Audits Check Sheet and Comments Sheet - Issue2Dokument2 Seiten5S Audits Check Sheet and Comments Sheet - Issue2vipindixit78100% (1)
- Welcomes All The Participants To The: Continuous Training & Development ProgramDokument47 SeitenWelcomes All The Participants To The: Continuous Training & Development Programselvarangam govindarajanNoch keine Bewertungen
- Difference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDokument19 SeitenDifference Between Rework & Repair As Per IATF 16949?: by - Arun Kumar SharmaDanang Widoyoko100% (1)
- Operator Training PointsDokument2 SeitenOperator Training PointsDisha ShahNoch keine Bewertungen
- 5S - Levels of ExcellenceDokument2 Seiten5S - Levels of ExcellenceHartoyo SwiNoch keine Bewertungen
- One Point LessonDokument2 SeitenOne Point Lessonveer_sNoch keine Bewertungen
- Kaizen 5W 1H PDFDokument20 SeitenKaizen 5W 1H PDFSUBA NANTINI A/P M.SUBRAMANIAMNoch keine Bewertungen
- 5S LayoutDokument1 Seite5S Layouttyo_spNoch keine Bewertungen
- Supplier Quality Assurance in Auto SectorDokument27 SeitenSupplier Quality Assurance in Auto SectorPrakashRaiNoch keine Bewertungen
- 3 3bb0aDokument7 Seiten3 3bb0aEleandro JoaquimNoch keine Bewertungen
- CAPA Incomplete Part MixDokument16 SeitenCAPA Incomplete Part MixRohtash fastnerNoch keine Bewertungen
- Tqm-7 QC ToolsDokument124 SeitenTqm-7 QC ToolsZubair Mohamed100% (2)
- Submitted By,: Jarzid Alam Alomgir Badsha Saif MahabubDokument26 SeitenSubmitted By,: Jarzid Alam Alomgir Badsha Saif MahabubSaif KhanNoch keine Bewertungen
- Leader Standard Work V1.0Dokument3 SeitenLeader Standard Work V1.0SudhagarNoch keine Bewertungen
- 08.DM Pillar FCDokument67 Seiten08.DM Pillar FCashutoshpal21Noch keine Bewertungen
- Visual Management Audit ChecklistDokument1 SeiteVisual Management Audit ChecklistOswald mNoch keine Bewertungen
- Improve Business - Kobetsu KaizenDokument4 SeitenImprove Business - Kobetsu KaizenRishabh JainNoch keine Bewertungen
- 5S Audit ProcessDokument5 Seiten5S Audit ProcessChatnoir NoirNoch keine Bewertungen
- Kaizen FormatdDokument2 SeitenKaizen Formatdsubbu0815Noch keine Bewertungen
- Shopfloor Monitoring ChecklistDokument1 SeiteShopfloor Monitoring ChecklistSafety DeptNoch keine Bewertungen
- Kaizen Event Project Charter: Project Name Agency/Division/ Location Scope Meeting Date Target Event DateDokument3 SeitenKaizen Event Project Charter: Project Name Agency/Division/ Location Scope Meeting Date Target Event DateDebashishDolonNoch keine Bewertungen
- Daily Management Quiz: 2007: SN Question Option A Option B Option C Option D AnswerDokument5 SeitenDaily Management Quiz: 2007: SN Question Option A Option B Option C Option D AnswerPrakash Kumar50% (2)
- Lockout/Tagout (Loto) Checklist: 1. Scope of WorkDokument3 SeitenLockout/Tagout (Loto) Checklist: 1. Scope of WorkPutri UnaNoch keine Bewertungen
- 7 QC ToolsDokument81 Seiten7 QC ToolsRahul Rawat100% (7)
- Basic TPM Workshop (Rev1)Dokument138 SeitenBasic TPM Workshop (Rev1)Ahmad FirdausNoch keine Bewertungen
- Zero Defect: Kaizen Promotion Office Global Business ExcellenceDokument28 SeitenZero Defect: Kaizen Promotion Office Global Business ExcellenceEduardo Magaña GutierrezNoch keine Bewertungen
- Applicatuon of 8d MethodologyDokument11 SeitenApplicatuon of 8d MethodologyR JNoch keine Bewertungen
- Activity Report 30.12.2019Dokument16 SeitenActivity Report 30.12.2019Umeshraja MNoch keine Bewertungen
- Improvement KaizenDokument11 SeitenImprovement KaizenAnkur DhirNoch keine Bewertungen
- Assembly Line BalancingDokument5 SeitenAssembly Line Balancingabhijitsamanta1100% (1)
