Das könnte Ihnen auch gefallen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Ammonia and Urea ProductionDokument8 SeitenAmmonia and Urea ProductionLogen MessiNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Msds of OxygenDokument7 SeitenMsds of OxygensahilchemNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Msds ChlorineDokument9 SeitenMsds ChlorinesahilchemNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- CooltwrsDokument4 SeitenCooltwrsJoseNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- CooltwrsDokument4 SeitenCooltwrsJoseNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- MSDS NaohDokument5 SeitenMSDS NaohsahilchemNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Heat ExchangersDokument27 SeitenHeat ExchangerssahilchemNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- MSDS Natural GasDokument5 SeitenMSDS Natural GasRadhakrishna MadabhushiNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- GTL2Dokument6 SeitenGTL2sahilchemNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Metric and US Conversion FormulasDokument2 SeitenMetric and US Conversion FormulassahilchemNoch keine Bewertungen
- Acetone 2013Dokument10 SeitenAcetone 2013sahilchemNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Emperical CorrelationsDokument19 SeitenEmperical CorrelationssahilchemNoch keine Bewertungen
- GTL2Dokument6 SeitenGTL2sahilchemNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Heat ExchangersDokument27 SeitenHeat ExchangerssahilchemNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Material Safety Data SheetDokument5 SeitenMaterial Safety Data SheettranhungNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Emperical CorrelationsDokument19 SeitenEmperical CorrelationssahilchemNoch keine Bewertungen
- Material Safety Data Sheet: Section 1. Chemical Product and Company IdentificationDokument7 SeitenMaterial Safety Data Sheet: Section 1. Chemical Product and Company IdentificationsahilchemNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Material Safety Data Sheet 1.: Chemical Product & Manufacturer'S DetailsDokument0 SeitenMaterial Safety Data Sheet 1.: Chemical Product & Manufacturer'S DetailssahilchemNoch keine Bewertungen
- Benzoic AcidDokument4 SeitenBenzoic Acidsahilchem0% (1)
- Msds Ldpe en UsDokument3 SeitenMsds Ldpe en UssahilchemNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Material Safety Data Sheet Mixed Xylene: 1. Product and Company IdentificationDokument7 SeitenMaterial Safety Data Sheet Mixed Xylene: 1. Product and Company IdentificationsahilchemNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Material Safety Data Sheet: Emergency OverviewDokument7 SeitenMaterial Safety Data Sheet: Emergency OverviewsahilchemNoch keine Bewertungen
- MSDS - Sulphur 90%: Section 1. Product InformationDokument3 SeitenMSDS - Sulphur 90%: Section 1. Product InformationsahilchemNoch keine Bewertungen
- Material Safety Data Sheet: Emergency OverviewDokument7 SeitenMaterial Safety Data Sheet: Emergency OverviewsahilchemNoch keine Bewertungen
- NAPTHADokument8 SeitenNAPTHAsahilchemNoch keine Bewertungen
- SulfurDokument8 SeitenSulfursutanuprojectsNoch keine Bewertungen
- Sinha LechatelierprinDokument9 SeitenSinha LechatelierprinsahilchemNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Methanol MSDS PDFDokument10 SeitenMethanol MSDS PDFPutriErvinaNoch keine Bewertungen
- CokeDokument6 SeitenCokesahilchemNoch keine Bewertungen
- L7 8Dokument44 SeitenL7 8huyphuca2Noch keine Bewertungen
- Reator de Alta Pressão BR - ProspDokument16 SeitenReator de Alta Pressão BR - ProspPerinto CalafangeNoch keine Bewertungen
- Stack Monitoring KitDokument53 SeitenStack Monitoring KitknbiolabsNoch keine Bewertungen
