Das könnte Ihnen auch gefallen
- Diesel Electrician Test BatteryDokument25 SeitenDiesel Electrician Test Batteryrailroad700Noch keine Bewertungen
- Railway Conductor ProgDokument1 SeiteRailway Conductor Prograilroad700Noch keine Bewertungen
- Act Tecturi Reg 005Dokument2 SeitenAct Tecturi Reg 005railroad700Noch keine Bewertungen
- Laney TT100H ManualDokument24 SeitenLaney TT100H Manualrailroad700Noch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Switzerland AnDokument685 SeitenSwitzerland AnKanoksakOmkaewNoch keine Bewertungen
- Introduction To Railway Engineering Track and Alignment DesignDokument34 SeitenIntroduction To Railway Engineering Track and Alignment DesignToNy ThiangthongNoch keine Bewertungen
- Faculty of Business and Management Bachelor in Office System Management (Hons.) Business Process (Asm652)Dokument4 SeitenFaculty of Business and Management Bachelor in Office System Management (Hons.) Business Process (Asm652)Syakirah HusniNoch keine Bewertungen
- Repair of Rails On Site by Welding XA00127720Dokument20 SeitenRepair of Rails On Site by Welding XA00127720wpsssamsungNoch keine Bewertungen
- BS en 45545-1-2013 (2015)Dokument28 SeitenBS en 45545-1-2013 (2015)Francisco Pizarro100% (3)
- Reject CodesDokument18 SeitenReject CodesNisha Nisha100% (3)
- Steel Tie Plates, Low-Carbon and High-Carbon-Hot-Worked: Standard Specification ForDokument4 SeitenSteel Tie Plates, Low-Carbon and High-Carbon-Hot-Worked: Standard Specification Forsharon blushteinNoch keine Bewertungen
- PRD Prod ListingDokument626 SeitenPRD Prod Listingglobalindospareparts100% (1)
- Innovative Injection Rate Control With Next Generation Common Rail Fuel Injection SystemDokument8 SeitenInnovative Injection Rate Control With Next Generation Common Rail Fuel Injection SystemRakesh BiswasNoch keine Bewertungen
- Rahul Reddy Igtc Internship Report 2010Dokument35 SeitenRahul Reddy Igtc Internship Report 2010rahulreddyepuru4790% (1)
- Volvo V40 Price ListDokument7 SeitenVolvo V40 Price Listdavid1064Noch keine Bewertungen
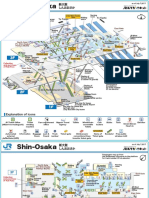
- Station Shin OsakaDokument2 SeitenStation Shin OsakactyvteNoch keine Bewertungen
- Rose Hill Market Square in Mauritius PDFDokument40 SeitenRose Hill Market Square in Mauritius PDFShivani PatelNoch keine Bewertungen
- Mainenace Guidelines For LHB Cocahes.Dokument7 SeitenMainenace Guidelines For LHB Cocahes.Parthaprotim Nath0% (1)
- The Canadian Pacific Railway: John ADokument1 SeiteThe Canadian Pacific Railway: John ASteff BowinkleNoch keine Bewertungen
- Plans From The MBTA: 'Forging Ahead'Dokument69 SeitenPlans From The MBTA: 'Forging Ahead'wgbhnewsNoch keine Bewertungen
- Long Span Structures Stru Steel SRMDokument109 SeitenLong Span Structures Stru Steel SRMThirumeni Madavan100% (1)
- Unit 5Dokument141 SeitenUnit 5Harretha RaniNoch keine Bewertungen
- 1.991201 - KC-DTE - Wheel Rail Friction Management Solution - Prorail99 - Paper2PRINT As Submitted - Rev 0Dokument6 Seiten1.991201 - KC-DTE - Wheel Rail Friction Management Solution - Prorail99 - Paper2PRINT As Submitted - Rev 0Bounty JhaNoch keine Bewertungen
- Design of Intersection-At Grade and Grade SeparatedDokument5 SeitenDesign of Intersection-At Grade and Grade SeparatedEdmar TabinasNoch keine Bewertungen
- South of The Lake StudyDokument99 SeitenSouth of The Lake Studyrsolinsk100% (1)
- AutomobileDokument4 SeitenAutomobileAnte MarinacNoch keine Bewertungen
- Desktop Study - Bus TerminalDokument6 SeitenDesktop Study - Bus TerminalAfra Tamreen100% (2)
- Edinbourgh - The Dream CityDokument19 SeitenEdinbourgh - The Dream CityVezentan LucianaNoch keine Bewertungen
- Eeeb283 Group Project - Study On ElectriDokument15 SeitenEeeb283 Group Project - Study On ElectrimoisesramosNoch keine Bewertungen
- Balco Railway Project: Ohe WorksDokument7 SeitenBalco Railway Project: Ohe WorksAbhishek PandeyNoch keine Bewertungen
- Revised Draft STR SBC 184 Dated 6 Dec 2018Dokument17 SeitenRevised Draft STR SBC 184 Dated 6 Dec 2018SSE E P TRLNoch keine Bewertungen
- Thermite ReactionDokument4 SeitenThermite ReactionRenato BenintendiNoch keine Bewertungen
- Estimating Settlement in Soft ClayDokument15 SeitenEstimating Settlement in Soft ClayEman AhmedNoch keine Bewertungen