- Format For Kaizen and OPL - SWADokument6 SeitenFormat For Kaizen and OPL - SWAchandrasekharNoch keine Bewertungen
- Shriram PistonDokument41 SeitenShriram Pistonmartial200% (1)
- Nucleus Training BrochureDokument10 SeitenNucleus Training BrochureKarthi ThiyagarajanNoch keine Bewertungen
- Control Plan For Lighting ProductDokument6 SeitenControl Plan For Lighting ProductpapplionNoch keine Bewertungen
- Toyota 5S - ALJ GroupDokument110 SeitenToyota 5S - ALJ GroupMostafa Sherif100% (1)
- SmedDokument25 SeitenSmedAkshay Shah100% (1)
- A) What Are The Information Flows Within The Donner Factory. Trace An Order As It Moves From The Originating Customer To CompletionDokument6 SeitenA) What Are The Information Flows Within The Donner Factory. Trace An Order As It Moves From The Originating Customer To CompletionAKRITI GUPTANoch keine Bewertungen
- Questionaire Sample Answer One - MechanicalDokument6 SeitenQuestionaire Sample Answer One - MechanicalCG Nepali BabuNoch keine Bewertungen
- Donner CompanyDokument4 SeitenDonner CompanyFrancesco BrunoNoch keine Bewertungen
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- IMS PolicyDokument1 SeiteIMS PolicyHamada AhmedNoch keine Bewertungen
- Fmea ExerciseDokument5 SeitenFmea ExerciseHamada Ahmed100% (1)
- SPC ExampleDokument1 SeiteSPC ExampleHamada AhmedNoch keine Bewertungen
- Process Manager WorkshopDokument58 SeitenProcess Manager WorkshopHamada AhmedNoch keine Bewertungen
- Aggressiveness StrategyDokument11 SeitenAggressiveness StrategyHamada AhmedNoch keine Bewertungen
- 50 Tricks To Get Things Done Faster, Better, and More EasilyDokument4 Seiten50 Tricks To Get Things Done Faster, Better, and More EasilyDevendra Kumar Choudhary100% (1)
- VariationDokument5 SeitenVariationHamada AhmedNoch keine Bewertungen
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Why Leader FailDokument23 SeitenWhy Leader FailHamada Ahmed100% (1)
- مونوزكورىDokument4 SeitenمونوزكورىHamada AhmedNoch keine Bewertungen
- الأداوات السبعة للجودةDokument69 Seitenالأداوات السبعة للجودةHamada AhmedNoch keine Bewertungen
- 7 QC Tool PDFDokument45 Seiten7 QC Tool PDFhaohao289Noch keine Bewertungen
- EffectivenessDokument10 SeitenEffectivenessHamada AhmedNoch keine Bewertungen
- O Ee CalculatorDokument4 SeitenO Ee CalculatorHamada AhmedNoch keine Bewertungen
- كايزنDokument35 SeitenكايزنHamada AhmedNoch keine Bewertungen
- Quality ControlsDokument7 SeitenQuality ControlsHamada AhmedNoch keine Bewertungen
- Module 1. Situational Analysis: The Planning ProcessDokument5 SeitenModule 1. Situational Analysis: The Planning ProcessSam InokeNoch keine Bewertungen
- المغالطات المنطقية الDokument60 Seitenالمغالطات المنطقية الHamada AhmedNoch keine Bewertungen
- المفاتيح ال20 للتحسين المستمرDokument2 Seitenالمفاتيح ال20 للتحسين المستمرHamada AhmedNoch keine Bewertungen
- 1.0 Inventory: 3916 Wyandotte - Kansas City MO 64111 - 816-931-1414Dokument7 Seiten1.0 Inventory: 3916 Wyandotte - Kansas City MO 64111 - 816-931-1414Hamada AhmedNoch keine Bewertungen
- Energy Efficiency Tips For BusinessesDokument5 SeitenEnergy Efficiency Tips For BusinessesHamada AhmedNoch keine Bewertungen
- PvcostDokument6 SeitenPvcostHamada AhmedNoch keine Bewertungen
- هوشينDokument4 SeitenهوشينHamada AhmedNoch keine Bewertungen
- Fast Guide To Oee PDFDokument27 SeitenFast Guide To Oee PDFAtakan TunaliNoch keine Bewertungen
- أدارة الجودة الشاملةDokument60 Seitenأدارة الجودة الشاملةHamada AhmedNoch keine Bewertungen
- اساسيات الكايزنDokument1 Seiteاساسيات الكايزنHamada AhmedNoch keine Bewertungen