- Carrier LDU ManualDokument123 SeitenCarrier LDU Manualdafrie rimbaNoch keine Bewertungen
- General Notes and Specifications Air-Conditioning Lay-Out: Ground FloorDokument1 SeiteGeneral Notes and Specifications Air-Conditioning Lay-Out: Ground Floorlewiss100% (2)
- Lab Report 1 - Calorimetry: Specific Heat Capacities of MetalsDokument6 SeitenLab Report 1 - Calorimetry: Specific Heat Capacities of MetalsATHALIAH JENINE TABUCLIN BANTUGNoch keine Bewertungen
- Reflection Paper in DressmakingDokument8 SeitenReflection Paper in DressmakingMaria CeciliaNoch keine Bewertungen
- GPG291 Designer's Guide To The Options For Ventilation and Cooling 2001Dokument40 SeitenGPG291 Designer's Guide To The Options For Ventilation and Cooling 2001IppiNoch keine Bewertungen
- Second Term (9th Physics T3, Unit# 09Dokument1 SeiteSecond Term (9th Physics T3, Unit# 09Ghulam sabirNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- MMMC LogDokument73 SeitenMMMC LogÆshok IncreĐible KingNoch keine Bewertungen
- Report M&e Function Ventilation SystemDokument8 SeitenReport M&e Function Ventilation SystemAquw ArishaNoch keine Bewertungen
- Ducted (Central) Split Air Conditioner: Service ManualDokument24 SeitenDucted (Central) Split Air Conditioner: Service ManualCesar Calderon GrNoch keine Bewertungen
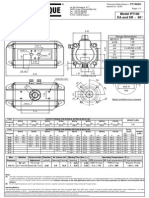
- Pt100du Air TorqueDokument1 SeitePt100du Air TorqueAurelio SuarezNoch keine Bewertungen
- HWDokument6 SeitenHWapi-248733530Noch keine Bewertungen
- UG Gas Properties ActivityDokument7 SeitenUG Gas Properties Activityardianti widoriniNoch keine Bewertungen
- Carnot Sadi PDFDokument12 SeitenCarnot Sadi PDFjuanamapazNoch keine Bewertungen
- Compact Thermal Energy Storage StudyDokument46 SeitenCompact Thermal Energy Storage StudyRaif QelaNoch keine Bewertungen
- Omnishelter Modulo Distributed PDFDokument6 SeitenOmnishelter Modulo Distributed PDFRaghNoch keine Bewertungen
- RTP 3 25 TR For Rooftoppackage 1Dokument52 SeitenRTP 3 25 TR For Rooftoppackage 1GeorgeNoch keine Bewertungen
- AHUs Dimensional DetailsDokument6 SeitenAHUs Dimensional DetailsUsman ShaikhNoch keine Bewertungen
- MIME3450 Lab1 RefrigerationDokument8 SeitenMIME3450 Lab1 RefrigerationshafahatNoch keine Bewertungen
- Calculating Viscosity Index From Kinematic Viscosity at 40 and 100°C ASTM D-2270Dokument4 SeitenCalculating Viscosity Index From Kinematic Viscosity at 40 and 100°C ASTM D-2270aadipakiNoch keine Bewertungen
- XI Physics - Thermal Properties of Matter (Xylem Marathon 23) - FranklinDokument36 SeitenXI Physics - Thermal Properties of Matter (Xylem Marathon 23) - FranklinBasil EliyasNoch keine Bewertungen
- Thermal Properties of Matter-I (160 - 187)Dokument28 SeitenThermal Properties of Matter-I (160 - 187)Kartik SurwaseNoch keine Bewertungen
- Astm D 6980Dokument5 SeitenAstm D 6980Samuel Gaytan Ramirez100% (5)
- Energy and Buildings: Ioan Sarbu, Calin SebarchieviciDokument14 SeitenEnergy and Buildings: Ioan Sarbu, Calin SebarchieviciAndi NovitaNoch keine Bewertungen
- Sterling - JEE - Physics - (Elasticity Thermal Exp, Calorimetry & Heat Transfer) - EngDokument51 SeitenSterling - JEE - Physics - (Elasticity Thermal Exp, Calorimetry & Heat Transfer) - EngRamJiPandeyNoch keine Bewertungen
- Inside-Out Algo - Boston 1974Dokument12 SeitenInside-Out Algo - Boston 1974Jeremy HernandezNoch keine Bewertungen
- Instruction Manual - Digital Drybath - ENDokument19 SeitenInstruction Manual - Digital Drybath - ENAlain ManceraNoch keine Bewertungen
- 15 Chapter 3 PDFDokument34 Seiten15 Chapter 3 PDFkesavaganesan58Noch keine Bewertungen
- Hvac Contents HVAC Selection MatrixDokument11 SeitenHvac Contents HVAC Selection Matrixricha-BNoch keine Bewertungen