- Certifying Training Materials: IBCT Standards ForDokument6 SeitenCertifying Training Materials: IBCT Standards ForHamada AhmedNoch keine Bewertungen
- Lean Manufacturing 5S Kaizen Radar ChartDokument1 SeiteLean Manufacturing 5S Kaizen Radar ChartHamada AhmedNoch keine Bewertungen
- Amc 20-21Dokument33 SeitenAmc 20-21Vasco M C SantosNoch keine Bewertungen
- Orifice Assembly With D-D2 Taps PDFDokument1 SeiteOrifice Assembly With D-D2 Taps PDFArup MondalNoch keine Bewertungen
- Acer AIO Z1-752 System DisassemblyDokument10 SeitenAcer AIO Z1-752 System DisassemblySERGIORABRNoch keine Bewertungen
- Beretta 92fs PistolDokument12 SeitenBeretta 92fs PistolMustansir Bandukwala67% (3)
- Non-Pen MountDokument17 SeitenNon-Pen MountT BagNoch keine Bewertungen
- Phytoremediation Acuatic PlantsDokument120 SeitenPhytoremediation Acuatic PlantsFranco Portocarrero Estrada100% (1)
- NDTDokument2 SeitenNDTRoop Sathya kumarNoch keine Bewertungen
- EXP1POSTLABDokument13 SeitenEXP1POSTLABGiane MagimotNoch keine Bewertungen
- Earth Bonding LeadsDokument2 SeitenEarth Bonding LeadsrocketvtNoch keine Bewertungen
- Modular Air Handling Unit (FMA)Dokument3 SeitenModular Air Handling Unit (FMA)Salamet TeguhNoch keine Bewertungen
- Science 10 Quarter 2 Module 4Dokument6 SeitenScience 10 Quarter 2 Module 4Jess Anthony Efondo100% (4)
- Sotero 05activity EnvironmetnDokument3 SeitenSotero 05activity Environmetnbernadette soteroNoch keine Bewertungen
- HBT vs. PHEMT vs. MESFET: What's Best and Why: Dimitris PavlidisDokument4 SeitenHBT vs. PHEMT vs. MESFET: What's Best and Why: Dimitris Pavlidissagacious.ali2219Noch keine Bewertungen
- Catalogue: Packer SystemDokument56 SeitenCatalogue: Packer SystemChinmoyee Sharma100% (1)
- Your Heart: Build Arms Like ThisDokument157 SeitenYour Heart: Build Arms Like ThisNightNoch keine Bewertungen
- EY Enhanced Oil RecoveryDokument24 SeitenEY Enhanced Oil RecoveryDario Pederiva100% (1)
- Total04 Digital Version PDFDokument52 SeitenTotal04 Digital Version PDFbeatriz matos67% (3)
- An Experimental Investigation On Abrasive Jet Machining by Erosion Abrasive GrainDokument3 SeitenAn Experimental Investigation On Abrasive Jet Machining by Erosion Abrasive GrainPkNoch keine Bewertungen
- Scuba Diving - Technical Terms MK IDokument107 SeitenScuba Diving - Technical Terms MK IJoachim MikkelsenNoch keine Bewertungen
- Visedo FPC-2016Dokument13 SeitenVisedo FPC-2016Probonogoya Erawan SastroredjoNoch keine Bewertungen
- Mercedez-Benz: The Best or NothingDokument7 SeitenMercedez-Benz: The Best or NothingEstefania RenzaNoch keine Bewertungen
- Med Chem Exam 2Dokument24 SeitenMed Chem Exam 2cNoch keine Bewertungen
- Technical Methods and Requirements For Gas Meter CalibrationDokument8 SeitenTechnical Methods and Requirements For Gas Meter CalibrationIrfan RazaNoch keine Bewertungen
- Mid-Year Examination, 2023 Science Year 7 1 HourDokument23 SeitenMid-Year Examination, 2023 Science Year 7 1 HourAl-Hafiz Bin SajahanNoch keine Bewertungen
- AVR Brosure Basler Decs 100Dokument2 SeitenAVR Brosure Basler Decs 100NikolayNoch keine Bewertungen
- Leta-Leta CaveDokument5 SeitenLeta-Leta CaveToniNoch keine Bewertungen
- PECI 405 ECPP 7th Sem CivilDokument96 SeitenPECI 405 ECPP 7th Sem CivilYasaswi AkkirajuNoch keine Bewertungen
- Fantasy AGE - Spell SheetDokument2 SeitenFantasy AGE - Spell SheetpacalypseNoch keine Bewertungen
- CopernikDokument2 SeitenCopernikSinister JinNoch keine Bewertungen
- Laporan Pelayanan Rawat Jalan Tingkat Pertama (RJTP)Dokument10 SeitenLaporan Pelayanan Rawat Jalan Tingkat Pertama (RJTP)dede komalasariNoch keine Bewertungen